Изобретение относится к машиностроению, а именно к технологической оснастке для обработки деталей на металлорежущих станках, и может быть использовано в качестве подводимой опоры для повышения жесткости при обработке нежестких деталей сложной формы.
Цель изобретения - повышение точности обработки путем повышения жесткости немагнитных деталей с большой кривизной базовой поверхности.
Цель достигается тем, что на поверхности полюсной наладки выполнены направляюш,ие,в которых установлена немагнитная каретка, имеюш,ая возможность перемещения вдоль направляющих с помощью винта, к которой прикреплен немагнитный кожух, внутри которого размеш,ена ферромагнитная опора сферической формы.
Регулируя зазор между закрепляемой поверхностью и торцом каретки, устанавливают опору выше середины строки.
На чертеже показано предлагаемое устройство.
Устройство состоит из электромагнита 1, жестко закрепленного на столе фрезерного станка (крепление не показано), полюсной наладки 2, выполненной из ферромагнитного материала и имеющей направляющие, в которых размещена немагнитная каретка 3. Перемещение вдоль направляющих осуществляется при помощи винта 4. Обращенная к базовой поверхности обрабатываемой детали 5 поверхность каретки 3 выполнена наклонной. К каретке 3 жестко прикреплены немагнитный кожух 6, имеющий только боковые и нижние стенки. Внутри кожуха 6 находится опора 7, которая представляет собой сферу и выполнена из ферромагнитного материала.
Устройство работает следующим образом.
Деталь 5, представляющая собой вентиляторное колесо ГТД, устанавливают в делительном механизме (не показано), закрепляемом на столе вертикально-фрезерного станка. К фиксируемой поверхности (в случае обработки корыта таковой является спинка пера, и наоборот), вдоль направляющей, выполненной на полюсной наладке 2, с помощью винта 4 передвигается каретка 3. Затем выключается электромагнит 1, опора 7
под действием магнитного потока перемещается к полюсной наладке 2, пока не подходит к фиксируемой поверхности, т.е. к спинке лопатки. В случае, если точка касания
5 опоры 7 и Спинки пера лопатки в середине или ниже середины строчки, то каретку 3 перемещают влево до тех пор, пока точка касания опоры 7 и спинки пера лопатки не оказываются выше середины строчки. При этом вертикальная составляющая
силы резания Р,,, направленная по нормали к обрабатываемой поверхности, заклинивает опору 7 в подведенном положении, а в случае, еслл точка касания опоры и обрабатываемой поверхности в центре или ни же ширины строчки, то происходит выдавливание сферической опоры вниз). Величина вертикальной составляющей силы резания воспринимается через опору 7 жесткой кареткой 3. Устройство работает надежно только в том случае, если величина зазора между
