Изобретение относится к области обработки металлов давлением, а именно к технологии изготовления цилиндрических и призматических заготовок из алюминиевых и магниевых прутков.
Известно, что после холодной отрезки сдвигом заготовки имеют искаженную геометрическую форму и торцы с неоднородной поверхностью, состоящей в общем случае из двух разнородных по качеству участков: гладкого (образованного пластическим сдвигом) и шероховатого (образованного разрушением). К торцовым поверхностям примыкают зоны упрочненного в процессе отрезки металла. Обычно эти зоны имеют приповерхностный дефектный слой с микротрещинами, а нередко и рисками глубиной до нескольких десятых миллиметра, выходящими на торцовую поверхность и существенно ухудшающими качество заготовок и изготавливаемых из них деталей.
Известен способ изготовления заготовок из сортового проката, по которому отрезанную вхолодную сдвигом заготовку, с
целью повышения качества, нагревают до температуры горячей деформации и подвергают осадке. При этом происходит выравнивание торцов, устранение искажений и дефектов отрезки, сглаживание шероховатостей. Недостатками этого способа являются значительная энергоемкость процесса нагрева заготовок по всему объему (с учетом потерь тепла при переносе от нагревателя к штампу), необходимость использования специальных устройств для нагрева, трудность транспортирования нагретых заготовок и пр.
Известен также способ изготовления заготовок из сортового проката, включающий отрезку заготовки сдвигом и ее последующее деформирование холодной осадкой с целью выравнивания формы. Холодная осадка экономичнее и производительнее горячей, однако она сопровождается существенным недостатком -образовавшиеся при холодной отрезке сдвигом микротрещины, риски и другие дефекты на торцах заготовки не только не устраняются, а, наоборот, увеличиваются (раскрываются) Так, при осадке
сл С
-ч сл о о о
XI
заготовок из алюминия АД1 со степенью деформации е 0,6 исходная шероховатость (после отрезки сдвигом) торцовой поверхности увеличилась с Ямзх 2,5-6 мкм до Пмах 32-45 мкм, то есть в 7-12 раз, Таким образом, холодная осадка не может обеспечить изготовления заготовок с гладкими бездефектными торцами, требующихся, например, в технологических процессах объемной штамповки.
Целью изобретения является повышение качества заготовок из деформируемых алюминиевых и магниевых сплавов, изготовляемых из пруткового металла холодной отрезкой сдвигом и последующей холодной осадкой.
Указанная цель достигается тем, что по известному способу, включающему холодную отрезку заготовки от прутка сдвигом и ее последующее деформирование осадкой, осадку холодной заготовки производят горячими бойками. В процессе осадки холод- ной заготовки от кратковременного контакта с горячими бойками, происходит только местный нагрев ее приторцовых упрочненных зон на глубину, превышающую на 0,5-2 мм толщину дефектного слоя.
В результате повышения пластичности металла от контактного нагрева в тонких приповерхностных слоях происходит более интенсивная пластическая деформация при осадке, чем в остальном объеме холодной заготовки. При этом торцы заготовки выглаживаются, микронеровности деформируются и выравниваются, микротрещины залечиваются. Осаженные с кратковременным местным нагревом заготовки имеют гладкие, параллельные и бездефектные торцы.
Новое качество заготовок, изготовляемых по предлагаемому способу, ранее не было известно и достигается впервые.
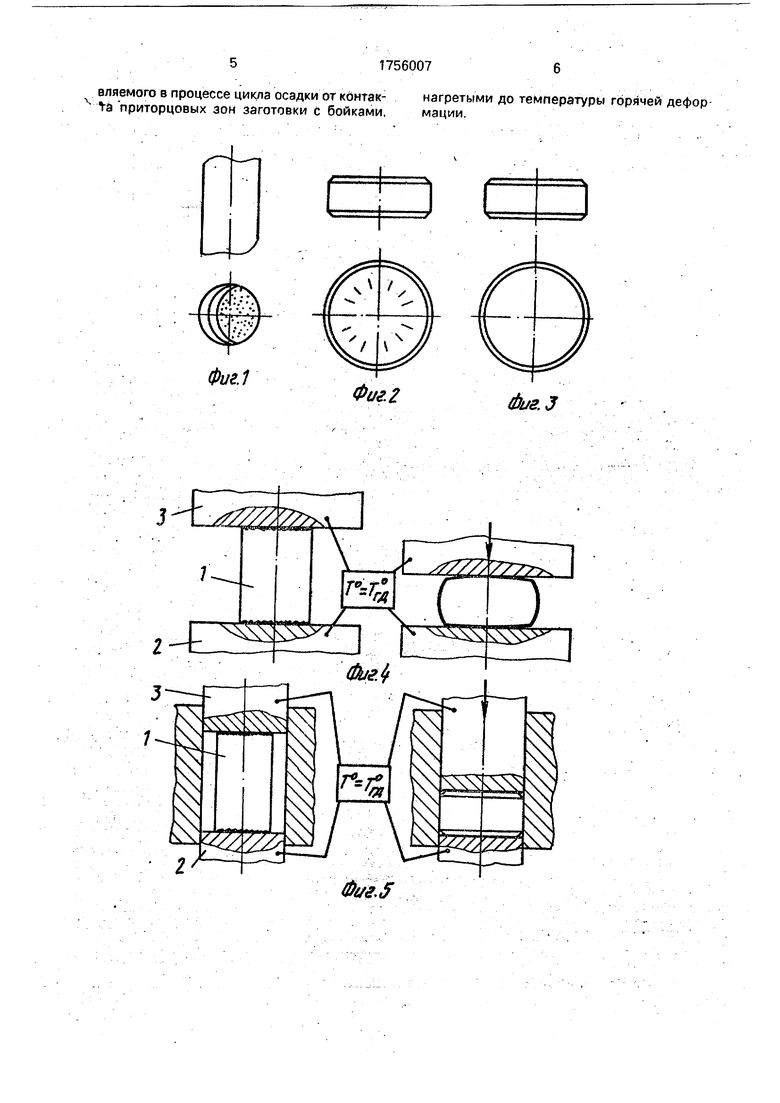
На фиг.1 изображена типовая заготовка после холодной отрезки сдвигом от прутка; на фиг.2 - то же, после холодной осадки (с дефектами в виде радиальных рисок); на фмг.З - то же, после осадки с кратковременным местным нагревом по предлагаемому способу; на фиг.4 - схема реализации процесса открытой осадки, между бойками, на- гретыМи до температуры горячей деформации; на фиг.5 - то же, по схеме закрытой осадки.
