Поточные линии станков, связанные между собой конвейерами, передающими детали от одного станка к другому в последовательном порядке операций до полного изготовления изделия (например коробки) и автоматические закаточные машины для изготовления коробок, известны.
Отличительные особенности предлагаемой поточной линии заключаются в том, что с целью упрощения кинематической связи между станками лин«и в «ей применен пусковой клапан, взаимодействующий с кареткой пресса и включающий пневматическое подающее устройство, снимающее с каретки отштампованную коробку и передающее ее в рабочую зону зиговочного станка, а также в том, что устройство для подачи коробок с зиговочного станка на закаточный станок сблокировано с подающим устройством закаточного станка и снабжено приспособлением, включающим в действие рабочие органы закаточного станка.
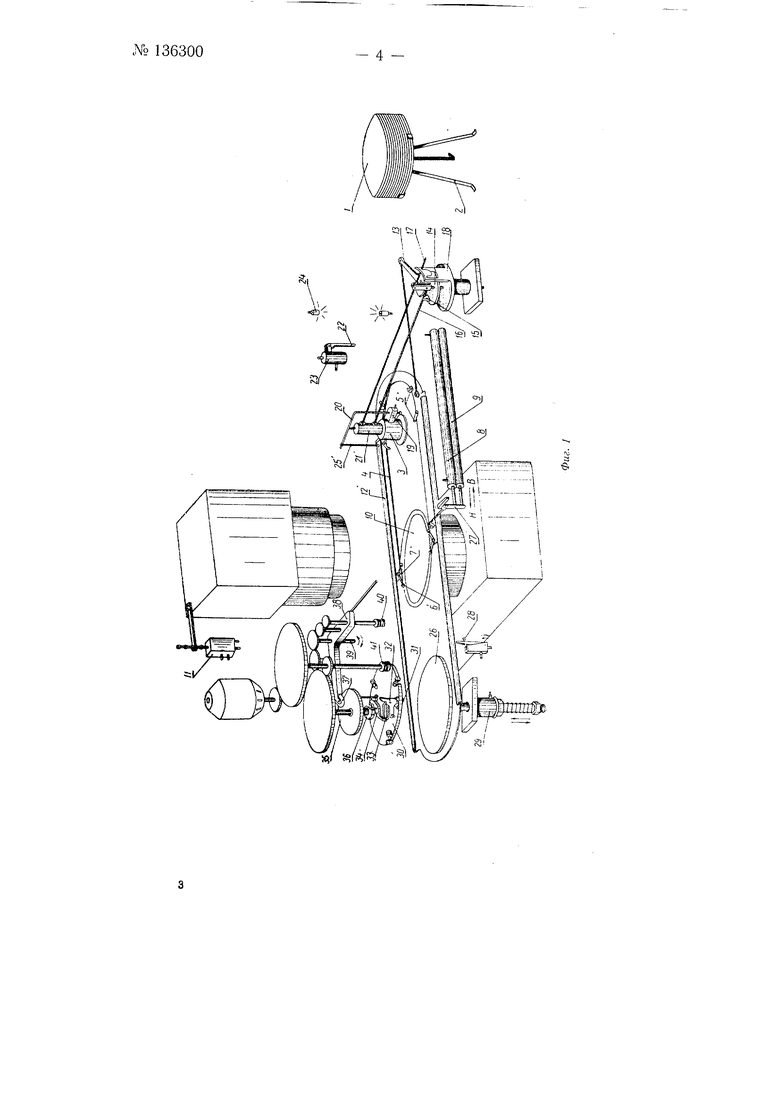
На фиг. 1 и фиг. 2 приведены кинематические схемы, соответственно зиговочнообрезной и закаточной части поточной полуавтоматической линии.
Зиговочнообрезным станком (фиг. 1) поточной линии производится подача заготовок, снятие, обрезка и зиговка отштампованных на прессе деталей.
Закаточный станок (фиг. 2), работающий в поточной линии с зиговочнообрезным станком, производит закатку крышек или корпусов коробки.
Предлагаемая поточная линия для производства коробок не является автоматической, так как загрузка плоских заготовок / (в количестве до 300 щт.) в кассету 2 осуществляется вручную.
Поточная линия помимо кассеты с заготовками включает в себя пневматическое поворотное устройство с присосом 3 для захвата по одной плоской заготовке из кассеты .2 и подачи ее на каретку - с захв-чтами 5, б и 7. Привод 8 каретки пневматический с гидравлическим амор№ 136300- 2 тизатором 9, обеспечивающий прямолинейно-возвратные перемещения каретки. Кареткой заготовка подается в матрицу пресса 10, а затем каретка с отштампованной заготовкой подается к зиговочпообрезному автоматическому станку. Управление пневматической подачей осуществляется посредством пускового клапана П, соедипеппого с подвижной частью пресса.
С помощью пневматического устройства коробка с зиговочнообрезного станка передается на закаточный станок (фиг. 2) с одновременным включением последнего в действие при помощи мус|}ты сцепления.
Движения каретки сблокированы с пневматическими подающими устройствами зиговочпообрезного и закаточного станков.
При движении каретки 4 по лотку 12, установленному в нижней части пресса, в направлении вперед (по стрелке В), сектор 13 поворачивается, вращая щестеренку 14. Кулачок 15 этой щестеренки воздействует при этом на один из рычагов 16, к которым по.авещен пневматический присос 3. Присос приподнимается, в результате чего рычаг 17 выходит из паза фиксирующей планкп 18, и все пневматическое устройство поворачивается пока рычаг 17 не дойдет до края выреза планки 18. В это время присос находится над кассетой. Кулачок 15, продолжая нажимать и приподнимать рычаг 16, проскальзывает под ним, после чего присос 3 падает на заготовку /, лежап1,ую в кассете 2. Сбоку цилиндра присоса 3 установлен клапан 19. Рачажок 20 клапана упирается в заготовку, открывая клапап, пропускающий воздух в цилиндр 21.
