У/7///// /М
00 О) ел
3U
Изобретение относится к обработке „металлов давлением, в частности к раздаче эластичной средой, и может быть использовано в различных отраслях машиностроения при изготовлении полых деталей из трубчатых заготовок.
Цель изобретения - упрощение кон- струкции и повышение ее надежности.
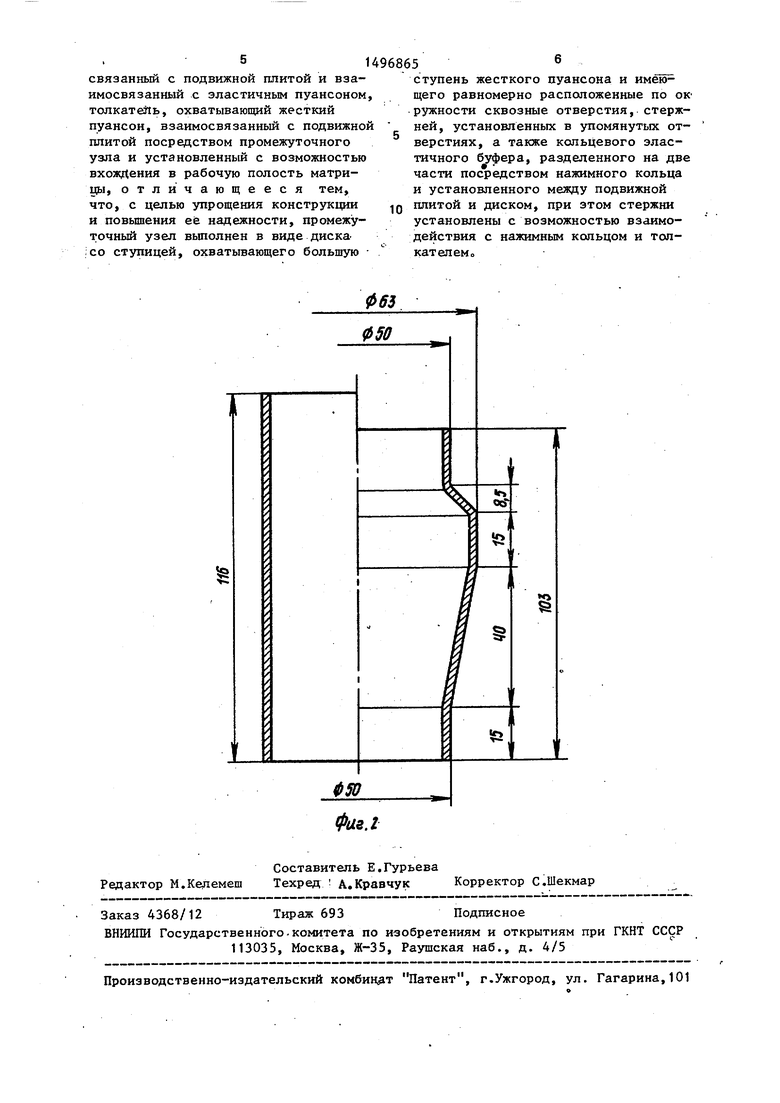
На фиг.1 изображено предлагаемое устройство, исходное (слева) и рабочее: (справа) положения;на фиго2 - пример формуемой детали
Устройство состоит из нажимной верхней плиты 1 штампа, на которой закреплен жесткий пуансон 2, ;взаимодействующий по торцу с эластичным пуансоном 3. К верхней плите 1 штам- па одним из торцов прикреплен коль- цевой буфер 4, другой торец которого овзаимодействует с одной из разъемной матрицы.5« Кольцевой буфер разделен нажимным кольцом 6 на две части и установлен на диске 7 со ступицей, а нажимное кольцо 6 вза имодейс твует посредством равномер- но расположенных по окрзгасности в сквозных отверстиях диска 7 стерж- ней 8 с толкателем 9.
Устройство работает следуюш;им об.разом.
После .размещения, заготовки 10 и смыкйния полуматриц 5 при дальнейшем перемещении верхней плиты штампа t.эластичньй пуансон 3 сжимается под действием жесткого пуансона 2, развивая давление, потреб кое для формообразования заготовки 10, Одновременно при перемещении верхней плиты штампа 1 буфер 4 мается, перемещая нажимное кольцо 6 и толкатель 9 через стержни 8 на величину ДЪ,определяемую высотой частей буфера 1. и Ig, а также перемещение жесткого пуансона йН
Л L U.H t 1 1
(1)
что обеспечивает гарантированное
перемещение торца заготовки также на величину ДЬ. При этом одновременно буфер 4 используется для
. предотвращения раскрытия стыка полматриц 5 Последнее определяет то,
что его жесткость намного превосходит жесткость заготовки в осевом направлении, т.е. соотношение (1) является точным.
