со
00
4
сл
а
Изобретение относится к станкостроению и может быть использовано в устройствах автоматического управления режимами металлообработки, поддерживакщих на заданном уровнекри- терий управления технологического объекта, например мощность резания.
Цель изобретения - повышение производительности и качества обработки деталей.
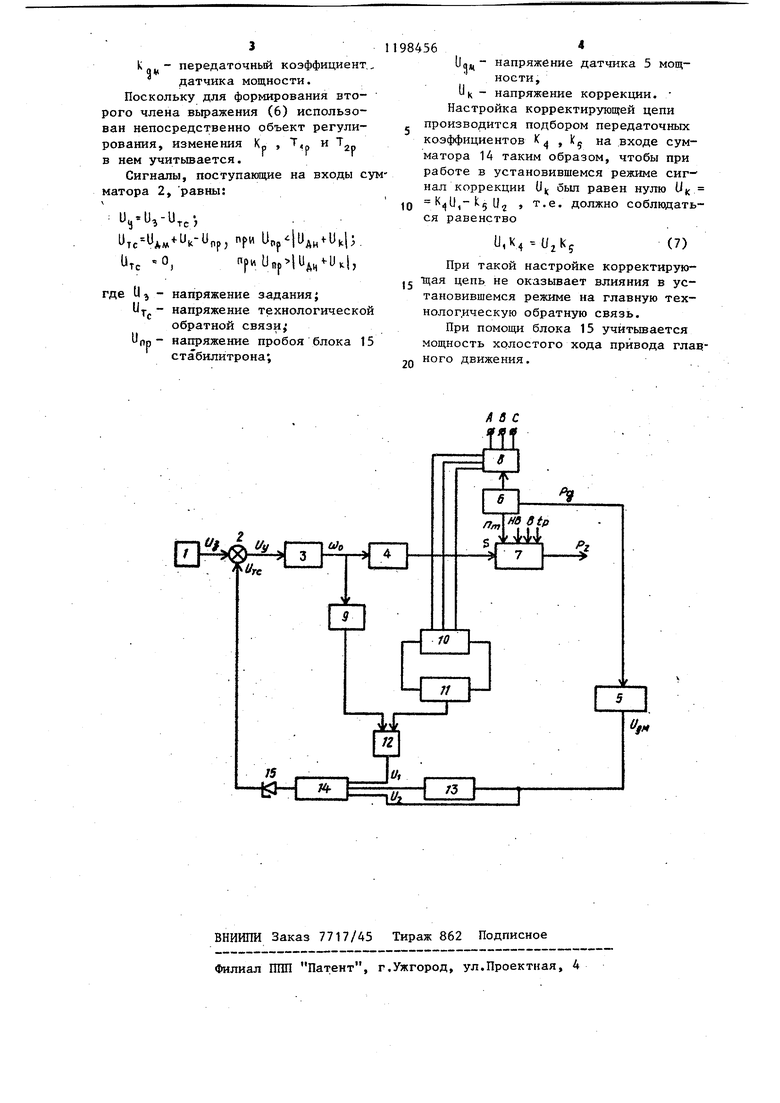
На чертеже приведена блок-схема устройства.
Устройство содержит блок 1 задания, первьй сумматор 2, электроприво 3 подачи, редуктор 4 привода подачи, датчик 5 мощности, двигатель 6 привода шпинделя станка 7, датчик 8 тока, датчик 9 скорости, выпрямитель 10, фильтр 11, блок 12 умножения, инвертор 13, второй сумматор 14 и блок
15 стабилизации.
Блок 15 стабилизации может быть вьтолнен в виде стабилитрона.
Устройство работает следующим образом.
Процесс металлообработки может быть описан передаточной функцией:
(1)
PZ(P) 9 .(р) ЧТр,рм)(Тр.рП)
где P-j; - мощность резания;
СО - скорость двигателя привода
подачи}
kp - коэффициент передачи процесса резания
и
Тр - постоянные времени процесса
резания.
Коэффициент передачи процесса резания при фрезеровании
(2)
,
где Ср - коэффициент;
Jji р
Хр, i - показатели степени;
HUI скорость шпинделя,
S т: подача «а зуб;
° - ширина фрезерования;
tp - глубина фрезерования; и 2 - диаметр и число зубьев фрезы.. Коэффициент резания Ьр изменяется в соответствии с (1) в десятки раз, что в режиме стабилизахщи мощности резания пр иводит к неустойчивой работе станка.
В известном устройстве статическая модель объекта, которую используют для коррекции, соответствует коэффициенту передачи . , поэтому снимаемый с нее сигнал
Р(.д,. (3)
Изменение Кр в процессе металлообработки требует соответственно перенастройки коэффициента передачи К рj статической модели объекта, что ограничивает диапазон устойчивой работы устройства и.усложняет его эксплуатацию.