0 закрепляемой поверхностью и плоской поповерхностью каретки меньше диаметра D подводимой опоры 8, т.е. величина хода каретки 3 равна диаметру тела качения. Если зазор Я превышает диаметр тела качения, то опора 7 примагничивается к полюсной наладке, а не устанавливается между кареткой 3 и закрепляемой поверхностью, т.е. в этом случае она не способна воспринимать усилие резания. Исходя из того, что величина зазора Н меньше диаметра тела качения опоры 7, расстояние (исходя из обеспечения наибольшей эффективности магнитного потока со стороны полюсной наладки на опору 7) должно быть равно половине диаметра опоры 7. После прохождения фрезой одной строчки происходит опускание инструмента, одновременно опускается на величину одной строчки электромагнит 1 с закрепленной на нем полюсной наладкой, в которой вмонтирована подводимая опора. При этом электромагнит отключается, и опора под действием силы тяжести падает вниз на дно кожуха 6. После опускания устройства на величину строчки вновь включается электромагнит 1,самоустанавливается опора 7 в новом положении между поверхносс тью каретки 3 и спинкой лопатки, после чего осуществляется врезание инструмента, и весь цикл повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для базирования и закрепления нежестких деталей на магнитной плите | 1982 |
|
SU1060396A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ЗАКРЕПЛЕНИЯ ТУРБИННЫХ ЛОПАТОК И СПОСОБ ИХ ФРЕЗЕРОВАНИЯ С ПОМОЩЬЮ ЭТОГО УСТРОЙСТВА | 2006 |
|
RU2325985C1 |
| Устройство для закрепления нежестких заготовок на магнитной плите | 1976 |
|
SU603556A1 |
| МАГНИТНЫЙ СЕПАРАТОР | 2000 |
|
RU2187378C2 |
| Фрезерный станок | 1986 |
|
SU1380875A2 |
| Способ обработки плоских и криволинейных поверхностей штамповой оснастки с коррекцией износа инструмента и станочных погрешностей | 2023 |
|
RU2822491C1 |
| Вентильный электропривод | 1990 |
|
SU1758788A1 |
| Способ изготовления маложестких лопаток роторов при одноопорном закреплении на станках с ЧПУ | 2018 |
|
RU2688987C1 |
| Устройство для шлифования нежестких цилиндрических деталей | 1983 |
|
SU1085773A1 |
| СПОСОБ ШЛИФОВАНИЯ ЛОПАТОК | 1989 |
|
SU1725506A1 |
УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ НЕЖЕСТКИХ ДЕТАЛЕЙ, выполненное в виде опоры, размещенной на полюсной наладке магнитной плиты, содержащее немагнитный корпус, В котором установлен крепежный ферромагнитный элемент, отличающееся тем, что, с целью повыщения точности обработки путем повыщения жесткости немагнитных деталей с большой кривизной поверхности, немагнитный корпус установлен с возможностью установочного перемещения относительно полюсной наладки, причем поверхность корпуса, взаимодействующая с ферромагнитным элементом, выполнена наклонной под углом, сужающимся в направлении полюсной наладки, а ферромагнитный элемент выполнен сферической формы.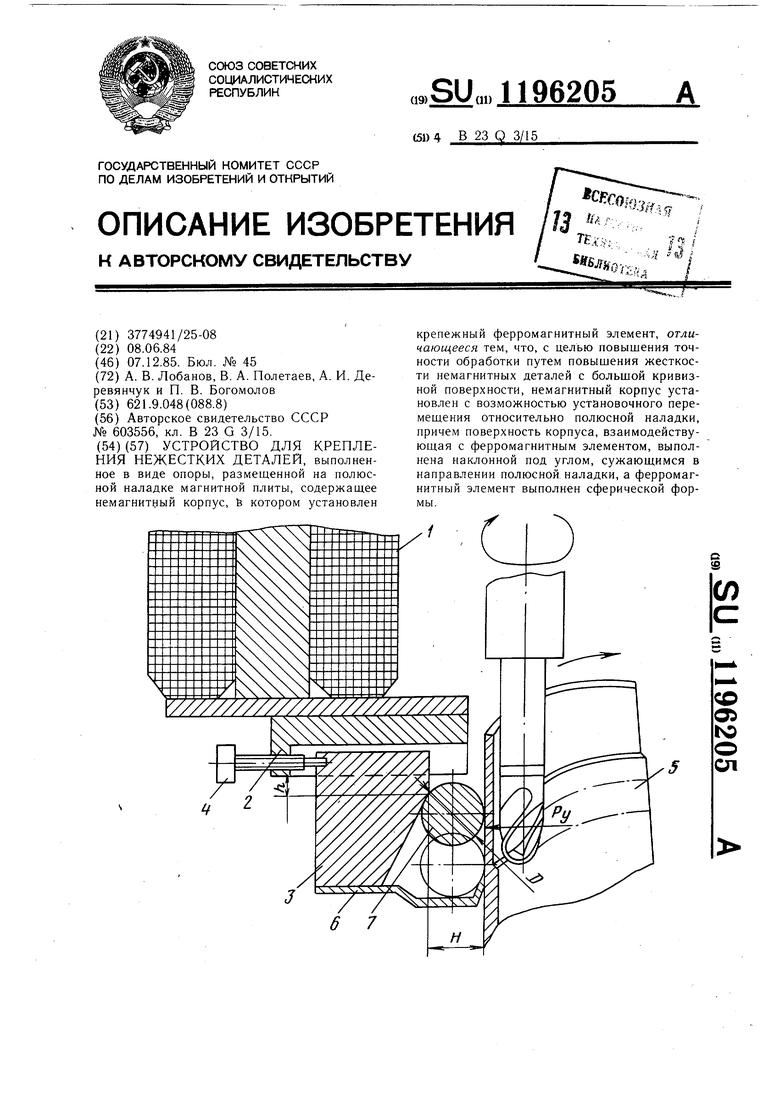
| Устройство для закрепления нежестких заготовок на магнитной плите | 1976 |
|
SU603556A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
