1
Изобретение относится к области переработки пластмасс.
Известна литьевая форма, содержащая неподвижную плиту, в которой установлен упор, взаимодействующий со стержнем, имеющим проточку и укрепленным в плитах толкания, установленных в подвижном пакете. Стержень взаимодействует с сепараторной втулкой, установленной в плите матриц, и с шариками находящимися в радиальных отверстиях сепараторной втулки и взаимодействующих с подвижным 10 пакетом I.
Недостатками описанной конструкции является то, что щариковый замок обеспечивает разъем формы не более чем в двух плоскостях разъема, а также низкая производительность формы, так как формующие гнезда можно располагать только подковообразно, иначе исключается возможность разгрузки литниковой системы.
Известна также литьевая форма для уо изготовления полимерных изделий, содержащая неподвижную литниковук) плиту и подвижные плиты, включающие основание, замки в виде щариковых сепараторов и охватывающие их обоймы со ступенчатыми отверстиями 2.
В известной форме шариковые сепараторы расположены по обе стороны формующей полости, что связано с сокращением полезной площади формы.
Цель изобретения - увеличение полезной площади формы.
Поставленная цель достигается тем, что щариковые сепараторы выполнены в виде одной закрепленной в основании втулки с этажным расположением отверстий под щарнки, внутри которой установлен подпружиненный плунжер с коническими участками.
При этом углы конусов на конических участках подпружиненного плунжера выполнены убывающими к его основанию.
Также форма снабжена регулировочной заглущкой, размещенной во втулке и контактирующей с пружиной плунжера.
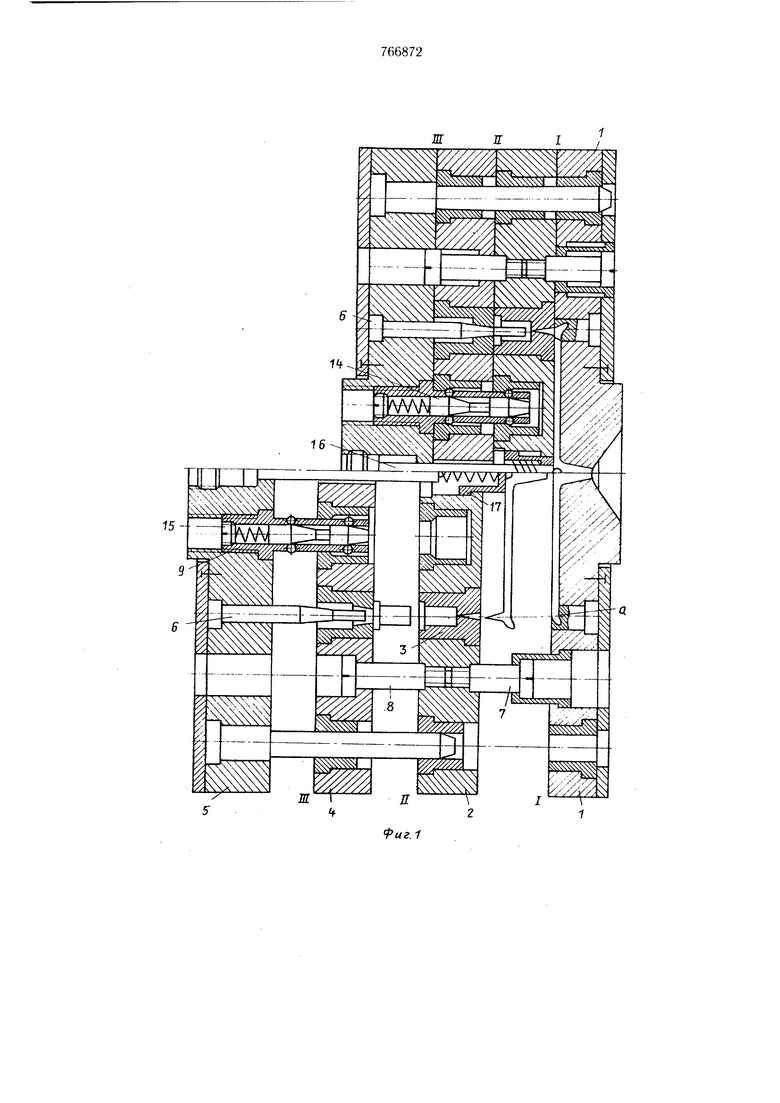
На фиг. 1 показана литьевая форма с тремя плоскостями разъема в разрезе (над осевой линией показана форма в закрытом положении, а по осевой - в открытом); на фиг. 2 - щариковый сепаратор после раскрытия по первой плоскости разъема;
на фиг. 3 - то же в начале раскрытия по второй плоскости разъема; на фиг. 4 -г то же после полного раскрытия по второй плоскости разъема.
