Таким образом, стебель 8 вместе с корпусом / головки .совершает в процессе колебаиий радиальные перемещения относительно пластины 2, не вызывая paдиaльны перемещений последней, а значит и образования 1попрвщ но€тей формы растачиваемого отвер€Т ИЯ и ухудшения качества его пошерхности.
Исполнение плавающей пластины с опоряьм элементом позволит увеличить точность процесса растачивания глубоких отверстий, повысит виброустойчивость системы и устранит возможность появления различных дефектов обрабатываемой поверхности (огранки, волнистость и т. д.).
Формула изобретения
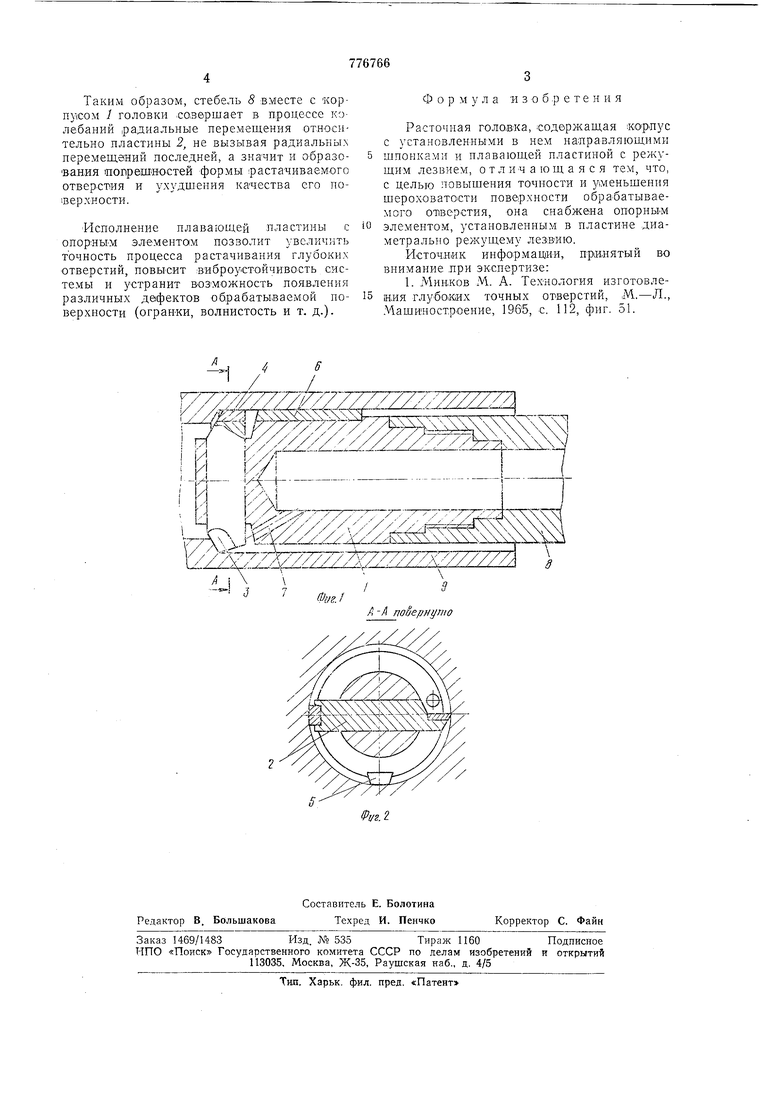
Расточная головка, содержащая корлус с установленными в нем направляющими шпонками и плавающей пластиной с режущим лезвием, отличающаяся тем, что, с целью повышения точности и у1меньщения шероховатости поверхности обрабатываемого отверстия, она снабжена опорным элементом, установленным в пластине диаметрально режущему лезвию.
Источник информаи|ИИ, принятый во внимание .при экспертизе:
1. МиЕков М. А. Технология изготовления глубоких точных отверстий, М.-Л., Машиностроенне, 1965, с. 112, фиг. 51.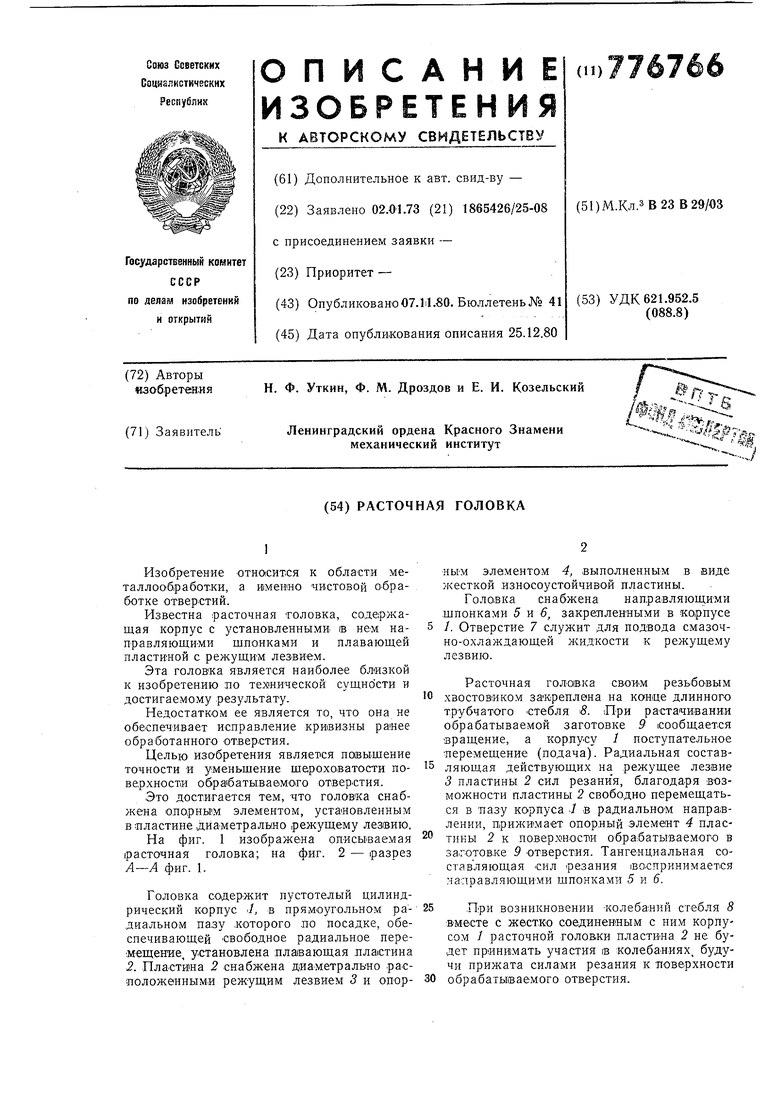
| название | год | авторы | номер документа |
|---|---|---|---|
| Расточная головка | 1986 |
|
SU1386376A1 |
| Расточная головка | 1986 |
|
SU1398999A2 |
| Расточная головка | 1983 |
|
SU1093410A1 |
| Расточная головка | 1989 |
|
SU1757781A1 |
| Расточная головка | 1984 |
|
SU1240509A2 |
| Расточная головка | 1984 |
|
SU1166904A2 |
| Расточная головка | 1979 |
|
SU1049195A2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2552616C1 |
| Инструмент для обработки глубокихОТВЕРСТий | 1979 |
|
SU814592A1 |
| Расточная головка | 1986 |
|
SU1366306A2 |
