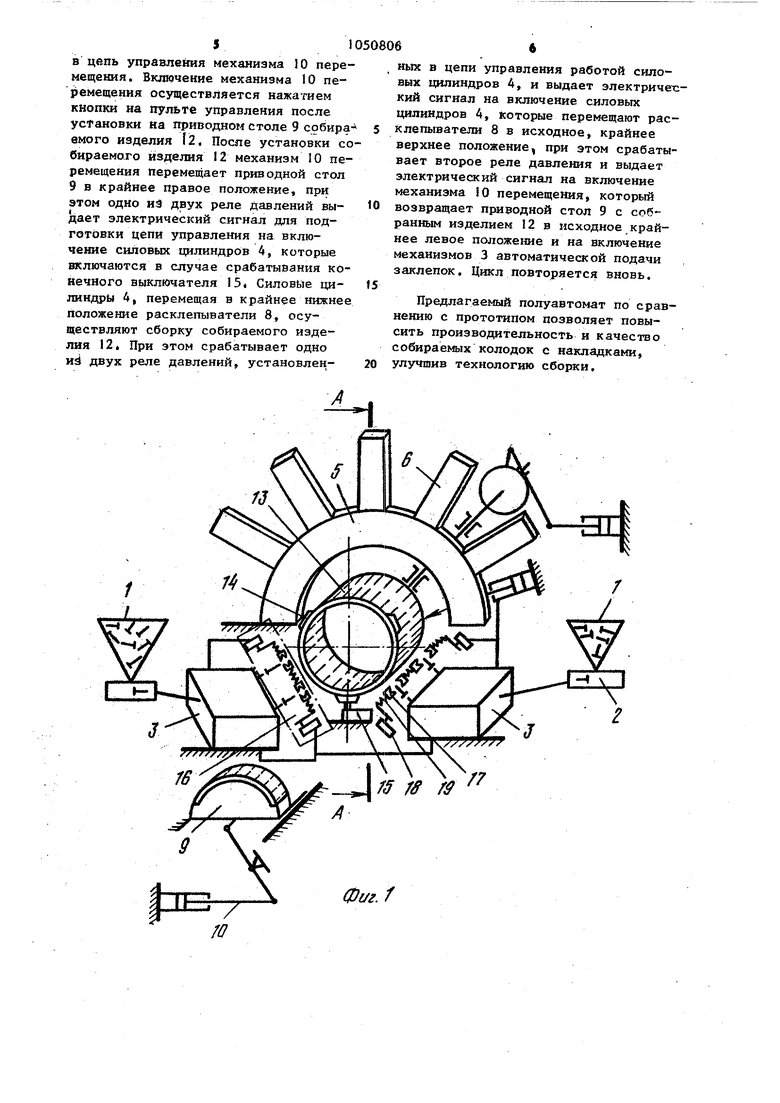
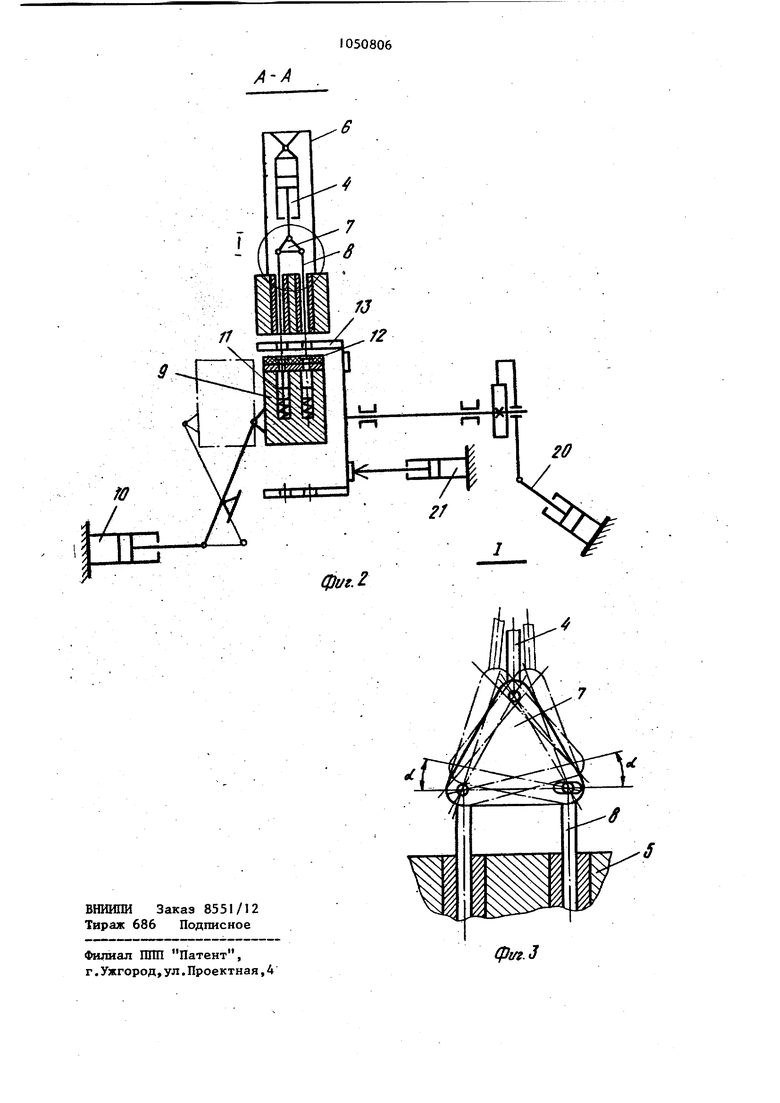
Изобретение относится к клепально-оборочным работам, в частности к клепальному оборудованию для сбор ки тормозных накладок в автомобилестроении, Известен полуавтомат для клепки тормозных накладок, содержащий установленные под углом одна к другой на кронштейне корпуса,силовые клепальные головки и подпружиненные упоры головок заклепок С 1 J. Также известен полуавтомат дпя клепки тормозных накладок, содержащий смонтированные в корпусе механизмы подачи заклепок, ориентации и клепки с клепальными головками в виде силовых цилиндров с расклепывателями, установленных под углом один к другому ПС линии клепки на кронштейне, закрепленном в корпусе, а также приводной стол для установк и ориентации собираемых колодок С2 J Однако известные полуавтоматы не обеспечивают одновременную подач всех заклепок в зону клагки, что не позволяет повысить производительнос и качество сборки. Цель изобретения - повьппение качества сборки и производительности. Поставленная цель достигается тем, что полуавтомат, содержащий смонтированные в корпусе механизмы подачи заклепок, ориентации и клепки с клепальными головками в виде силовых цилиндров с расклепывателям установленных под углом один к другому по линии клепки на кронштейне, закрепленном в корпусе, приводной стол для установки и ориентации собираемых колодок, выключатель механизмов клепки и подачи заклепок, а также систему управления, снабжен накопителем заклепск в виде многопозиционного поворотного барабана, выполненного с упорами на наружной поверхности, связанного посредством упомянутых упоров с выключателем механизмов клепки и подачи заклепок и установленного между приводным ст лом и механизмами клепки, а также механизмом контроля установки закле пок в барабан, расположенным между механизмом подачи заклепок и накопи телем. Кроме того, кронштейн выполнен с радиально установленными на нем (ПОЛЫМИ стойками, в каждой из которы установлена клепальная головка, посредством серьги шарнирно связанная со своими расклепывателями. Механизм контроля установки заклепок в многопозиционный барабан выполнен в виде пар подпружиненных губок, одна из которых в каждой паре связана посредством конечного выключателя с системой управления. Отверстие в серьге под конец одного из расклепыват ей вьтолнено овальным. Приводной стол для установки и ориентации собираемых колодок снабжен подпружиненными ориентирами-расклепывателями, установленными в пазах стола соосно расклепывателям. На фиг. 1 изображен полуавтомат, общий вид; на фиг. 2 - разрез А-А на фиг. 1} на фиг. 3 - узел | на фиг. 2, Полуавтомат состоит из установленных на станине бункеров 1 для загрузки в них заклепок, механизмов 2 ориентации заклепок, установленных вслед за бункерами 1, механизмов 3 автоматической подачи заклепок, а также механизма клепки с клепальными головками в виде силовыхцилиндров 4, установленных под углом один к другому по линии клепки на кронштейне 