Изобретение относится к электротехнике и может быть использовано для изготовления плоского ленточного кабеля.
Цель изобретения - повышение качества путем выравнивания натяжения проволок в зоне изолирования кабеля.
На чертеже изображена схема изготовления трехжильного плоского кабеля.
Схема включает катушки 1, проволоку 2, плющильную пару валков 3 в зоне деформирования, измерители 4 скорости движения деформированных проволок, блок 5 сравнения скоростей движения проволок, блок 6 управления, двигатели 7, вытяжные ролики 8, скомпонованную заготовку 9 кабеля, изолируюшие ленты 10, приемный барабан 11 готового кабеля.
Разматываемая с катушек проволока 2 имеет исходную разнотолш,инность, которая приводит к различной скорости выхода деформированной проволоки из плющильных валков 3. Различная скорость выхода может быть следствием действия также иных причин: флуктуации требования в очаге деформации, износа деформирующих валков и т.д. Все это приводит к изменению натяжения и появлению слабины одной или нескольких лент на участке между зоной деформирования и зоной формирования заготовки кабеля.
Неравномерное натяжение деформированных проволок приводит к колебанию щага между жилами в зоне изолирования и появлению некачественного ленточного кабеля. Пример. Нижняя деформированная проволока имеет наибольшую скорость выхода из деформирующих валков, а верхние - меньщую. Измерители скорости 4, выполненные в виде тахогенераторов, контактирующих каждый со своей проволокой, вырабатывают электрический сигнал, пропорциональный измеряемой скорости. Сигналы тахогенераторов анализируются блоком 5 сравнения, где определяются наибольшая -скорость и ее разность с другими скоростями.
Электрические сигналы, пропорциональные разности скоростей, подаются в блок 6 управления. Последний управляет скоростью вращения двигателей 7 пропорционально выявленной разности. Двигатели 7 приводят во вращение тянущие ролики 8 так, что принудительно пластически.растягивают верхние по чертежу проволоки. Скорость их движения возрастает до величины скорости нижней проволоки. Поэтому все проволоки входят в зону формирования с одинаковой скоростью и натяжением. Это ликвидирует колебание
