Изобретение относится к электротехнической промьшшенности, а именно к йроизводству кабелей и проводов, и может быть использовано при изготовлении миниатюрных многожильных плоских кабелей и проводов.
Целью изобретения является повышение производительности процесса и качества изготавливаемого плоского кабеля.
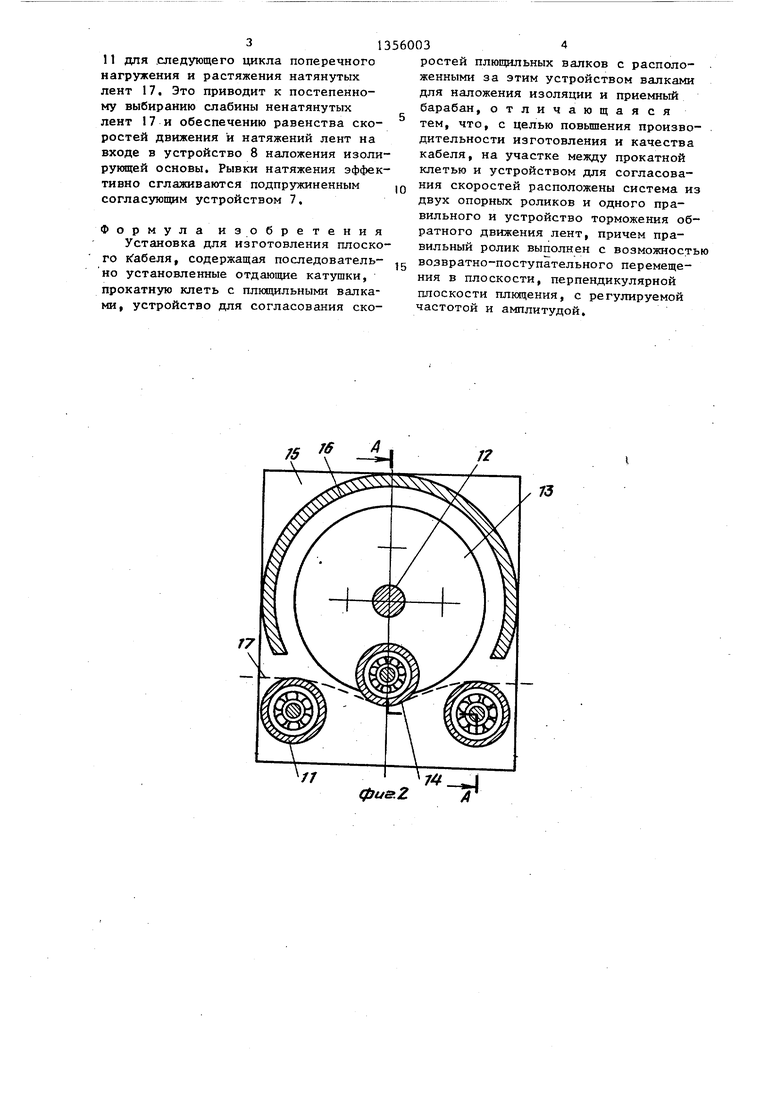
На фиг. 1 изображена схема предла- Сгаемой установки; на фиг. 2 и 3 - конструкция правильного устройства.
Установка состоит из катушек 1 (фиг. 1) с проволокой, прокатной клети 2 со своим приводом 3, роликового правильного устройства 4 с приводом 5., устройства 6 торможения, согласующего устройства 7, устройства 8 наложения изолирующей основы на систему плющеных: лент, выполняющего функцию тянущего устройства, с приводом 9 и приемного барабана 10,
В предлагаемой установке может быть использовано одно или несколько правильных устройств следукмцей кон- струкции. Между двумя опорными роликами 11 (фиг. 2) размещен вал 12 с дисками 13. На дисках установлен правильный ролик 14. Перечисленные детали размещены на плите-основании 15 и защищены ограничительным кожухом 16.
Установка работает следующим образом..
Проволока (фиг, 1 ),разматываясь с катушек 1, поступает в прокатную клеть 2, где происходит плющение проволок в ленты. Ленты поступают в правильное устройство 4, где осуществляется правка нарушений формы ленты: ликвидация серповидности, деплана-- ции, волнистости, скрученности и т,д. Затем ленты огибают ролики устройства 6 торможения, которое обеспечивает заданное натяжение на участках от прокатной клети 2 до устройства 6 торможения и от него до устройства 8 наложения изолирующей основы. Согласующее устройство 7 обеспечивает соответствие скорости вращения плющильных валков прокатной клети 2 и скорости вращения барабанов устройства 8 наложения изолирующей основы, которое осуществляет наложение изоляции на обе плоскости плющеных лент. Готовый плоский кабель на- .матывается на барабан 10.
0.
5
5
0
5
0
5
0
5
Плющеные ленты выходят из очага деформации прокатной клети 2 с различной скоростью, причем эти скорости подвержены случайным изменениям. Основными причинами этого являются флуктуация трения в очаге деформации из-за различной загрязненности по длине исходных проволок, различие диаметров проволок и- т.д. Некоторые ленты постепенно накапливают слабину по выходе из прокатной клети 2 до неприемлемых величин. В то же время прочие ленты оказываются по-прежнему натянутыми.