5, смонтированном в корпусе 1 . Кронштейн 5 вьшолнен с радиально установленными на нем полыми стойками 6, в каждой из которых шарнирно установлена клепальная головка. Шток каждого силового цилиндра 4 связан шарнирно посредством серьги 7 с двумя расклепывателями 8, установленными в полых стойках 6. Один из расклепывателей 8 клепальной головки установлен в шжверстии рерьги 7, выполненном овальным, с возможностью перемещения в плоскости, перпендикулярной- к оси клепки. Для установки и ориентации собираемых колодок на станине I смонтирован водной стол 9 с механизмом 10 перемещения в виде силового гидроцилиндра. На наружной поверхности стола 9 выполнены пазы, в которых установлены соосно расклепывателям 8 подпружиненные ориентиры-расклепыватехон 11 для расклепывания собираемого пакета 12. Между приводным столом 9 и механизмом клепки на станине бункеров 1 установлен накопитель заклепок в виде многопозиционного поворотного барабана 13. Причем на йаружной поверхности барабана 13 вьтолнены упоры 14, через которые .барабан 13 связан с выключателем 15 м ханизмов клепки и автоматической подачи заклепок 3. Между механизмом 3 автоматической подачи заклепок и барабаном 13 установлен на станине 1 механизм 16 контроля ус:тановки заклепок в барабан.. 13. Механиём 16 контроля установки заклепок выполненв виде пар подпружиненных губок 17, одна из которых в каждой паре связана посредством.конечного выключателя 18 с СУ, а другая ювязана с выключателем 18 посредством переключателя-толкателя 19. Конечный выключатель 18 связан с включением механизмов подачи и накопителя заклепок. Механизм поворота барабана 13 выполнен в виде храпового устройства 20. Поворотный барабан 13 имеет фиксатор 21 положения, полуавтомат работает следующим образо Заклепки из бункеров 1 через меканизмы 2 ориентации заклепок непрерывно поступают к двум механизмам 3 автоматической подачи заклепок, работающим независимо один дт другого Каддая заклепка заряжается в многопозиционный барабан 13, проходит из механизма 3 автоматической подачи заклепок через механизм 16 активного контроля. При этом головка заклепки, проходя через подпружиненные губки 17, раздвигает их и посредство толкатели 19. воздействует на конечный выключатель 18, который в свою очередь выключит именно ту половину механизма 3 автоматической подачи ;заклепок, которая бьша непосредственно связана с заряжаемой заклепкой и подготовит дальнейшую электрическую цепь управления работой полуавтомата. Если заклепка не поступила из механизма 2 ориентации заклепок в механизм 3 автоматической -подачи заклепок, то от конечного выклю чателя 18 не поступает электрического сигнала о включении последнего и посре ством одного из двух реле давлений, вкл :4eHiftix в цепь управления механизмом 3 автоматической подачи заклепок, про исходит включение его на повторный цикл подачи заклепок до тех пор, по ка не поступит из механизма 2 ориентации заклепок в механизм 3 автоматической подачи заклепок заклепка и при своем прохождении через под