2.Устройство поп.1,о т л и ч а ющ е е с я тем, ч то ширина вые тупа равна ширине формующей полости матрицы, а высота-неболее высотыэтой полости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых изделий с отводами | 1988 |
|
SU1724405A1 |
| Устройство для раздачи трубчатых заготовок | 1987 |
|
SU1496865A1 |
| СПОСОБ ШТАМПОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, ПУАНСОН ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ СТЕРЖНЕВЫХ ДЕТАЛЕЙ И ПУАНСОН ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ ГОЛОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ | 1992 |
|
RU2034677C1 |
| Устройство для формовки полых изделий с отводами | 1985 |
|
SU1238824A1 |
| ИНСТРУМЕНТ ДЛЯ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ОСЕСИММЕТРИЧНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2087229C1 |
| Устройство для формовки полых изделий с отводами | 1987 |
|
SU1447469A2 |
| Способ изготовления полых деталей из трубчатой заготовки и устройство для его осуществления | 1989 |
|
SU1741949A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНОДНОГО БЛОКА МАГНЕТРОНА | 1993 |
|
RU2046441C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ РАВНОПРОХОДНОГО ПАТРУБКА В ТОНКОСТЕННОЙ ТРУБНОЙ ЗАГОТОВКЕ | 2004 |
|
RU2304032C2 |
| ФОРМООБРАЗУЮЩЕЕ УСТРОЙСТВО | 2001 |
|
RU2216422C2 |
1. УСТРОЙСТВО ДЛЯ РАЗДАЧИ ТРУБ, содержащее матрицу с формунмцей полостью и эластичный пуансон переменной жесткости, вьтолненный в виде металлического стержня переменного сечения и установленного на нем набора эластичных втулок, отличающееся тем, что, сцелью повышения стойкости и снижения усилия раздачи, стержень вьтолнен цилиндрическим с кольцевым выступом, ось симметрии которого расположена в плоскости, проходящей через ось симметрии формующей полости матрицы.
.1
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении элементов трубопроводных систем.
Цель изобретения - повьппение стойкости п снижение усилия формообразо.вания,.
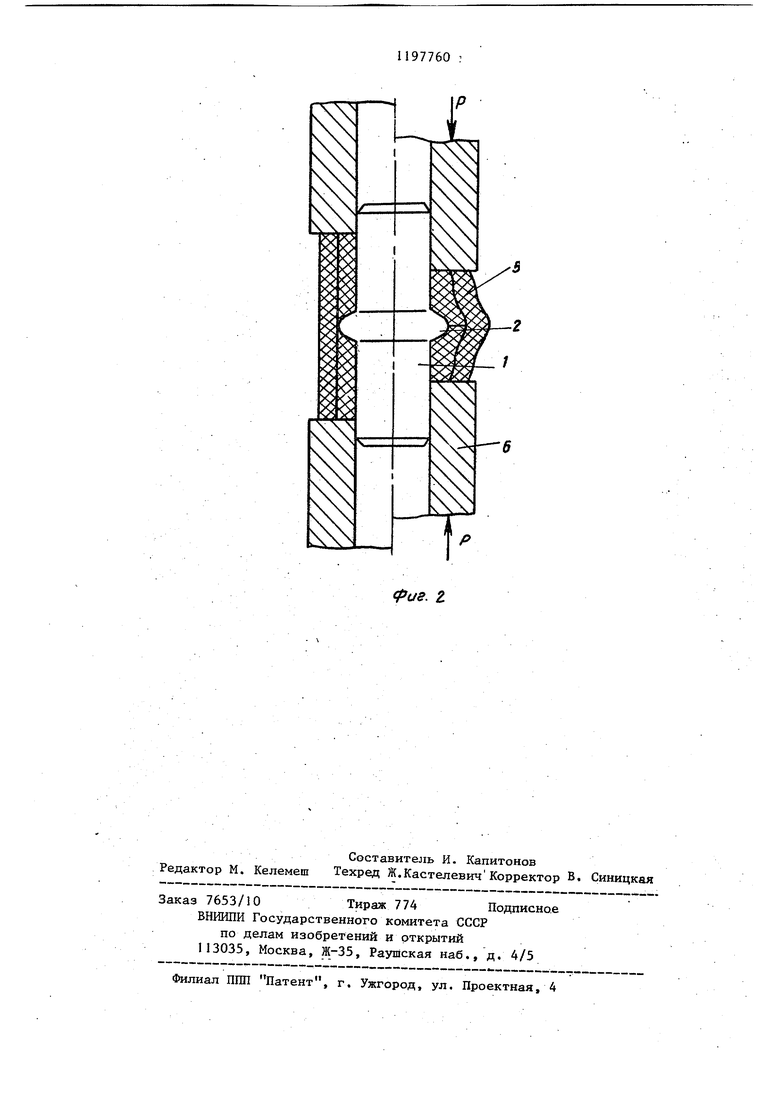
Па фиг. 1 изображено устройство в исходном и конечном состоянии; на фиг. 2 свободная деформация эластичного пуансона переменной жесткости.
На металлическом стержне 1, имеющем кольцевой выступ 2, расположенный в плоскости, проходящей через - ось симметрии формующей полости 3 матрицы 4, установлен набор эластичных втулок 5, поджатых с торцов пуансонами 6.
Устройство работает следующим образом.
Заготовка 7 надевается на эластичную втулку 5 и размещается внутри .разъемной матрицы 4. Первоначальным перемещением пуансонов 6 сжимают пластичные втулки 5, выбирая зазоры между эластичными втулками 5. и трубной заготовкой 7 и создавая первоначальное давление на заготовку. При дальнейшем перемещении пуансонов 6 происходит формовка детали с одно-. .временной осадкой заготовки 7, а также дополнительное сжатие эластичных втулок 5.
Вследствие того, что металлический стержень I имеет цилиндрическую форму с кольцевым выступом 2, ширина которого равна ширине формующей ;полости матрицы, а высота - не более
высоты формующей полости, давление эластичных втулок в зоне формуемого рифта превосходит давление в их остальной части. Создается зона максимальных давлений, наличие которой способствует более рациональному использованию усилия деформирования, а также повышению стойкости эластичных втулок. Прижим заготовки эластичными втулками к матрице вне. зоны формообразования препятствует потере устойчивости заготовки.
При свободном деформировании эластичный пуансон переменной жесткости
(фиг. 2) за счет использования стержня с выступом, подобным по форме штампуемому рифту, имеет наружную поверхность, также подобную формуемому рифту. Поэтому при деформироваНИИ эластичного пуансона переменной жесткости совместно с заготовкой усилие, затраченное на деформирование собственно пуансона, будет намного меньше усилия, потребного на формообразование детали. Кроме того, в этом случае снижается перепад давления эластичного наполнителя по высоте формуемого рифта, что также способствует снижению давления в основной части пуансона.
Использование изобретения позволяет повысить стойкость эластичных втулок и снизить потребное для формообразования высоких поперечных риф.тов усилие за счет уменьшения усилия, необходимого для деформирования собственно эластичных втулок и создания зоны максимальных давлений эластичного пуансона на заготовку.
ffus. Z
| Эластичный пуансон для получения рельефа на концах труб | 1975 |
|
SU513766A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