Способ осуществляется в следующей последовательности.
Отрезанную сдвигом холодную заготовку 1 размещают на нижнем горячем бойке 2 и производят ее пластическое деформирование верхним горячим бойком 3 либо по открытой осадки (фиг.4), либо осадкой
в закрытой полости (фиг.В)на прессе. Вследствие быстротечности цикла штамповки (десятые доли секунды) происходит местный нагрее только приторцовых слоев, в которых
сконцентрированы деформационные дефекты, возникшие при отрезке сдвигом. Заготовка в основном своем объеме остается холодной, отсутствуют окисление и окали- нообразование на боковой поверхности заготовки.
Способ наиболее пригоден для изготовления заготовок из алюминия и его сплавов. Может быть использован для изготовления заготовок из других деформируемых сплаBOB, имеющих температуру горячей деформации ниже температуры теплостойкости штамповой стали (500-600°С), например сплавов на основе магния,
Пример. Бойки со встроенными нагревателями (ТЭНами) установлены в штам- повый блок на кривошипном прессе. При температуре контактной поверхности бой- ков 500°С производили осадку холодной заготовки из сплава АД1 со степенью
деформации е 0,6до конечных
размеров/34,6 х 10 мм. На торцах, отрезанных сдвигом заготовок, были продольные риски глубиной до 42 мкм. При осадке горячими бойками длительность силового контакта не превышала 0,2 с. За это время образовался температурный градиент от поверхности торца вглубь заготовки в пределах 350 - 240°С. В результате кратковременного нагрева произошла интенсивная пластическая деформация тонких приторцовых слоев заготовки. Шероховатость торцовых поверхностей осаженных заготовок не превышала 9,5 мкм. На поверхностях отсутствовали какие-либо дефекты.
После осадки такой же заготовки бойками, нагретыми до температуры 300°С на торцах заготовок наблюдали ореол радиальных рисок глубиной до 31 мкм.
Формула изобретения
Способ изготовления заготовок из сортового проката, включающий отрезку исходной заготовки и ее холодное деформирование осадкой между бойками, отличающийся тем, что, с целью повышения качества заготовок из алюминиевых и магниевых сплавов за счет устранения микротрещин, образующихся на торцах заготовок при резке сдвигом, осадку холодной заготовки производят в условиях кратковременного нагрева ее приторцевых зон на глубину, превышающую толщину дефек- тного слоя, образованного резкой, осущест517560076
вляемого в процессе цикла осадки от контак- нагретыми до температуры горячей дефор- х ta приторцовых зон заготовки с бойками, мэции.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления корпусов модулей микроэлектроники | 2021 |
|
RU2767928C1 |
| СПОСОБ ОСАДКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ИЗ ХРУПКИХ И МАЛОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2012 |
|
RU2501624C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ДЕТАЛЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2364464C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОЛЬГИ ИЗ МАГНИЯ | 2014 |
|
RU2563077C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС | 2007 |
|
RU2347639C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ АЛЮМИНИЕВЫХ СПЛАВОВ И НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2013 |
|
RU2552464C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС | 2007 |
|
RU2347640C1 |
| Способ изготовления точной поковки пальца шарнира грузового автомобиля | 2016 |
|
RU2649627C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУФАБРИКАТОВ ТИПА ГАЛЕТ И ШАЙБ ИЗ ЦИЛИНДРИЧЕСКОЙ ЗАГОТОВКИ ГОРЯЧЕЙ ОБРАБОТКОЙ ДАВЛЕНИЕМ | 2012 |
|
RU2532630C2 |
Использование: обработка металлов давлением, а именно холодное деформирование отрезанных сдвигом заготовок из алюминиевых и магниевых сплавов. Сущность изобретения: способ включает холодную отрезку заготовки сдвигом и ее последующее деформирование осадкой Деформирование производят в условиях кратковременного местного нагрева на глубину, превышающую толщину дефектного слоя. Нагрев осуществляют в процессе цикла осадки от контакта при торцовых зон заготовки с инструментом, нагретым до температур горячей деформации штампуемого материала. 5 ил.
Фиг.1
г
Фи&г
Фиг.З
Фе/&5
| ШТАМП ДЛЯ ОСАДКИ ЗАГОТОВОК | 0 |
|
SU247017A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