шага между жилами кабеля и повышает его качество.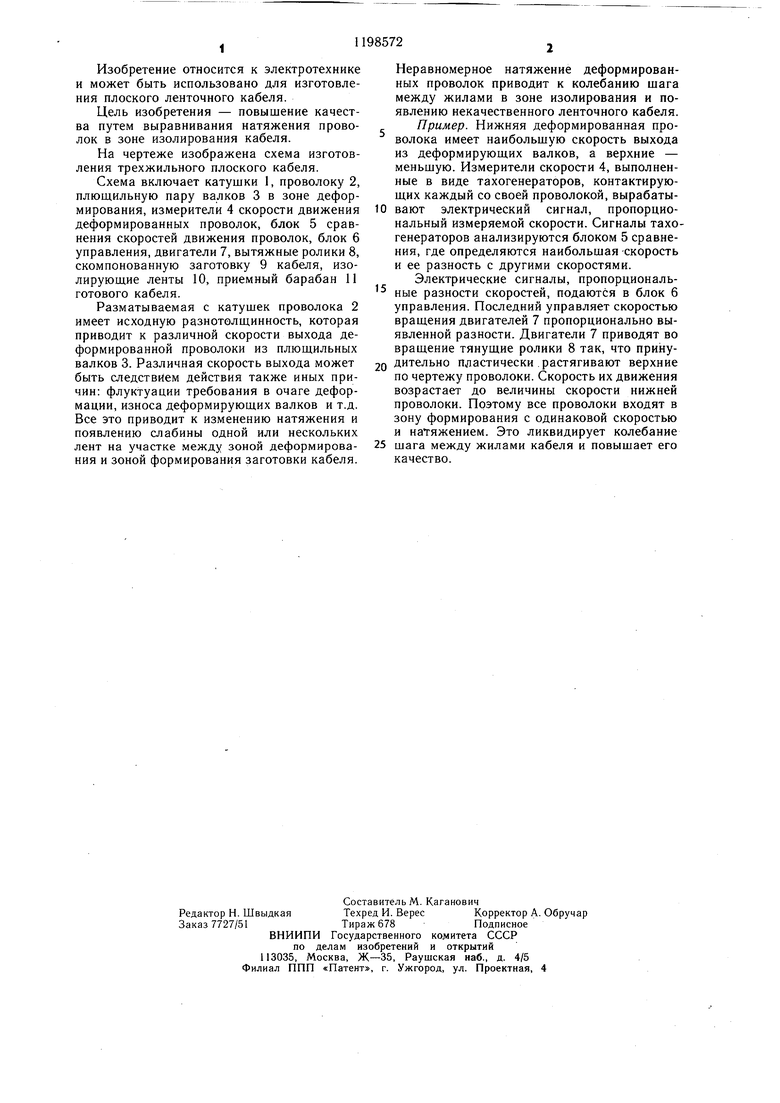
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многожильного ленточного кабеля | 1979 |
|
SU886060A1 |
| Способ изготовления изделий с периодическим профилем | 1991 |
|
SU1779451A1 |
| Установка для изготовления плоского кабеля | 1985 |
|
SU1356003A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТУРНОГО ОПАЛУБОЧНОГО ПРОФИЛЯ | 2008 |
|
RU2368439C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОПАЛУБОЧНОГО ДЕТЕРМИНИРОВАННОГО ПРОФИЛЯ | 2004 |
|
RU2268099C1 |
| Способ изготовления металлических волокон и устройство для его осуществления | 1987 |
|
SU1650359A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМАТУРНОЙ СТАЛИ | 2005 |
|
RU2288061C1 |
| Способ изготовления периодических профилей | 1982 |
|
SU1131582A1 |
| СПОСОБ ПРОКАТКИ ТРУБ НА РЕДУКЦИОННО-РАСТЯЖНОМ СТАНЕ | 2013 |
|
RU2532610C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖАРОСТОЙКОГО КАБЕЛЯ С ПОРОШКОВОЙ МИНЕРАЛЬНОЙ ИЗОЛЯЦИЕЙ | 1991 |
|
RU2030000C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОЖИЛЬНОГО ЛЕНТОЧНОГО КАБЕЛЯ, при котором проволоки с отдающих катушек направляют в зону деформации, осуществляют их пластическое деформирование одновременно парой принудительно вращающихся валков и последовательно направляют плющеные проволоки в зоны формирования заготовки кабеля и ее изолирования, отличающийся тем, что, с целью повышения качества путем выравнивания натяжейия проволок в зоне изолирования, после выхода проволок из зоны деформации определяют линейную скорость каждой проволоки, выявляют проволоку, движущуюся с наибольшей скоростью, и к проволокам, движущимся с меньшей скоростью, на участке между зоной деформирования и зоной формирования прикладывают продоль- Q ное деформирующее усилие, выравнивая S скорости всех проволок в зоне формирования.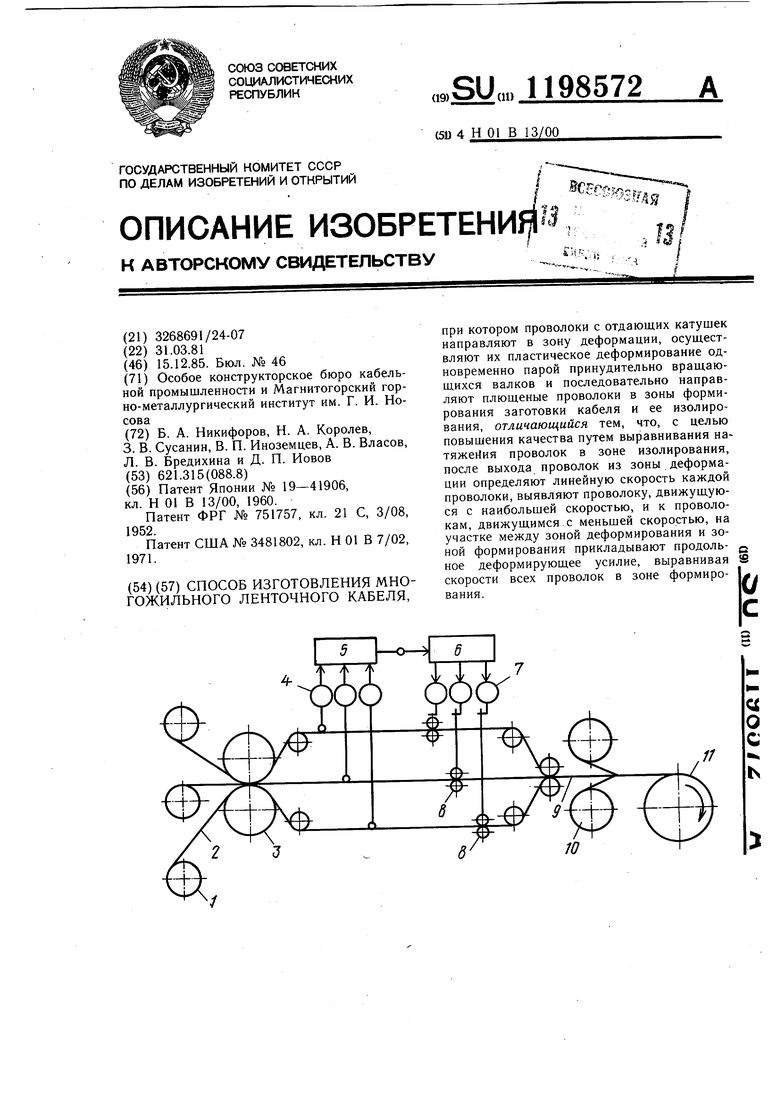
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Загрузочное устройство | 1978 |
|
SU751757A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Патент США № 3481802, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
