1 Изобретение относится к обработк металлов давлением, конкретно к усо вершенствованию конструкции штампов для резки проката сдвигом по двухопорной схеме. Известен штамп для резки проката по двухопорной схеме, состоящий из корпуса и перемещающегося в нем ползуна с расположенными в них механизмами зажима и режущими инструментами. Осевое сжатие создается сближением ножей с зажать ми в них прутком и его отрезаемой частью О Однако такая конструкция вызывает затруднения в создании необходимой величины осевого сжатия. Наиболее близким по технической сущности и достигаемому результату является штамп для резки проката сдвигом по двухопорной схеме. Штамп содержит станину, нож-пуансон, непод вижные полувтулочные ножи, закрепленные на станине по обе стороны ножа-пуансона, неподвижные зажимные полувтулки, расположенные над неподважными полувтулочными ножами, и режущие элементы для предварительной иадрезки в виде выступов с поперечны сечением в виде одностороннего клина расположенных на полувтулочках и ножах 2 . При резке на известном штампе проката цз алюминиевых сплавов на заготовки с соответствующим соотношением 0,1iB/d 0,9 качество получаемых заготовок невысокое, так как в зоне реза не создается сжимающее усилие. Цель изобретения - улучшение качества получаемых заготовок за счет создания осевого сжатия в зоне реза. Указанная цель достигается тем, что в штампе для резки проката, преи мущественно из алюминиевых сплавов, на заготовки с соотношением 0,1t2/c) :60,9, содержащем станину, нож-пуансон, неподвижные полувтулочные ножи, закрепленные на станине по обе сторо ны ножа-пуансона, подвижные зажимные полувтулки, расположенные над неподвижными полувтулочными ножами, и режущие элементы для предварительной надрезки в виде кольцевых выступов с поперечным сечением в виде односто роннего клина, расположенных на полувтулках и ножах, режущие элементы полувтулок и ножей расположены в плоскости их торцов со стороны пода05чи проката и удаления отрезанной заготовки. На фиг.1 изображен штамп для резки проката, общий вид, в разрезе; на фиг.2 - разрез А-А на фиг.1; на фиг.З - узел I на фиг.1. Штамп для резки проката содержит станину 1, закрепленные на ней неподвижные ножи 2, зажимные полувтулки 3, расположенные по обе стороны ножапуансона 4, установленногов пуансонодержателе 5, режущие элементы 6, выполненные в виде выступов с поперечным сечением в виде одностороннего клина, расположенных на торцовой поверхностях полувтулочных ножей 2 и зажимных полувтулок 3, регулируемый упор 7, для получения заготовки заданн.ой длины t2 ii : Ц, направляющие втулки 8, подвижную плиту 9 и направляющие 10 для зажима заготовки в полувтулочных ножах и зажимных полувтулках. Штамп для резки проката работает следунщим образом. при включении машины на рабочий ход по направляющим втулкам 8, служащим для установки размеров отрезаемых заготовок, происходит подача проката 11 до упора 7 и зажим проката полувтулочными ножами 2 и зажимными полувтулками 3. При этом на поверхности проката режущими элементами 6 наносятся кольцевые канавки, которые создают местное утонение проката. Режущие элементы, врезаясь в прокат, создают осевое сжатие в отрезаемой заготовке, способствующее пластическому течению металла, а также получению чистого среза. Нож-пуансон 4, установленный в пуансонодержателе 5, приходит в движение под действием динамической нагрузки Р., , происходит отрезка заготовки в месте предварительного утонения заготовки, созданного режущими элементами 6 полувтулочных ножей 2 и полувтулок 3. За один ход отрезается две заготовки длиной 1 и L 2 , заготовка длиной U проваливается вниз и по наклонному желобу попадает в контейнер. Задиры на торцовой поверхности заготовки не возникают за счет предварительного создания напряжений осевого сжатия в прутковом материале. Благодаря этому при беззазорном резе в зоне разделения возникает объемное напряжение состояния сжатия, способствующее резу, без скола и трещин.
