Изобретение относится к черной металлургии и может быть использовано при выплавке стали.
Цель изобретения - снижение расхода чугуна и повышение выхода жидкой стали путем уменьшения окисленности металла и шлака.
Сущность изобретения заключается в следующем.
Способ продувки металла в подовой печи включает подачу через сводовые фурмы основного количества окислителя струями, направленными к горизонтальной плоскости под углом 75-115° к продольной оси ванны в противоположные одна другой стороны. Одновременно с окислителем со свода печи дополнительно подают топливо по меньшей мере тремя струями, расположенными симметрично оси сводовой фурмы на расстоянии 2-20 ее диаметров, при этом
струи топлива наклонены под углом 82-98° к зеркалу металла.
На чертеже приведена схема предлагаемого способа.
Окислитель подают струями на поверхность расплава (металлошихты) посредством многбсопловой фурмы 1, топливо-струями 2 из сопл 3, расположенных на своде 4 печи на расстоянии 2-20 диаметров кислородной фурмы от ее оси 5
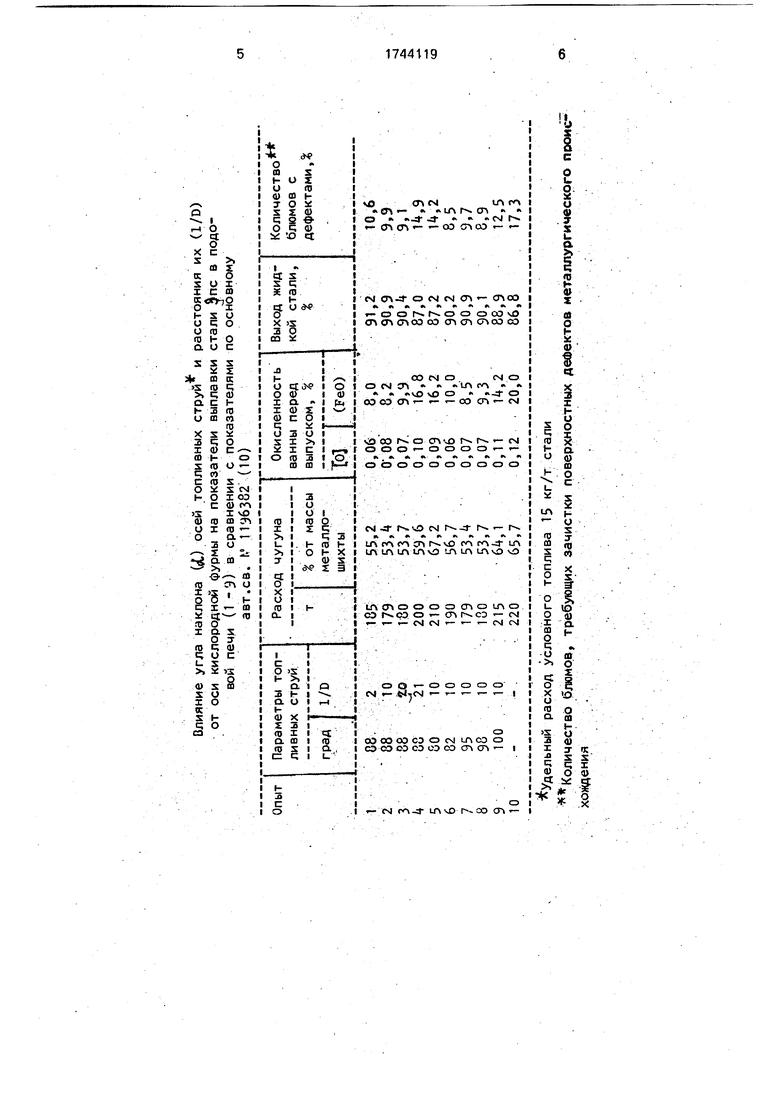
Введение топлива струями, расположенными симметрично оси сводовой фурмы- на расстоянии I, равном 2-20 ее диаметров, способствует снижению расхода чугуна на 15,9-18.6%, повышению выхода жидкой стали на 3,4-3,6% см.таблицу).
При величине I, меньшей двух диаметров D кислородной фурмы, трудно обеспечить извлечение и замену последней.
При величине I.D более 20 ухудшаются условия смещения топлива и кислорода, что
|
приводит к увеличению расхода чугуна и снижению выхода жидкой стали из-за повышения окисленности металла и шлака (см.таблицу).
При количестве струй топлива не менее трех обеспечивается эффективное смешение топлива и окислителя, что способствует снижению расхода чугуна и повышению выхода жидкой стали.
При количестве струй топлива менее трех смешение топлива и окислителя протекает только в одной плоскости с весьма низкой эффективностью. При этом существенно повышается расход чугуна и выход жидкой стали.
Обеспечение угла наклона (а) струй топлива к зеркалу металла, равного 82-98°, способствует эффективному смещению топлива и окислителя и понижению расхода чугуна, а также выхода жидкой стали
При величине а менее 88° струи топлива отклоняются от места истечения струй окислителя настолько, что происходит ухудшение эффективности смешения топлива и окислителя. Это приводит к возрастанию расхода чугуна и снижению выхода жидкой стали.