Порщень этого цилиндра, связаеный с порщ:- ем присоса, поднимается вверх, создавая вакуум. Заготовка присасывается. Шток порщня, воздействуя на рычажок 20, удерживает клапан 19 в открытом состоянии.
При движении каретки 4 назад (по стрелке Я) все происходит в обратной последовательности, и заготовка 1 переносится на лоток 12.
На обратном пути присос, воздействуя на рычажок 22, открывает клапан 23 пульвиризатора 24. В результате заготовка перед штамповкой опрыскивается эмульсией. Как только пневматическое поворотко; устройство повернется на угол, при котором присос окажется над кареткой, рычаг 20 упрется в штангу 25 и соскочит со щтока поршня, закрывая клапан 19. Заготовка освобождается от присоса, попадая в захваты 5 каретки 4. Каретка перемещается с помощью пневматического привода 8, подавая заготовку на матрицу для щтамповки.
Когда каретка приходит в заднее крайнее положение (в этом положении каретки очередная заготовка находится на матрице, а отштампованная деталь - на прижимном диске 26), рычаг 27 нажимает на клапан 28. Через этот клапан воздух попадает в цилиндр 29, поднимая вверх поршень и связанный с нцм щтоком прижимной диск 26. Прижимной диск вынимает отштампованную деталь из захватов 6 и 7 каретки и «адевает ее на диск 30 зиговочнообрезного механизма. При этом отжимается ролик 31 и через систему рычажков 32, 33 вводится в зацепление с собачкой 34, укрепленный , на эксцентрике 35 храповик 36. Эксцентрик 35 начинает вращаться, отжимая ролик 37, установленный «а коромысле 38. При этом коромысло поворачивается на оси 39, а ножи ролики 40, 41 смыкаются, производя последовательно зиговку и обрезку детали.
Клапан 28 удерживается после отхода каретки в открытом положении системой рычагов, пока эксцентрик не сделает полный оборот. За это время деталь прозигуется и обрежется.
Во время прижимного диска 26 воздух из цилиндра 29 через отверстие, имеющееся в верхней его части, поступает в цилиндр 42
(фиг. 2) передающего механизма (с помощью этого мехаиизма деталь передается на закаточный станок). Последний поворачивается на оси 43, а лапки 44 вилки 45 захватывают деталь после зиговк и обрезки (ролики лапок попадают на зигу детали). После захвата детали, передающий механизм поворачивается, вилка 45 также поворачивается на оси 46 на угол 180°. Во время этого поворота вилка наклоняется вокруг оси 47 на угол 90° для сбрасывания обрезанного отхода. При полном повороте всего передающего механизма вилка 45 с захваченной деталью становится над подающим диском 48 закаточного станка, одновременно отжимая рычаг 49. При этом полумуфты 50, 5 вводятся в зацепление пружиной 52. На одной из полумуфт 51 насажен эксцентрик 55, который при вращении действует на ролик 54, укрепленный на коромысле 55. Коромысло 55 поворачивается, поднимая вверх щток 56 и подающий диск 48. Диск выдвигает деталь из лапок вилки 45 и поднимает ее вверх, прижимая к прижимному диску 57, затем к закаточным роликам 58, установленным на диске 59. Вилка 45 возвращается в исходное положение раньше, чем диск с закатанной деталью спустится вниз. При следующей подаче закатанная деталь сбрасывается с диска очередной деталью.
Предмет изобретения
1. Поточная линия для изготовления коробок, например для кинопленок, с применением пресса для штамповки коробок зиговочнообрелного и закаточного станков, пневматического питателя для захвата присосом плоской заготовки из кассеты, каретки для подачи заготовки в матрицу пресса и удаления из нее отщтампованной коробки и пневматических подающих устройств к зиговочнообрезному и закаточному станкам, отличаюо1аяся тем, что, с целью упрощения кинематической связи между станками линии, в ней применен пусковой клапан, взаимодействующий с кареткой пресса и включающий пневматическое подающее устройство, снимающее с каретки отщтампованную коробку и передающее ее в рабочую зону зиговочного станка для зиговки и обрезки.
2. Поточная линия по п. 1, о т л и ч а юща я ся тем, что пневматическое подающее устройство для передачи коробки с зиговочного станка на закаточный станок сблокировано с пневматическим подающим устройством зиговочного станка и снабжено приспособлением, включающим рабочие органы закаточного станка.
№ 136300
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкая линия изготовления металлической тары | 1988 |
|
SU1586831A1 |
| Гибкая линия изготовления металлической тары | 1985 |
|
SU1328037A1 |
| Способ упаковки пучков металлизированного стекловолокна в коробки и полуавтоматическая поточная линия для осуществления способа | 1957 |
|
SU114289A1 |
| Линия для изготовления полых корпусов | 1985 |
|
SU1319982A1 |
| Магазинное устройство робототехнологического комплекса | 1987 |
|
SU1542669A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2072914C1 |
| Устройство для получения изделий из листового винипласта | 1960 |
|
SU139075A1 |
| ПОТОЧНАЯ ЛИНИЯ | 1971 |
|
SU317507A1 |
| СТАНОК ДЛЯ ОБРЕЗКИ И ЗАКАТКИ КРАЕВ | 1966 |
|
SU185829A1 |
| Полуавтоматический станок для обрезки выпрессовок клиновидных ремней | 1959 |
|
SU127379A1 |