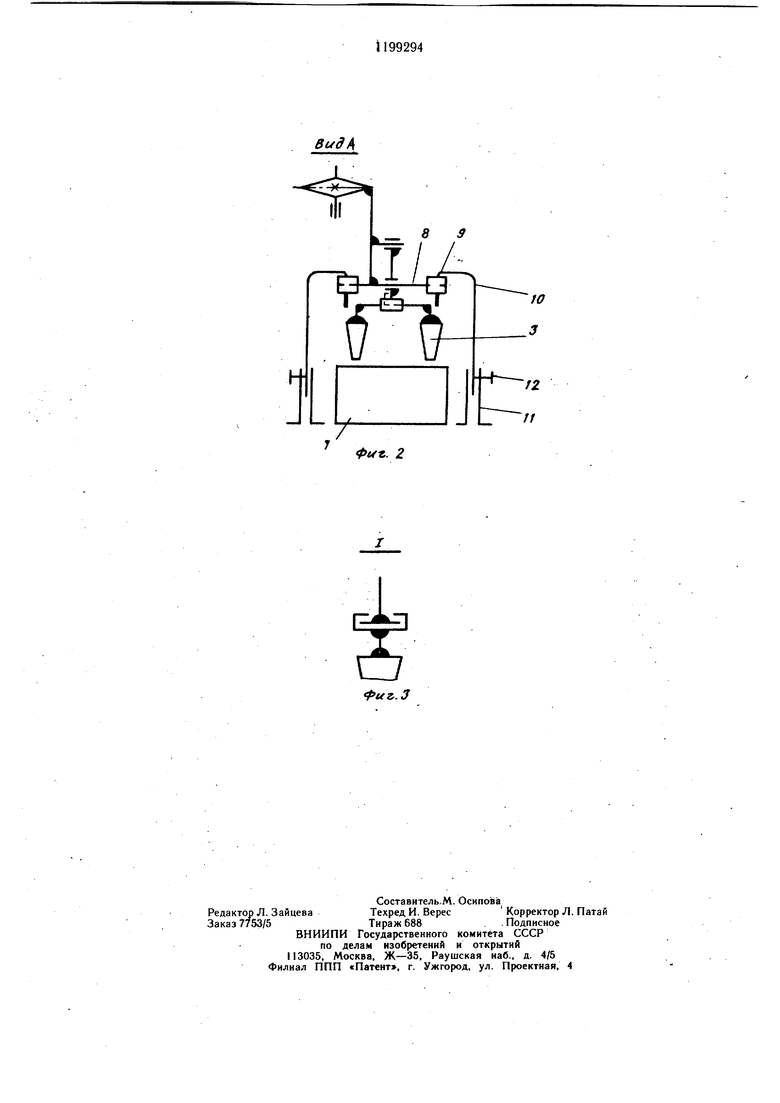
Изобретение относится к оборудованию для нанесения покрытий путем окунания изделий в ванну. Цель изобретения - повышение качества покрытия. На фиг. 1 изображена кинематическая схема устройства, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - узел 1 на фиг. 1. Устройство состоит из ванны 1 для материала покрытия, конвейерной цепи 2, на которой смонтирован механизм захвата изделия 3, выполненный в виде параллелограмма, жесткое крепление которого к цепи осуществляется посредством продолжения одного вертикального звена 4. На продолжении звена 5 закреплен, например, болтом 6 противовес 7. В средней части звена 5 жестко закреплена ось 8, несущая ролики 9, взаимодействующие с рабочей криволинейной поверхностью копиров 10, выполненных из прутков или трубы с наклонными участками а и горизонтальным участком b между ними. Копиры 10 установлены на опорах II по обе стороны ванны 1 с возможностью регулирования по высоте и зафиксированы фиксаторами 12. Конец продолжения подвижного второго вертикального звена 13 параллелограмма выполнен, например, Т-образной формы и вводится в П-образный паз захвата кассеты 14 с изделиями 3, связанными с последней щтырями (не указано). Для настройки положения звеньев 4, 5, 13 и 15, шарнирно соединенных в виде параллелограмма, предусмотрены регулировочные ограничители 16, жестко закрепленные на неподвижном вертика.льном звене 4 и взаимодействующие с звеном 15. Цепной конвейер приводится в движение электромеханическим приводом 17. После осуществления покрытия изделия поступают в сушильную камеру 18. Устройство работает следующим образом. Конвейерная цепь 2 посредством электромеханического привода 7 перемещается по замкнутому контуру, перемещая одновременно смонтированный на ней шарнирно соединенный параллелограмм из звеньев 4, 5, 13 и 15 подвижного вертикального звена 13 с Т-образным концом к кассете 14. Этот конец без остановки цепи 2 вводится в П-образный паз кассеты 14, в результате чего осуществляется захват кассет 14 и ее перемещение их к ванне 1. В зоне ванны 1 роли-. ки 9 взаимодействуют с поверхностью копиров 10, причем в зоне наклонных участков а с одной стороны кассеты 14 опускаются вертикалыго вниз в панну I, перпендикулярно зеркалу жидкого покрытия. При переходе роликов 9 на горизонтальный участок b копира И) происходит процесс транспортирования Изделий 9 при погружении в ванну Г до подхода роликов 9 к наклонному участку а с другой стороны. Здесь кассета Ц поднимается, перемещаясь вертикально вверх перпендикулярно зеркалу жидкого покрытия в ванне 1. После выхода роликов 9 из зоны взаимодействия с поверхностью копиров 10 под действием силы тяжести противовесов 7 подвижные звенья параллелограмма 5, 13 и 15 продолжают перемещаться вверх до соприкосновения их с ограничителем 16. Затем параллелограмм из звеньев 4, 5, 13 и 15 с кассетой 14 направляется в сушильную камеру 18. После сушки изделий 3 кассеты 14 без остановки цепи 2 освобождаются от фиксации на звене 13, т. е. Т-образйый конец этого вepтикaльнo p звена 13 автоматически выходит из П-образного паза кассеты 14. При дальнейшем передвижении последовательно захватываются новые ка.