Изобретение относится к обработке металлов давлением и может быть использовано в заготовительном производстве для разделения проката на заготовки.
Целью изобретения является повышение качества получаемых заготовок путем уменьшения возможности образования трещин на их торцах.
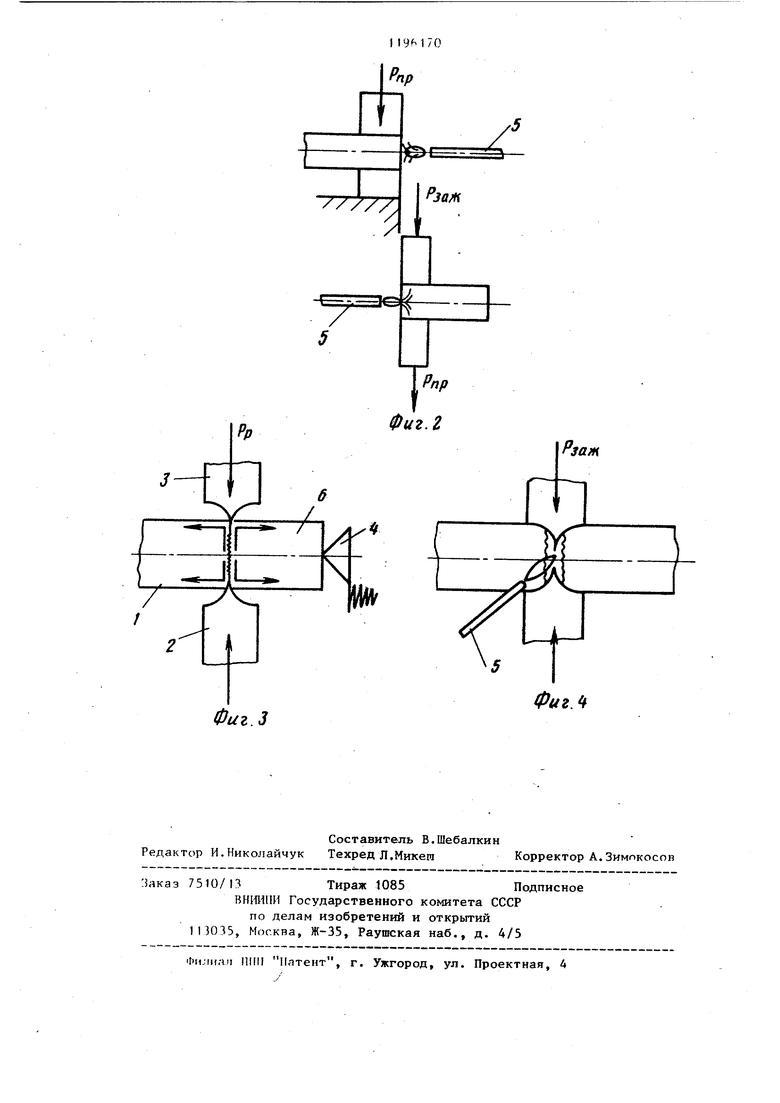
На фиг, 1 изображено разделение проката сдвигающим усилием, момент резки,- на фиг. 2 - то же, после отделения заготовки; на фиг. 3 - разделение проката растягивающим усилием, момент резки; на фиг. 4 то же, после отделения заготовки.
При разделении проката сдвигом (фиг.1) разрезаемую штангу 1 проката подают в рабочую зону режущего устройства между инструментом 2 и 3 до упора 4.
Вблизи рабочей зоны режущего устройства устанавливают газовую горелку 5. После подачи штанги 1 проката до упора 4 осуществляют прижим отрезаемой заготовки 6 и штанги 1 к инструменту 2 и 3 соответственно прижимами 7 и 8 (фиг.1). Встречным движением инструмента 2 и 3 осуществляют отделение отрезаемой заготовки 6, после чего, не снимая усилия сжатия, производят местный нагред зоны среза газовой горелки 5 до температуры вьш1е температуры синеломкости на 30-50 С и затем снимают усилие сжатия (фиг.2).
При разделении проката растягивающими усилиями (фиг.З) разделяему штангу 1 проката помещают в рабочую зону режущего устройства, между инструментом 2 и 3 до упора 4. Вблизи рабочей зоны режущего устройства устанавливают газовую горелку 5.
После подачи штанги 1 проката до упора 4 встречным движением инструмента 2 и 3 осугцествляют его двустороннее вредрение в штангу 1, создавая при этом радиальное сжимающее усилие и осевое растягивающее, которое при достижении инструментом 2 и 3 некоторой глубины внедрения осуществляет отделение отрезаемой заготовки 6 (фиг.З). После отделения заготовки 6 зона среза подвергается только действию радиального сжимающего усилия, не снимая которого, язовой горелкой 5 (фиг.4) осуществляют нагрев торцов среза до температуры вьпие температуры синеломкости на 30-50 С и затем снимают усилие сжатия.
Осуществление местного сосредоточенного нагрева среза позволяет повысить пластичность металла непосредственно в зоне возможного образования торцовых трещин, избежать затрат энергии на прогрев всей заготовки, уменьшить влияние нагретой заготовки на стойкость инструмента. Выбор температуры нагрева выше температуры синеломкости гарантирует повышение пластических свойств материала заготовки с повышением температуры.
Выбор температуры нагрева выше температуры синеломкости на 30-50 С гарантирует повьшгение пластических свойств материала заготовки, так как при нагреве заготовок в диапазоне температуры синеломкости происходит падение пластичности материалов, а нагрев выше температуры синеломкости на 30-50 С обеспечивает пластичность материала вьше уровня пластичности, предшествующего падению в результате проявления синеломкости. Повьш1ениё пластичности материала заготовки дает возможность поверхностному слою деформироваться до большей степени деформации без разрушений, так как более пластичный
материал обладает большим запасом пластичности.