пружиненные губки 17 механизма 16 активного контроля не заставит сработать конечный выключатель 18. Точно так же работают и все остальные половины механизмов 3 ав т ома; ти ческой подачи заклепок, причем независимо друг от друга. При срабатывании seek конечных выключателей 18 система управления полуавтоматом выключит механизм фиксации с фиксатором 21, который перемещается в крайнее правое положение. При этом срабатывает одно из двух реле давления, включенных в цепь управления работой механизма фиксации с фиксатором 21, и выдает электрический сигнал на включение механизма поворота с. храповым устройством 20. Происходит поворот многопозиционного барабана 13на n/Z (где п - число Ь1еханизмов 3 автоматической подачи заклепок) При перемещении механизма поворота с храповым устройством 20 в крайнее правое положение срабатывает одно из двух реле давления, включенных в цепь управления механизмов поворота с храповым устройством 20, и В1адает электрический сигнал на включение механизма фиксахщи с фиксатором 21, который в свою очередь, перемещаясь в исходное крайнее левое положение, фиксирует многопозиционный барабан 13. При этом срабатывает другое реле давления, включенное в цепь управлеш1я механизмом фиксации с фик сатором 21, которое вьщает электрикческий сигнал на выключение механизмов 3 автоматической подачи заклепок и на возврат в исходное крайнее левое положение механизма поворота с храповым устройством 20. Происходит очередной цикл зарядки заклепок в многопозиционный барабан 13. В описанной последовательности полуавтомат работает до тех пор, пока один из профилированных упоров 14не воздействует на конечный выключатель 15, который в свою очередь после возврата механизма фиксации с фиксатором 21 в исходное крайнее левое положение и срабатывания второго реле давления, включенного в цепь управления механизма фиксации, блокирует включение в работу механизмов 3 автоматической подачи наклепок и подготавливает электрическую цепь для дальнейшего включения в работу силовых цилиндров 4. Включение силовых цилиндров 4 осуществляется одним из двух реле давления, включеншлс 51 в цепь управления механизма Ш перемещения. Включение механизма 10 перемещения осуществляется нажатием кнопки на пульте управления после установки на приводном столе 9 собираемого изделия 12. После установки со бираемого изделия 12 механизм 10 перемещения перемещает приводной стол 9 в крайнее правое положение, при этом одно из двух реле давлений выдает электрический сигнал для подготовки цепи управления на включение силовых цилиндров 4, которые включаются в случае срабатывания конечного выключателя 15 Силовые цилиндры 4, перемещая в крайнее нижнее положение расклепыватели 8, осуществляют сборку собираемого изделия 12. При этом срабатывает одно иё двух реле давлений, установлен6ных в цепи управления работой силовых цилиндров 4, и выдает электричет:кий сигнал на включение силовых цилиндров 4, которые перемещают расклепыватели 8 в исходное, крайнее верхнее положение