С увеличением а более 98° топливные струи сближаются в месте истечения струй окислителя настолько, что происходит аэродинамический удар с ухудшением эффективности нагрева ванны. Расход чугуна возрастает, выход жидкой стали уменьшается (см.таблицу).
В таблице приведены результаты пол- учен ных опытов.
Пример. Опыты проводили в двухван- ном сталеплавильном агрегате садкой 2x300 т при выплавке стали Зпс. Окислитель подавали посредством трех шестисопловых фурм, топливо - через сопла (трубки) со свода печи, при этом на каждую кислородную фурму приходилось 4-8 топливных трубок
Максимальную тепловую нагрузку поддерживали до момента начала интенсивного ки- пения расплава, после чего во время доводки постепенно снижали ее до 0,2-0,5
от максимальной. Перед выпуском ванну обработали восстановительным факелом в течение 15 мин,
При угле наклона топливных струй к зеркалу металла 82-98° количество чугуна в
металлозавалке удалось снизить с 220 до 179-190т(на 13,6-18,6%). При этом концентрация кислорода в металле и оксида железа в шлаке перед выпуском были снижены почти вдвое: соответственно с 0,09-0,12 до
0,05-0,07 и с 14,2-20,0 до 7,2-10,0 %. В готовой металлопродукции содержание оксидных неметаллических включений снизилось на 30-50%.
Предлагаемый способ позволяет снизить расход чугуна на 13-18% и повысить выход жидкой стали на 3,3-3,6% за счет снижения окисленности ванны.
Формула изобретения Способ продувки металла в подовой печи, включающий подачу через сводовые фурмы основного количества окислителя струями, направленными в противоположные стороны вдоль продольной оси ванны, из которого 10-15% окислителя подают в
ванну струями, направленными в горизонтальной плоскости под углом 75-115° к продольной оси ванны в противоположные одна другой стороны, отличающийся тем, что, с целью снижения расхода чугуна
и повышения выхода жидкой стали путем уменьшения окисленности металла и шлака, одновременно с окислителем со свода печи дополнительно подают топливо по меньшей мере тремя струями, расположенными симметрично оси сводовой фурмы на расстоянии 2-20 ее диаметров, при этом струи топлива наклонены под углом 82-98° к зеркалу металла.
w
Влияние угла наклона ((Ј) осей топливных струй и расстояния их (1/D) от оси кислородной фурмы на показатели выплавки стали пс в подовой печи (1 -Э) в сравнении с показателями по основному авт.св. V 11Э6382 (10)
ел
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ выплавки стали | 1990 |
|
SU1813100A3 |
| Способ выплавки стали в подовом сталеплавильном агрегате | 1990 |
|
SU1765183A1 |
| Подовая сталеплавильная печь | 1988 |
|
SU1567643A1 |
| Способ продувки расплава в подовом сталеплавильном агрегате | 1990 |
|
SU1750433A3 |
| Двухванная сталеплавильная печь | 1981 |
|
SU991118A1 |
| Способ отопления подовой печи | 1990 |
|
SU1792432A3 |
| ДВУХВАННЫЙ СТАЛЕПЛАВИЛЬНЫЙ АГРЕГАТ И СПОСОБ ВЫПЛАВКИ СТАЛИ В ДВУХВАННОМ СТАЛЕПЛАВИЛЬНОМ АГРЕГАТЕ | 1999 |
|
RU2165462C2 |
| Фурма для продувки металла | 1990 |
|
SU1759889A1 |
| Двухванная сталеплавильная печь | 1976 |
|
SU594394A1 |
| Сводовая газокислородная горелка мартеновской печи | 1990 |
|
SU1765190A1 |

Использование: в мартеновских печах и двухванных сталеплавильных агрегатах Сущность изобретения: через сводовые фурмы подают основное количество окислителя струями, направленными в противоположные стороны вдоль продольной оси ванны, 10-15% окислителя подают в ванну струями, направленными в горизонтальной плоскости под углом 75-115° к продольной оси ванны в противоположные одна другой стороны. Одновременно с окислителем со свода печи дополнительно подают топливо по меньшей мере тремя струями, расположенными симметрично оси сводовой фурмы на расстоянии 2-20 ее диаметров, при этом струи топлива наклонены под углом 82-98° к зеркалу металла. 1 ил., 1 табл С/ с
Удельный расход условного топлива 15 кг/т стали
Количество блюмов, требующих зачистки поверхностных дефектов металлургического происхождения
Ч
| СПОСОБ ПРОДУВКИ ВАННЫ МАРТЕНОВСКОЙ ПЕЧИ ГАЗООБРАЗНЫМ ОКИСЛИТЕЛЕМ | 0 |
|
SU269961A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Приспособление к индикатору для определения момента вспышки в двигателях | 1925 |
|
SU1969A1 |
| Способ продувки металла в подовой печи | 1982 |
|
SU1196382A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
