Изобретение относится к машиностроению, касается способов изготовления свинчиваемых деталей и может быть использовано при изготовлении корпусных деталей погружного электронасоса.
Цель изобретения - обеспеченияе взаимозаменяемости деталей и упрощение процесса их изготовления.
На фиг. 1 изображена конструктивная схема погружного электронасоса, имеющего свинчиваемые корпусные детали; на фиг. 2 - калибр в сборе; на фиг. 3- фрагмент сборки корпусной детали с ответной частью калибра.
Диафрагменный погружной электронасос содержит электродвигатель 1 с выводными концами 2 обмотки статора. Корпус 3 насоса имеет паз 4 для укладки концов 2. В головке 5 установлен токоввод 6, соединяемый при сборке с концами 2 разъемом 7. Головка 5 соединяется с корпусом 3 резьбовым соединением 8. После свинчивания корпуса 3 и головки 5 до упора в
торец 9 токоввод 6 совмещается с пазом 4 для его соединения с концами 2, при этом между торцами 10 и 11 выдерживается заданное расстояние для сжатия диафрагмы 12.
Для разметки расположения токоввода 6 в головке 5 и паза 4 в корпусе 3 служит составной калибр, состоящий из двух ответных частей 13 и 14, резьбовое соединение 15 которых выполнено с размерами резьбового соединения 8. После свинчивания частей 13 и 14 калибра до упора в торец 16 на их поверхности наносят специальные совмещенные метки 17.
Способ осуществляют i следующим образом.
После нанесения совмещенных меток 17 на части 13 и 14 калибра его разбирают, а разметку совмещаемых элементов - токоввода 6 и паза 4 на свинчиваемых деталях - головке 5 и корпусе 3 производят после свинчивания их с ответной частью 13 или 14 составного калибра по нанесенной на ней метке 17.
17/7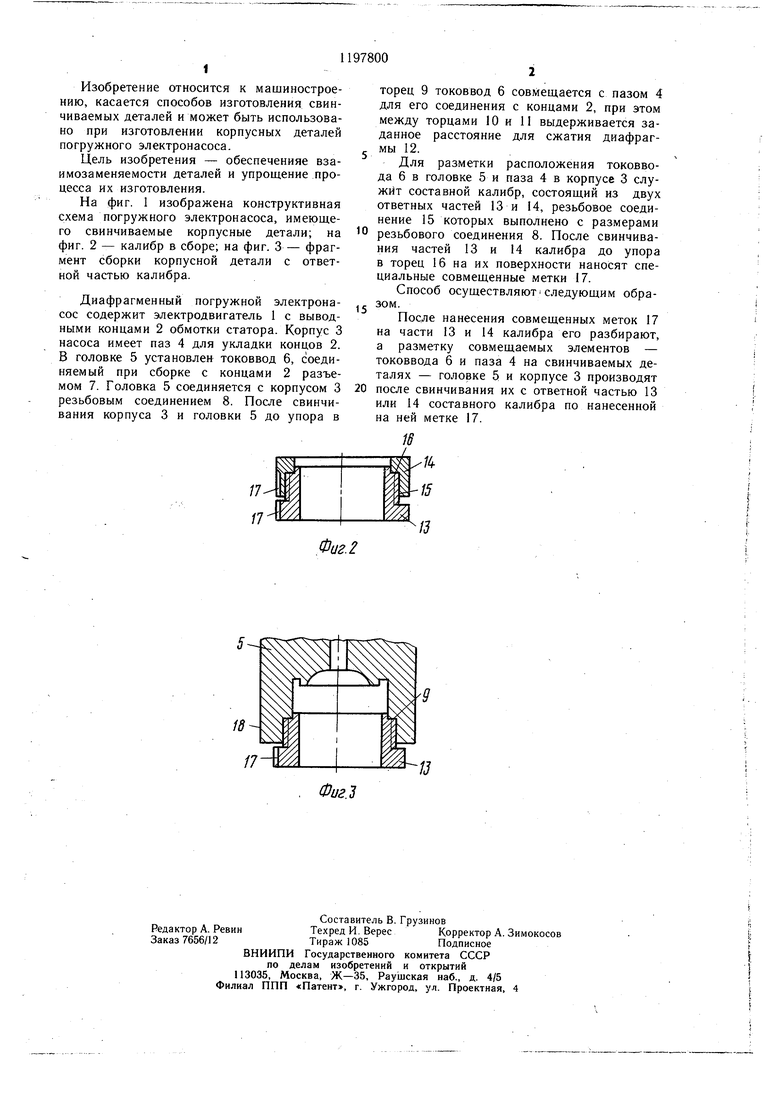
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ БУРОВОГО ШАРОШЕЧНОГО ДОЛОТА КОРПУСНОГО ТИПА | 2017 |
|
RU2672702C2 |
| БУРОВОЕ ШАРОШЕЧНОЕ ДОЛОТО КОРПУСНОГО ТИПА | 2009 |
|
RU2433243C2 |
| СПОСОБ СБОРКИ КОНИЧЕСКИХ БЕЗУПОРНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ТРУБ НЕФТЯНОГО СОРТАМЕНТА | 1992 |
|
RU2050497C1 |
| Способ визуального контроля свинчивания нефтепромысловых труб. | 2017 |
|
RU2668582C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РЕЗЬБОВЫХ ЭЛЕМЕНТОВ НЕФТЕПРОМЫСЛОВЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2092291C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РЕЗЬБОВЫХ ЭЛЕМЕНТОВ НЕФТЕПРОМЫСЛОВЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2270744C2 |
| Способ визуального контроля свинчивания муфтового соединения нефтегазопромысловых труб | 2018 |
|
RU2687718C1 |
| Резьбовое соединение | 1985 |
|
SU1307113A1 |
| Способ изготовления детали голова моторная и деталь, изготовленная данным способом | 2018 |
|
RU2678201C1 |
| ПОГРУЖНАЯ МНОГОСЕКЦИОННАЯ НАСОСНАЯ УСТАНОВКА | 2006 |
|
RU2310772C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ СВИНЧИВАЕМЫХ ДЕТАЛЕЙ, например корпусных деталей погружного электрона5-; ВСЕСОНУЗ«.Я 13 И4 ,..--..1 гикт йАТШЯ coca, включающий нарезание резьбы на каждой из свинчиваемых деталей, а также последуюш.ую разметку их по свинчиваемому с каждой из деталей калибру для выполнения на деталях элементов, совмещаемых после сборки, отличающийся тем, что, с целью обеспечения взаимозаменяемости деталей и упрощения процесса их изготовления, предварительно ,жаносят совмещенные метки на каждую часть выполненного составным калибра, в его собранном состоянии, после чего калибр разбирают, а разметку совмещаемых элементов на деталях проводят после свинчивания их с ответной частью составного калибра по нанесенной на ней метке. СЛ со 00
| Беспалов Б | |||
| Л., Глейзер-Л | |||
| Л | |||
| и др | |||
| Технология машиностроения (специальная часть) | |||
| М.: Машиностроение, 1973, с | |||
| ПОРШНЕВОЙ ДВИГАТЕЛЬ | 1916 |
|
SU282A1 |
| Паровозный золотник (байпас) | 1921 |
|
SU153A1 |