Пример. Формуют переходник из трубной заготовки 0 50x1,0 из нержавеющей стали 12Х18Н10Т с геометрическими размерами, указанными на-фиг.2. .
Перемещение торца заготовки Lj обеспечивающее получение переходника с минимальной разнотолщинностью, определяется из условия равенства площадей срединных боковых поверх- ностей заготовки и детали:
L AgrI 2u Ubfi r SABT
D«
Агг 13 мм.
где DO - диаметр срединной поверх
ности заготовки; Ьдег - высота детали.
Перемещение торца-эластичного пуансонадН, обеспечивающее его потфебное давление в ходе деформирования на внутреннюю поверхность заготйвки найдем из условия равенства, объема части эластичного пуансона, перемещаемой с торца, объему формуемой полости детали 4V,считая в первом приближении материал эластичного пуансона несжимаемьм:
« (мм)
где D, - внутренний диаметр заготовки
Из приведенных расчетов видно, что перемещение торца заготовки в ходе деформирования должно отставать от перемещения торца эластичного пуансона так, чтобы к концу процесса они соответствовали величинам 13 и 24 мм.
Согласно изобретению обеспечение заданного по отношению к перемещению торца эластичного пуансона и Н перемещение торца заготовки а L определяется выбором высот 1 и 1- частей буфера так, чтобы
ЛН
ЛЬ
1 0,84.
Формула изобретения
Устройство для трубчатьгх заготовок, содержащее неподвижную разъемную матрицу с рабочей полостью, жесткий ступенчатый пуансон.
связанный с подвижной плитой и взаимосвязанный с эластичным пуансоном, толкатель, охватывающий жесткий пуансон, взаимосвязанный с подвижной плитой посредством промежуточного узла и установленный с возможностью вхождения в рабочую полость матрицы, отличающееся тем, что, с целью упрощения конструкции и повышения ее надежности, промежуточный узел выполнен в виде диска- ;со ступицей, охватьгаающего большую
ступень жесткого пуансона и щего равномерно расположенные по ою ружности сквозные отверстия, стержней, установленных в упомянутых отверстиях, а также кольцевого эластичного буфера, разделенного на две части посредством нажимного кольца и установленного между подвижной плитой и диском, при этом стержни установлены с возможностью взаимодействия с нажимным кольцом и толкателем
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ФОРМООБРАЗОВАНИЯ СИЛЬФОНОВ | 2007 |
|
RU2354481C1 |
| Способ изготовления полых изделий с отводами | 1988 |
|
SU1724405A1 |
| Штамп совмещенного действия для изготовления полых деталей из листовых заготовок | 1983 |
|
SU1131576A1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЯ С ОСЕСИММЕТРИЧНЫМ ФЛАНЦЕМ ИЗ ТРУБНОЙ ЗАГОТОВКИ | 2014 |
|
RU2572686C1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| Гибочный штамп | 1981 |
|
SU958009A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2047405C1 |
| Устройство для раздачи труб | 1984 |
|
SU1197760A1 |
| УСТРОЙСТВО ДЛЯ ОТБОРТОВКИ И ФОРМОВКИ ТОНКОСТЕННОЙ КОНИЧЕСКОЙ ЗАГОТОВКИ | 2014 |
|
RU2580269C1 |
| Устройство для формовки полых изделий с отводами | 1985 |
|
SU1238824A1 |
Изобретение относится к обработке металлов давлением ,в частности, к раздаче эластичной средой, и может быть использовано в различных отраслях машиностроения при изготовлении полых деталей из трубчатых заготовок. Цель изобретения - упрощение конструкции и повышение ее надежности. Эластичный пуансон 3 сжимается под действием жесткого пуансона 2. Развивается давление, потребное для формообразования заготовки 10. Одновременно сжимается буфер 4. Нажимное кольцо 6 и толкатель 9 перемещаются посредством стержней 8 на величину Δ L. Величина Δ L определяется высотой частей буфера L1 и L2, а также перемещением жесткого пуансона Δ Н. Это обеспечивает гарантированное перемещение торца заготовки также на величину Δ L. При этом одновременно буфер 4 используется для предотвращения раскрытия стыка полуматриц 5. 2 ил.
| Богоявленский К.Н., Камнев П.В | |||
| Изготовление деталей пластическим деформированием | |||
| Л.: Машиностроение, 1975, с.333, рис.6.1 |