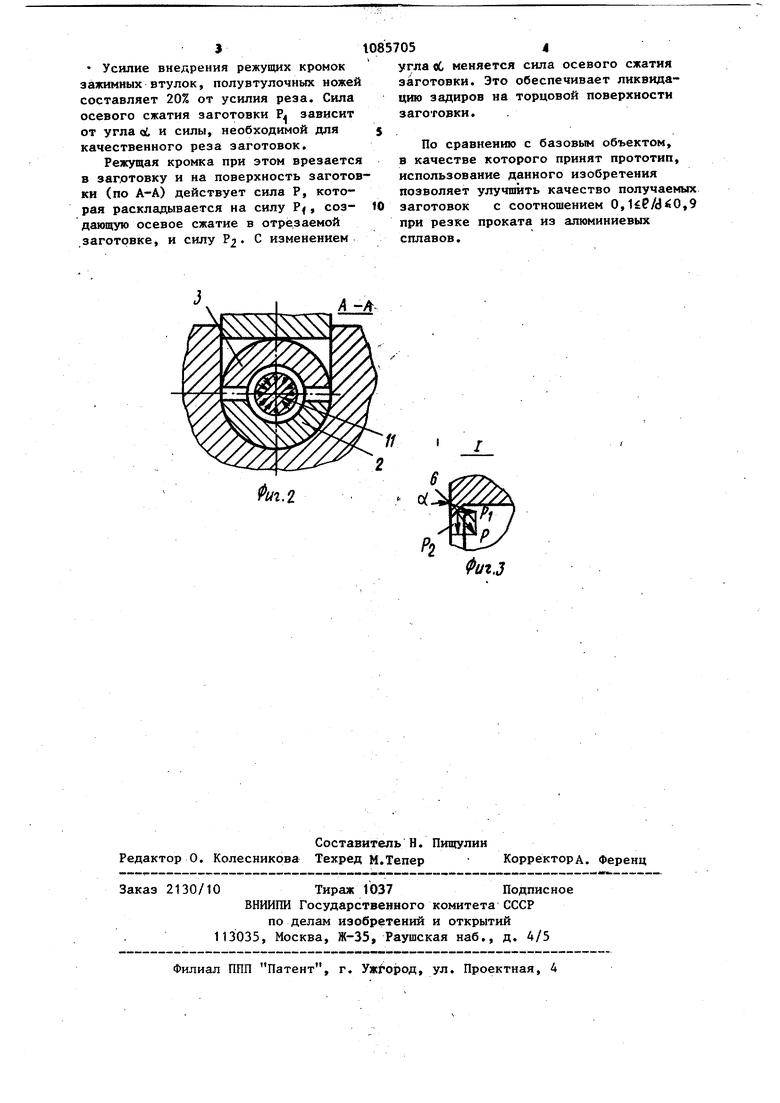
Усилие внедрения режущих кромок зажимных втулок, полувтулочных ножей составляет 20% от усилия реза. Сила осевого сжатия заготовки Р. зависит от угла oi, и силы, необходимой для качественного реза заготовок.
Режущая кромка при этом врезается в заготовку и на поверхность заготовки (по А-А) действует сила Р, которая раскладывается на силу Pf, создающую осевое сжатие в отрезаемой заготовке, и силу 2- изменением
угла сС меняется сила осевого сжатия заготовки. Это обеспечивает ликвидацию задиров на торцовой поверхности заготовки.
