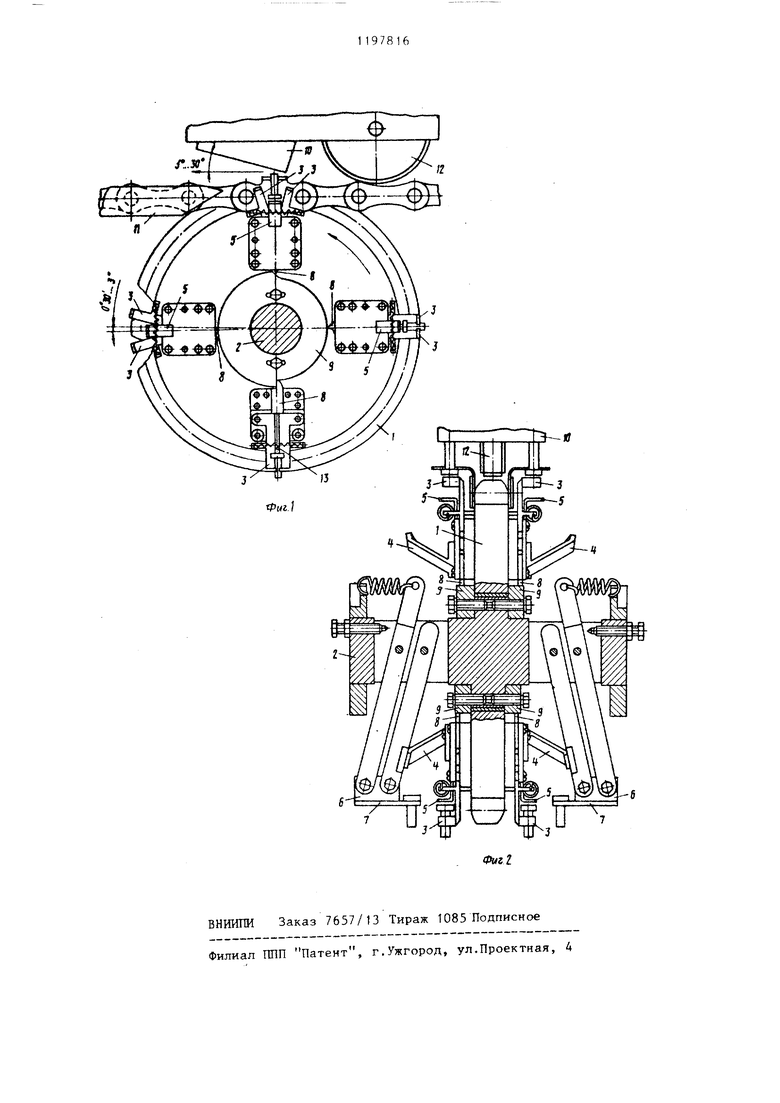
Изобретение относится к механосборочному производству, преимущественно к сборке цепных транспортеров клепкой, при которой автоматизирован процесс установки заклепки в отверстия цепи, например, цепочнопластинчатого транспортера. Цель изобретения - повышение производительности устройства за счет ускорения перемещения звеньев цепи и повышения точности, синхронизации подачи заклепок иперемещения цепи собираемого транспортера. Иа фиг. 1 изобра 5 ено предлагаемое устройство, вид сбоку; на фиг. 2 то же, поперечный разрез. Устройство содержит звездочку 1, находящуюся в зацеплении с цепью со бираемого транспортера и установлен ную на неподвижной оси 2. На торце звездочки 1 размещены подпружиненные поворотные губки 3. Губки 3 вып нены из немагнитного материала, а ось их симметрии составляет с осью соответствующего им зуба угол 0°30 -3° в сторону направлепия вращ ния и проходит через центр звездочки 1. Кроме того, на торце звездочки 1 закреплены сегментные кулачки 4 с рабочей поверхностью в виде косого геликоида и немагнитные плос кие упоры 5, ограничивающие перемещ ние заклепок к центру звездочки, ра бочие поверхности которых перпендикулярны радиусам последней. Устройство также содержит механизм 6 подачи заклепок, выпoлнeн HJIй в виде шарнирных четырехзвенников, на которых расположены питатели 7, толкатели 8, воздействугацие на пово ротные губки 3 и контактирующие с кулачками 9, неподвижно закрепленными на оси 2, магнит 10, размещенный над звездочкой 1, плоскость которого наклонена под углом 5-30° к направлению перемещения цепи собира мого транспортера, съемники 11, раз мещенные по оси подачи цепи для предотвращения выпада1шя вставленны заклепок из отверстий цепи, ролик 12, прижимающий Цепь к звездочке 1, которому может быть сообщена вибрация в направлении, перпендикулярном оси цепи собираемого транспортера, а также фиксаторы 13 среднего положения губок. Устройство работает следующим об разом. 6 Устройство устанавливают на станке для сборки цепных транспортеров клепкой. Технологический процесс сборки состоит из трех основных операций: установки заклепок в отверстия цепи, установки планок на вставленные заклепки и клепки. Цепь из кассеты перемещается к прессу и на своем пути она проходит через устройство, где в нее вставляют заклепки, а затем - в направляющие, где на вставленные заклепки устанавливают планки, после чего прессом ос тцествляют клепку собранного транспортера. При прохождении цепи через устройство происходит следующее. Цепь собираемого транспортера перемещается и вратает звездочку 1. Установленные на торце звездочки 1 сегментные кулачки 4 отводят в стороны механизмы 6 подачи заклепок, воздействуя своей рабочей поверхностью на подвижные звенья шарнириьгх четырехзвенников. Отвод питателей 7 происходит равномерно, что особенно важно при псзышении скорости сборки транспортера. При