Нагрев торца заготовки нужно осуществлять до снятия усилия сжатия, так как сброс усилия сжатия приводит к образованию торцовых трещин. Для устранения торцовых трещин предварительно подогревают торец заготовки, а усилие сжатия снимают после достижения материалом заготовки требуемой пластичности. Возникающие при сбросе упругие силы, воздействуя пластическими свойствами, деформируют их без разрушения, т.е. без образования торцовьпс трещин. Таким образом, максимальный .нагрев среза выше температуры синеломкости на 30-50 С гарантирует отсутствие торцовых трещин, т.е. повьшение качества заготовок.
Использование изобретения позволяет повысить качество получаемых заготовок за счет уменыиения возможности образования трещин на их торцах.
Рпр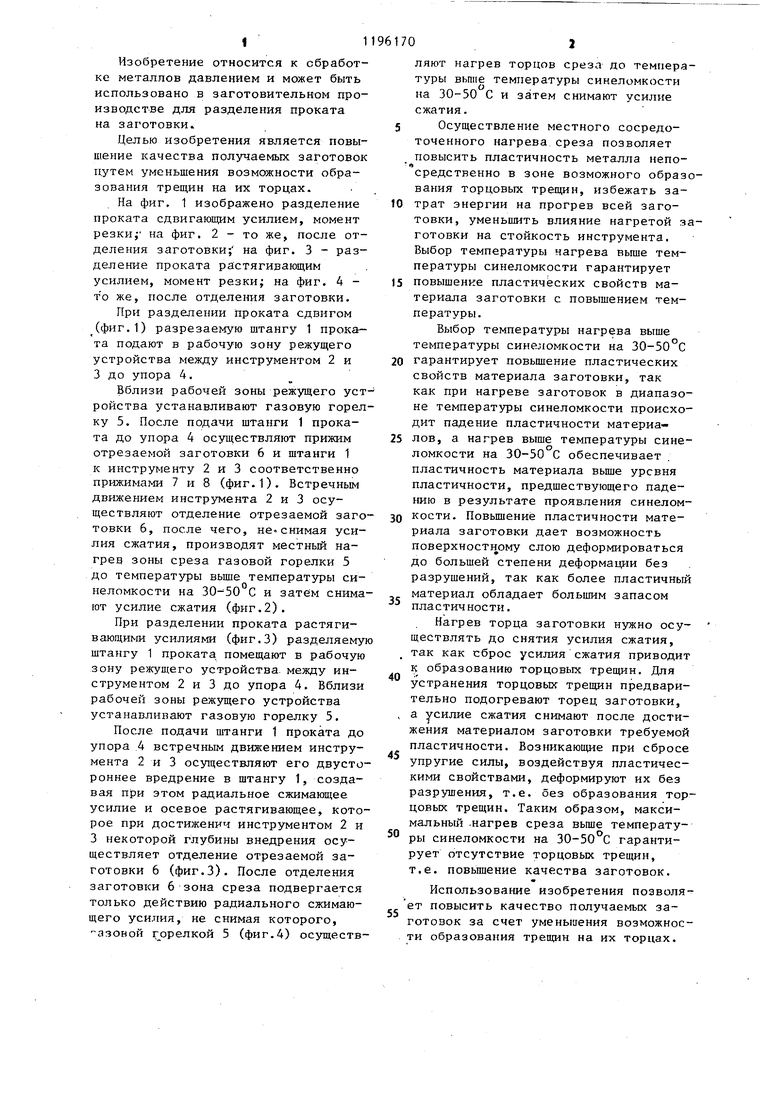
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки проката | 1982 |
|
SU1085705A1 |
| Способ разделения сортового проката | 1989 |
|
SU1731475A1 |
| СПОСОБ РЕЗКИ ПРОКАТА И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2630154C1 |
| Способ резки тонкостенных труб и устройство для его осуществления | 1985 |
|
SU1382599A1 |
| Способ изготовления топоров | 1982 |
|
SU1080908A1 |
| Способ производства заготовки из высокоуглеродистых сталей | 1988 |
|
SU1567649A1 |
| Способ производства прокатного валка | 1986 |
|
SU1400683A1 |
| СПОСОБ РЕЗКИ ПЛАСТИЧНЫХ МЕТАЛЛОВ ВЫСОКОПРОЧНОЙ НИТЬЮ | 2012 |
|
RU2499663C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОСТЕННЫХ ТРУБ ПОВЫШЕННОЙ ТОЧНОСТИ ИЗ ЛЕГИРОВАННЫХ ДЕФОРМАЦИОННО-УПРОЧНЯЕМЫХ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 2012 |
|
RU2539799C2 |
| Способ изготовления заготовок из сортового проката | 1989 |
|
SU1756007A1 |
1. СПОСОБ РАЗДЕЛЕНИЯ ПРОК ТА на заготовки, включающий радиал ное обжатие проката по периметру по обе стороны относительно плоско ти разделения, последующее отделен частей проката и снятие усилия обжатия, отличающийся Фиг. / тем, что, с целью повьппения качества получаемых заготовок путем уменьшения возможности образования трещин на их торцах после разделения проката осуществляют местный нагрев поверхности среза вьппе температуры синеломкости на 30-50 С, а усилие обжатия снимают после нагрева поверхности среза. 2.Способ по П.1, отличающийся тем, что отделение частей проката осуществляют сдвигающим усилием. 3.Способ по П.1, отличающ и и с я тем, что отделение частей проката осуществляют растягиваюощм. усилием.
Л /
УПР
Фиг.г
ФигЛ
| Штамп для резки пруткового материала | 1973 |
|
SU470369A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