при этом срабатывает второе реле давления и выдает электрический сигнал на включение механизма 10 перемещения, который возвращает приводной стол 9 с соб ранным изделием 12 в исходное крайнее левое положение и на включение механизмов 3 автоматической подачи заклепок. Цикл повторяется вновь. Предлагаемый полуавтомат по сравнению с прототипом позволяет повысить производительность и качество собираемых колодок с накладками, улучшив технологию сборки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для клепки тормозных колодок | 1984 |
|
SU1224083A1 |
| Полуавтомат для клепки накладок к тормозным колодкам | 1977 |
|
SU740376A1 |
| Автомат для сборки тормозных колодок | 1981 |
|
SU979014A1 |
| Станок для клепки и удаления заклепок тормозных накладок | 1977 |
|
SU657902A1 |
| АВТОМАТИЧЕСКАЯ КЛЕПАЛЬНАЯ МАШИНА | 1993 |
|
RU2106926C1 |
| Полуавтомат для клепки тормозных колодок | 1981 |
|
SU1165526A1 |
| Полуавтоматическая линия для сборки и клепки деталей | 1984 |
|
SU1225762A1 |
| СПОСОБ КЛЕПКИ СМЕШАННЫХ ПАКЕТОВ И УСТРОЙСТВО ДЛЯ ГРУППОВОЙ КЛЕПКИ | 1991 |
|
RU2007251C1 |
| Стенд для сборки и клепки | 1981 |
|
SU988519A1 |
| Сверлильно-клепальный автомат | 1989 |
|
SU1660828A1 |
1. ПОЛУАВТОМАТ ДЛЯ СБОРКИКПЕЖИ ТОРМОЗНЫХ КОЛОДОК С НАКПДЦКАМИ, содержащий смонтированные в корпусе механизмы подачи заклепок, ориентации и клепки с клепальными головками в виде силовых цилиндров с рассклепывателями, установленных под углом один к другому по линии клепки на кронштейне, закрепленном в корпусе, приводной стол для установки и ориентации собираемых колодок, выключатель механизмов клепки и подачи заклепок, а также систему управления, отличающийся тем, что, с целью повышения производительности и качества сборки, он снабжен накопителем заклепок в виде много-позиционного поворотного барабана, выполненного с упорами на наружной поверхности, связанного посредством упомянут 1Х упоров с выключателем механизмов клешей и подачи заклепок установленного.между приводным столом и механизмами клепки, а также механизмом контроля устаношси заклепок в барабан, располджеиным между механизмом подачи заклепок и накопителем. 2,Полуавтомат по п. 1, отличающийся тем, что кронштейн выполнен с радиально установленными н нем полыми стойками, в каждой из которых шарнирно установлена клепальная головка, посредством серьги шарнирно связанная со своими расклепывателями. 3,Полуйвтомат поп, 1, отличающийся тем, что механизм контроля установки заклепок в многопозиционный поворотный барабан выполнен в виде пар подпружиненшлс губок, одна из которых в каждой паре связана посредством конечного выключателя с системой управления, 4.Полуавтомат по пп. 1 и 2, отличающийся ем, что :л отверстие в серьге под конец одного из расклепывателей выполнено X) овальным. 5.Полуавтомат по п. 1, отлио чающийся тем, что привод9 ной ctoa для установки и ориентахщи собираемых колодок снабжен.подпружиненными ориентаторами-расклепывателями, установленными в пазах стола соосно расклепывателям.