В предлагаемом устройстве статическая модель объекта выполнена в виде блока 12 умножения, на вход которого подключен датчик 9 скорости двигателя подачи W (, .
Сигнал на выходе такой статической модели
Pj(o)V,Ico,,j (4) где К, и (С коэффициенты пропор-
циональности;
Р расчетная мощность.
Ток статора асинхронного К- двигателя при работе его на рабочем участке характеристики можно считать приближенно пропорциональным моменту, развиваемому двигателем. Поэтому сигнал (4) пропорционален мощности, потребляемой- двигателем 6 из сети. Известно, что 90-95% мощности,
потребляемой электроприводом главного движения сети, расходуется в процессе резания, поэтому
(5)
Р, Р:
2 )
где коэффициент пропорциона :ьности.
Окончательно вьфажение (4) можно записать в следующем виде:
,
т.е. выходной сигнал статической модели объекта определяется мощностью резания и обеспечивает большую устойчивость системы к изменению параметров, характеризукщих металлообработку.
Таким образом, сигнал коррекции устройства
,
(т„рм1(т,р.о :
где Kj, - передаточный коэффициент
привода подачи;
передаточное число редуктора привода подачи,k - передаточный коэффициент датчика мощности. Поскольку для формирования второго члена вьфажения (6) использован непосредственно объект регулирования, изменения Кр , Т, и Т в нем учитывается. Сигналы, поступающие на входы с матора 2, равны у-и,-и,,, UTC-UAM K- OP, , ,|, где Ч э напряжение задания; U - напряжение технологическо обратной связи напряжение пробоя блока 1 стабилитрона; (Jam - напряжение датчика 5 мощности, UKнапряжение коррекции. Настройка корректирующей цепи производится подбором передаточных коэффициентов К , k на входе сумматора 14 таким образом, чтобы при работе в установившемся режиме сигнал коррекции UK бьш равен нулю Ujj ) т.е. должно соблюдаться равенство (7) При такой настройке корректируютцая цепь не оказывает влияния в установившемся режиме на главную тех- нолог,ическую обратную связь. При помощи блока 15 учитьшается мощность холостого хода привода главного движения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления процессом металлообработки | 1987 |
|
SU1442974A1 |
| Электропривод | 1986 |
|
SU1372580A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ В ЗОНЕ РЕЗАНИЯ МЕТАЛЛА | 2014 |
|
RU2585917C1 |
| ЧАСТОТНО-РЕГУЛИРУЕМЫЙ АСИНХРОННЫЙ ЭЛЕКТРОПРИВОД | 2008 |
|
RU2401502C2 |
| Частотно-регулируемый электропривод | 1982 |
|
SU1023606A1 |
| Электропривод с асинхронной короткозамкнутой машиной | 1975 |
|
SU647828A1 |
| Самонастраивающийся электропривод робота | 1988 |
|
SU1618643A1 |
| УСТРОЙСТВО РЕГУЛИРОВАНИЯ СИЛОВЫХ ПАРАМЕТРОВ ПРОЦЕССА РЕЗАНИЯ | 2010 |
|
RU2429960C1 |
| Автоматическая микропроцессорная система регулирования температуры энергетической установки транспортного средства | 2016 |
|
RU2645519C1 |
| Электропровод главного движения станка | 2023 |
|
RU2825355C1 |
УСТРОЙСТВО ДЛЯ АДАПТИВНОГО УПРАБЛЕНР1Я ПРОЦЕССОМ МЕТАЛЛООБРАБОТКИ, содержащее последовательно соединенные блок задания, первый сумматор, электропривод подачи и редуктор привода подачи, датчик мощности, подключенный входом к первому выходу двигателя привода шпинделя станка, второй выход которого соединен с входом датчика тока, и датчик скорости, соединенный входом с выходом электропривода подачи, отличающееся тем, что, с целью повьшения производительности и качества обработки деталей, в него введены выпрямитель, фильтр, блок умноженияj последовательно соединенные инвертор, второй сумматор и блок стабилизации, выход которого соединен с вторым входом первого сумматора, первый вход блока умножения соединен с выходом датчика . скорости, второй вход подключен через а фильтр к выходу выпрямителя, а выход блока умножения соединен с вторым (Л входом второго сумматора, вход инвертора подключен к выходу датчика мощности, а выход датчика тока соединен с входом выпрямителя.
EF
«ге
| СПОСОБ КОМПЕНСАЦИИ ЗАПАЗДЫВАНИЯ В СИСТЕМАХ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ | 0 |
|
SU263016A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Кувшинский в.в | |||
| Фрезерование | |||
| М.: Машинортроение, 1977, с | |||
| Русская печь | 1919 |
|
SU240A1 |
| Устройство для адаптивного управления станком | 1982 |
|
SU1083161A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