Правильное устройство 4 выполнено в виде системы опорньпс и правильных роликов с механизмом возвратно- поступательного перемещения правильных роликов в плоскости, перпендикулярной плоскости и оси плющения, с возможностью регулировки амплитуды и частоты возвратно-поступательных перемещений. Правильный ролик 14 (фиг, 2) вращается вокруг вала 12, т,е, .совершает возвратно-поступательное движение в плоскости, перпендикулярной плоскости плющения. Ролики 11 и 14 с целью снижения сил трения вращаются на своих подшипниках. Частота возвратно-поступательных движений правильного ролика 14 регулируется числом оборотов двигателя, амплитуда изменяется путем перестановки правильного ролика 14 в отверстия на дисках 13, расположенные на другом расстоянии от оси вращения.
Натянутые ленты 17, проходя между опорными роликами 11, подвергаются циклическому поперечному нагружению правильным роликом 14, Поперечное на- гружение вызывает некоторое растяже- ние натянутых лент 17, Устройство 6 торможения (фиг. I) обеспечивает это растяжение тем, что создает силу трения, стопорящую обратное движение лент в момент поперечного нагружения,г Ненатянутые ленты, имеющие слабину, не подвергаются пластическому растяжению. Этим осуществляется автоматическое сепарирование лент и воздействие только на натянутые ленты, т,е. те, которые выходят из прокатной клети 2 с меньшими скоростями. Во время холостого движения правильного ролика 14 устройство 8 наложения изолирующей основы выбирает растянутые ленты, обеспечивая необходимое натяжение лент между опорными роликами
11 для .следующего цикла поперечного нагружения и растяжения натянутых лент 17I Это приводит к постепенному выбиранию слабины ненатянутых лент 17 и обеспечению равенства скоростей движения и натяжений лент на входе в устройство 8 наложения изоли- рукяцей основы. Рывки натяжения эффективно сглаживаются подпружиненным согласующим устройством 7,
Формула изобретения Установка для изготовления плоского 1 абеля, содержащая последовательно установленные отдающие катушки, прокатную клеть с плющильными валками, устройство для согласования ско
ростей плющильных валков с расположенными за этим устройством валками для наложения изоляции и приемный барабан, отличающаяся тем, что, с целью повьшения производительности изготовления и качества кабеля, на участке между прокатной клетью и устройством для согласования скоростей расположены система из двух опорных роликов и одного правильного и устройство торможения обратного движения лент, причем правильный ролик выполнен с возможностью возвратно-поступательного перемещения в плоскости, перпендикулярной плоскости плкщения, с регулируемой частотой и амплитудой.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ СТАН ПЛЮЩИЛЬНО-ВОЛОЧИЛЬНО-ПРОКАТНЫЙ | 2001 |
|
RU2242301C2 |
| Способ изготовления многожильного ленточного кабеля | 1979 |
|
SU886060A1 |
| Способ изготовления многожильного ленточного кабеля | 1981 |
|
SU1198572A1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2004 |
|
RU2286858C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ НА СТАНЕ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2042443C1 |
| Устройство для охвата полосой валков в прокатной клети | 1976 |
|
SU579050A1 |
| УСТРОЙСТВО ДЛЯ СМЕНЫ КЛЕТЕЙ МНОГОКЛЕТЬЕВОГО ПРОКАТНОГО СТАНА | 2009 |
|
RU2404870C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2005 |
|
RU2321469C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛЮЩЕНОЙ ЛЕНТЫ | 1996 |
|
RU2100108C1 |

Изобретение относится к электротехнике , в частности к технологии изготовления кабельных изделий. Цель изобретения - повышение производительности и качества кабеля. Проволока, разматываясь с катушек 1, поступает в прокатную клеть 2, где происходит плкяцение ее в ленты. Лен- .ты поступают в правильное устройство 4, где осуществляется правка нарушений формы ленты: ликвидация серпо- видности, депланации, волнистости, скрученности и т.д. Затем ленты огибают ролики устройства торможения 6, которое обеспечивает заданное натяжение на участках от прокатной клети 2 до устройства торможения и от него - до устройства 8 наложения изолирующей основы. Согласующее устройство 7 обеспечивает соответствие скорости вращения плющильных валков прокатной клети 2 и скорости вращения барабанов устройства наложения изо- .лирукяцей основы, которое осуществляет наложение изоляции на обе плоскости плющеных лент. Готовый плоский ка- :бель наматывается на барабан 10.3 ил. (Л со ел О5 о о со fl5i/e. 7
12
73
фи&2
/J Г2 A-A
Составитель M, Каганович Редактор A, Лежнина Техред И.Попович Корректор С, Шекмар
Заказ 5797/44 Тираж 697Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
JG 13
| Ларин Ю | |||
| Т | |||
| и др | |||
| Ленточные провода | |||
| Эиергоиздат, 1982, с | |||
| Способ приготовления пищевого продукта сливкообразной консистенции | 1917 |
|
SU69A1 |