Литьевая форма содержит неподвижную лнтниковую плиту I, подвижные плиты, включающие плиту 2 с матрицами 3. пл(гту 4 съема и основание 5 с закрепленными в нем знаками 6, ограничители 7 и 8 хода, закрепленные в плите 2, шариковый сепаратор, выполненный в виде закрепленной в основании 5 втулки 9 с этажным расположением отверстий под шарики 10 одного ряда и шарики П другого ряда, обоймы 12 и 13 со ступенчатыми отверстиями, размешенные соответственно в плитах 2 и 4, охватываюш,ие втулку 9 и взаимодействующие с шариками. Внутри втулки расположен подпружиненный плунжер 14, выполненный с коническими участками, углы конусов которых выполнены убываюшими к его основанию, и заглушка 15, установленная на резьбе для регулирования усилия срабатывания плунжера. В основании размещена задержка 16, а в литниковой плите 1 выполнено поднутрение а для отрыва литника от изделия. В плите 2 установлена подпружиненная втулка 17.
Форма работает следующим образом. После заливки материала требуемой технологической выдержки форма раскрывается. Подвижная часть формы отходит от неподвижной плиты, в которой с помощью задержек остается литниковая система. Литниковая система в процессе разъема формы по плоскости 1-I вначале поджимается втулкой 17 к неподвижной плите 1, а затем с помощью задержки выводится из нее. При срабатывании ограничителя 7 хода плита 2 матриц останавливается и форма раскрывается по плоскости II-И. Плиты продолжают свое перемещение, при этом обойма 12 контактирует выступом с шариками 10, которые в свою очередь давят на конический участок плунжера 14, и благодаря тому, что плунжер подпружинен, он утапливается, а шарики устанавливаются заподлицо с -наружной поверхностью втулки 9. Обойма 12 освобождается. Углы конусов на конических участках плунжера выполнены таким образом, что при установке шариков 10 заподлицо с наружной поверхностью втулки 9, шарики 11 остаются еще в зацепленип с уступом отверстия обоймы 13. После выхода обоймы 12 из контакта с втулкой 9 плунжер 14 под действием пружины 18 возвращается в исходное положение . При срабатывании ограничителя 8 хода останавливается плита 4 съема и замок срабатывает аналогично вышеописанному. Обойма 13 давит выступом на шарики П, которые в свою очередь утапливают подпружиненный плунжер 14,
и обойма 13 выходит из контакта с ujapHками 11. Происходит разъем формы по плоскости III - 1И.
Наличие заглушки 15 позволяет регулировать усилие срабатывания пружины 18.
После окончания разгрузки литьевая форма закрывается, при этом все части формы устанавливаются в первоначальное положение в последовательности, обратной вышеописанной. В предлагаемом конструктивном решении литьевой формы ступенчатое раскрытие достигается за счет разных по величине углов на конических участках плунжера. Кроме этого, аналогичный результат может быть получен за счет применения для каждой последующей плоскости разъема шариков больщего диаметра, чем для предыдущей плоскости разъема. При этом конусные участки плунжера имеют одинаковые углы конусности.
Введение нескольких рядов шариков в одной втулке позволило обеспечить разделемие плит при раскрытии формы независимо от требуемого количества плоскостей разъема с помощью одного устройства, состоящего из телескопических элементов.
Формула изобретения
1.Литьевая форма для изготовления полимерных изделий, содержащая неподвижную литниковую плиту и подвижные плиты, включающие основание, замки в виде шариковых сепараторов и охватывающие их обоймы со ступенчатыми отверстиями, отличающаяся тем, что, с целью увеличения полезной площади формы, щариковые
сепараторы выполнены в виде одной закрепленной в основании втулки с этажным расположением отверстий, под щарики, внутри которой установлен подпружиненный плунжер с коническими участками.
2.Литьевая форма по п. 1, отличающаяся тем, что углы конусов на конических участках подпружиненного плунжера выполнены убывающими к его основанию.
3.Лиtьeвaя форма по п. 1, отличающаяся тем, что она снабжена регулировочной заглущкой, размещенной во втулке и. контактирующей с пружиной плунжера.
Источники информации, принятые во внимание при экспертизе 1.Манихин Ю. П. Многогнездные автоматизированные литьевые формы для изделий из термопластов. Л.. ЛДНТП, 1970, с. 9.
2. Патент США 3986805, кл. 425-242, 19.10.76 (прототип).
Ж
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления изделий из полимерных материалов | 1983 |
|
SU1147584A1 |
| Литьевая форма | 1981 |
|
SU1101361A1 |
| Пресс-форма | 1975 |
|
SU515645A1 |
| Литьевая форма для изготовления полимерных изделий | 1984 |
|
SU1197862A1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1650467A1 |
| Литьевая форма для изготовления полимерных изделий | 1978 |
|
SU713689A1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2011523C1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1986 |
|
SU1366414A1 |
| Литьевая пресс-форма | 1976 |
|
SU553118A1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2029681C1 |