По сравнению с базовым объектом, в качестве которого принят прототип, использование данного изобретения позволяет улучшить качество получаемых заготовок с соотношением 0,,9 при резке проката из алюминиевых сплавов.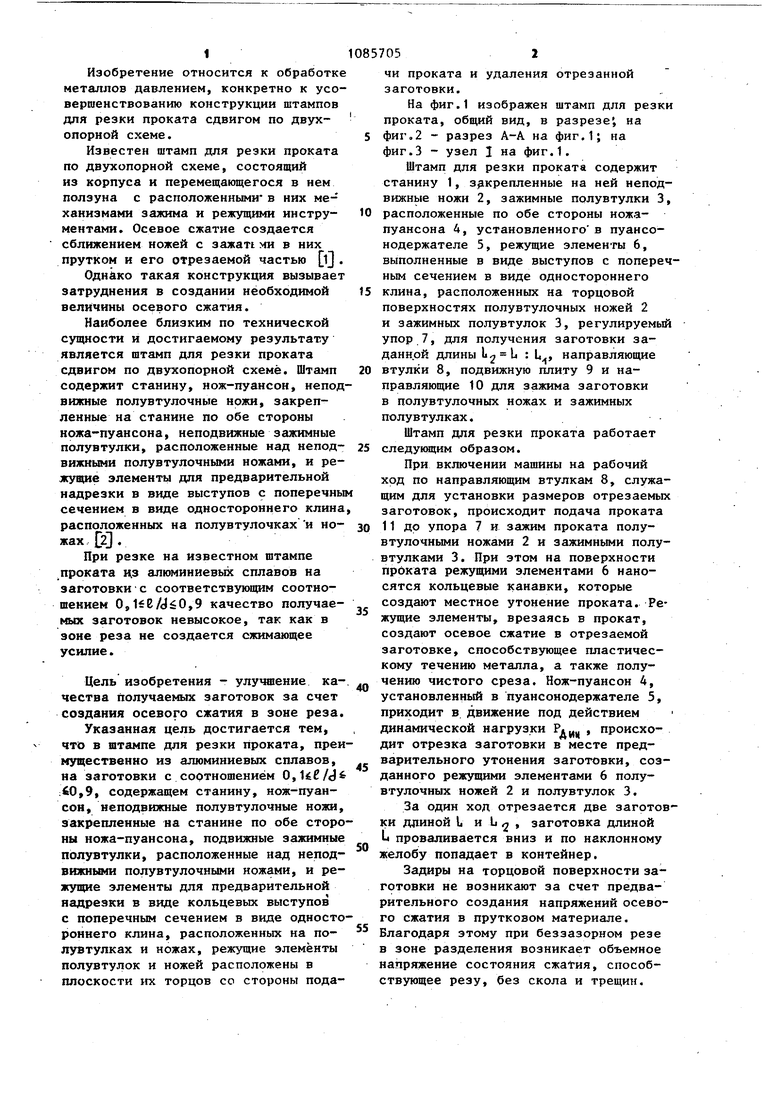
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки проката | 1983 |
|
SU1092014A1 |
| Штамп для резки проката | 1981 |
|
SU965639A1 |
| Штамп для резки проката на заготовки | 1983 |
|
SU1074668A1 |
| Штамп для резки проката | 1984 |
|
SU1234070A2 |
| Штамп для резки проката на заготовки | 1983 |
|
SU1199488A2 |
| Штамп для резки пруткового материала | 1985 |
|
SU1303290A1 |
| Штамп для резки проката | 1986 |
|
SU1349904A1 |
| Штамп для резки проката | 1986 |
|
SU1371803A1 |
| Способ разделения сортового проката | 1989 |
|
SU1731475A1 |
| Штамп для резки пруткового материала | 1983 |
|
SU1199491A1 |
ШТАМП ДЛЯ РЕЗКИ ПРОКАТА, преимущественно из алюминиевых сп вов, на заготовки с соотношением О, ),9, содержащий станину, пуансон, неподвижные полувтулочные ножи, закрепленные на станине по обе стороны ножа-пуансона, подвижные, зажимные полувтулки, расположенные над неподвижными полувтулочными ножами, и режущие элементы для пред- . варительной надрезки в виде кольцевых выступов с попе{ ечным сечением в виде одностороннего клина, расположенных на полувтулках и ножах, о тличающийся тем, что, с целые улучшения качества получаемых заготовок за счет создания осевого сжатия в зоне реза,режущие элементы полувтулок и ножей расположены в плоскости их торцов со стороны подачи проката и удаления отрезанной заготовки.
А -А
/У
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Штамп для резки пруткового материала | 1975 |
|
SU549277A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Штамп для резки проката | 1981 |
|
SU965639A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