этом равномерность достигается формой рабочих поверхностей сегментных кулачков 4, выполненных в виде косого геликоида. Плоскость питателя 7 перемещается параллельно оси звездочки 1, / . горизонтально к магазину загрузочного устройства (показан), в котором находятся заклепки. Заклепки сориентированы головкой вверх и их продольная ось вертикальна. Горизонтальное перемещен1{е питателя 7 достигается тем, что он размещен на подвижном звене щарнирного четырехзвенника, противоположные стороны которого равны. При максимальном отклонении меанизмов 6 подачи заклепок, заклепи под действием собственного веса з магазина загрузочного устройства перемеа1;аются в пазы питателей 7 (по одной в каждый питатель), К этому времени подпружиненные губки 3 оказываются в пситожеяии, когда их ось симметрии вертикальна, а кулачки 9 посредством толкателей 8 обеспечивают губкам 3 разжатое состояние. Далее происходит последовательное движение питатели 7, резко
освобождаясь от действия сегментных кулачков 4, подают заклепки в пространство между разжатыми губками 3 к звездочке 1 так, что оси симметрии губок и оси заклепок совпадают. Затем кулачки 9 резко освобождают толкатели 8, в результате чего подпружиненные губки 3 зажимают заклепки по стержню, а фиксаторы 13 сориентируют их оси.
Вращением звездочки 1 зажатые заклепки вьшодятся из пазов питателей 7 и перемещаются по окружности, меняя при этом ориентацию так, что их продольные оси стремятся занять вертикальное положение, но в отличие от первоначального положения, головками вниз.
Подпружиненные губки 3 размещены на звездочке 1 так, что их оси симметрии составляют с осями соответствующих им зубьев угол в сторону направления вращения и .-проходят через центр звездочки. Таким расположением губок 3 достигается компенсация зазоров в зацеплении цепи собираемого -транспортера со звездочкой 1 устройства, а оси заклепок в вертикальном положении совпадают- с осями отверстий цепи собираемого транспортера.
Приближаясь к вертикальному положнию, заклепки оказываются сориентированным - против отверстий в цепи и.постоянно входят в них. При этом возможны небольшие смещения заклепок и отверстий, а также наличие заусенцев, в результате чего заклепки оказываются под действием сил, направленных вдоль их .
Если усилия зажима губок 3 не уравновешивают эти осевые силы, то заклепки при незначительном перемещении соприкасаются с неподвижными плоскими упорами 5 и приобретают достаточную жесткость. С другой стороны, возникающие силы стремятся приподнять цепь собираемого транспортера над звездочкой и нарушить зацепление. Этому препятствует прижимной ролик 12. Если же для преодоления указанных сил перечисленных устройств окажется недостаточно, то ролику 12 сообщают вибрацию в направлении, перпендикулярном оси цепи, в результате которого сама цепь получает вибрацию вдоль своей оси, а концы заклепок свободно, входят в отверстия.
В вертикальном положении оси заклепок и отверстий совпадают, при этом подпружиненные губки 3 под действием толкателей 8 и кулачков 9 разжимаются и освобождают заклепки, а магнит 10 притягивает освобожденные заклепки. Для исключения зависания заклепок на плоских упорах 5 или подпружиненных губках 3 их
S делают из немагнитного материала.
Для-того, чтобы заклепка вставлялась под действием магнита 10 на всю длину, последний обладает сильным магнитным полем, вследствие чего возникает опасность протягива0ния массивной цепи вместе с заклепками. Чтобы не допустить этого, магнит 10 наклоняют под углом З-ЗО к направлению перемещения цепи собираемого транспортера, создавая тем самым слабое, но концентрированное поле, которое притягивает к магниту заклепки на часть их длины. При дальнейшем перемещении цепи она увлекает заклепки и они, скользя по плоскости магнита 10, окончательно входят в отверстия цепи.
Под магнитом 10 по оси цепи установлены съемники 11, поэтому когда заклепки освобождаются от действия магнита 10, они попадают на съемники 11 и не вьшадают из отверстий. В это время губки 3 перемещаются за следующими заклепкам:-.
Собранная цепь транспортера скользит по направляющим к прессу, а в это время на вставленные заклепки устанавливают планки.
В зависимости от конструкции транспортера губки 3 размещаются на одном или обоих торцах звездочки и в необходимом количестве.
Предлагаемое устройство повьщгает производительность сборки цепочнопластинчатых транспортеров и автоматизирует установку заклепок в отверстия цепи собираемого транспортера.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки изделий типа цепи | 1978 |
|
SU718209A1 |
| Устройство для установки пустотелых заклепок | 1985 |
|
SU1333468A1 |
| Стенд для сборки и клепки | 1981 |
|
SU988519A1 |
| Станок для сборки деталей и клепки | 1974 |
|
SU519266A1 |
| Полуавтомат для клепки тормозных колодок | 1981 |
|
SU1165526A1 |
| Полуавтомат для сборки-клепки тормозных колодок с накладками | 1981 |
|
SU1050806A1 |
| Клепальный станок | 1975 |
|
SU526432A1 |
| Ручной механизированный инструмент для установки заклепок | 1974 |
|
SU604673A1 |
| Станок для сборки деталей и клепки | 1976 |
|
SU576153A1 |
| Устройство для сборки изделий типа цепи скребкового транспортера | 1984 |
|
SU1227398A1 |
1. УСТРОЙСТВО ДЛЯ УСТАНОВКИ ЗАКЛЕПОК ПРИ СБОРКЕ ЦЕПНЫХ ТРАНСПОРТЕРОВ, содержащее вертикально установленную на неподвижной оси приводную посредством цепи собираемого транспортера звездочку, закрепленный на этой оси кулачок, установленные на торце звездочки подпружиненные поворотные губки и сочлененный с губками и кулачком подпружиненный толкатель, а также съемники заклепок и закрепленный над звездочкой и цепью магнит для удержания заклепок, отличающееся тем, что, с целью повьшения производительности, оно снабжено закрепленным на неподвижной оси механизмом подачи заклепок, выполненным в виде подпружиненного шарнирного четырехзвенника с установленным на нем питателем, сегментными кулачками. которые закреплены на торце звездочки с возможностью взаимодействия с подвижным звеном шарнирного четырехзвенника механизма подачи заклепок, а также установленными на торце звездочки выполненными из немагнитного материала плоскими упорами для заклепок, причем упоры расположены по оси симметрии поворотных губок, а их рабочие поверхности обращены к периферии звездочки и перпендикулярны радиусам последней. 2.Устройство по П.1, отличающееся тем, что рабочие поверхности сегментных кулачков выi полнены по форме косого геликоида. 3.Устройство по П.1, отли(Л чающее ся тем, что плоские упоры для заклепок выполнены из немагнитного материала. 4.Устройство по П.1, отличающееся тем, что ось симметрии каждой пары поворотных губок со проходит через центр звездочки и расположена под углом от О 30 до 3 к оси соответствующего зуба, 00 причем наклон оси симметрии совпадает с направлением вращения звездоча ки. 5.Устройство по П.1, отличающееся тем, что плоскость магнита расположена под углом от 5 до 30 к касательной звездочки.
| Устройство для сборки изделий типа цепи | 1978 |
|
SU718209A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