ссеты 14. Для регулирования высоты покрытия изделий осуществляют перемещение копиров 10 на требуемую высоту, при этом в зависимости от длины изделий освобождают фиксаторы 12 и копиры 10 перемещают вертикально в своих опорах 11 с последующей фиксацией. Во избежание удара роликов 9 о поверхность копиров 10 после их перемещения в новое положение изменяется исходное положение звеньев 5, 13 и 15 шарнирного параллелограмма, для чего ограничители 16 устанавливают таким образом, чтобы ролики 9 всегда входили в соприкосновение с рабочей поверхностью копиров 10 Противовесом 7 обеспечивается постоянство контакта роликов 9 с поверхностью этнх копиров 10 и возврат звеньев в исходное положение. В случае, когда не обеспечивается достаточная сушка материала покрытия на изделии 3 за один цикл, осуществляется повторная сушка. При этом, во избежание повторного покрытия этих изделий, копиры 10 снимаются, и кассеты 14 проходят над ванной 1, не окунаясь. Использование предлагаемого изобретения позволяет осуществить покрытие изделий при вертикальном их перемещении, перпендикулярно зеркалу покрытия в ванне, при этом кассеты с изделиями жестко зафиксированы на параллелограмме. Такое выполнение обеспечивает наиболее качественное покрытие методом окунания и расширяет технологические возможности, так как позволяет осуществить регулирование высоты покрытия изделий. При этом возможно обеспечить покрытие изделий разной длинь или частично не покрытых, а также исключить погружение в ванну для повторной сушки изделия.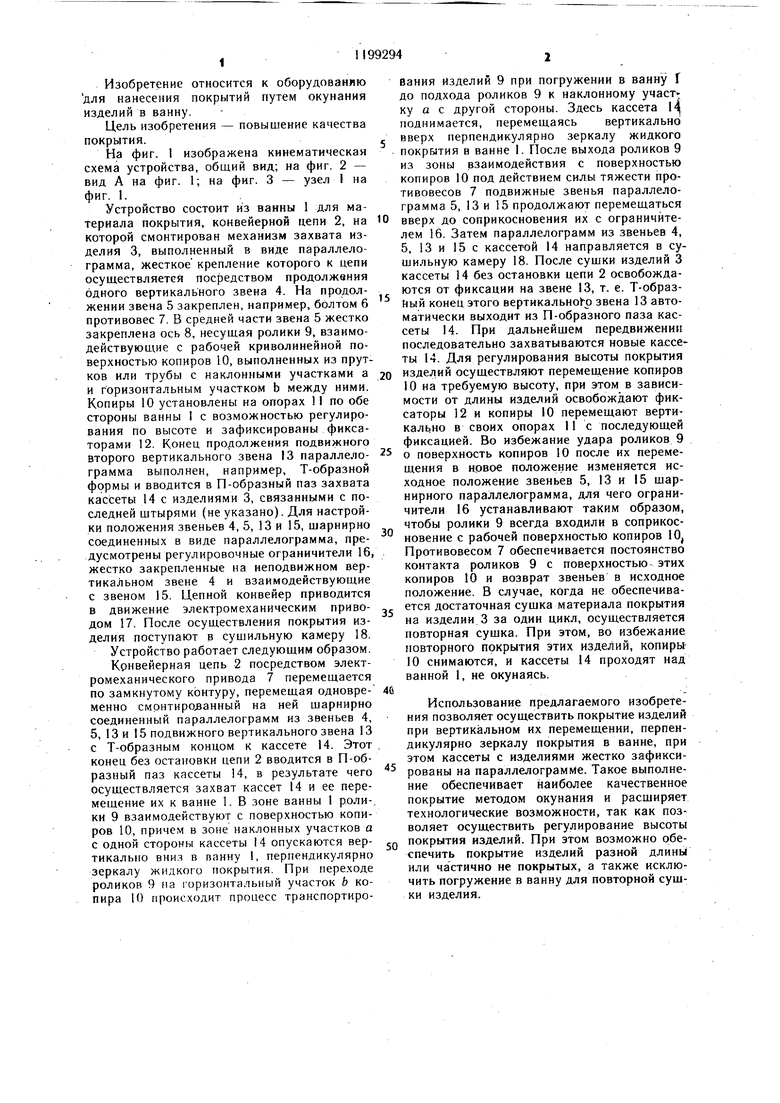
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нанесения покрытий | 1990 |
|
SU1757755A1 |
| Устройство для нанесения лакокрасочных покрытий | 1980 |
|
SU882637A1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ОКУНАНИЕМ | 2013 |
|
RU2623785C2 |
| Автомат для сварки под слоем флюса | 1984 |
|
SU1146168A1 |
| Устройство для нанесения эмалевого покрытия на плоские изделия | 1973 |
|
SU549505A1 |
| Подвеска грузонесущего конвейера | 1978 |
|
SU839891A1 |
| Устройство для разделения и кассетирования потока изделий | 1981 |
|
SU994346A1 |
| Устройство для нанесения покрытий на изделия погружением | 1981 |
|
SU954109A1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ ИЗДЕЛИЙ | 1995 |
|
RU2083362C1 |
| Устройство для погрузки штучных грузов в вагон | 1989 |
|
SU1735170A1 |
УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ путем окунания изделия, включающее ванну с жидким составом, расположенную над ней конвейерную цепь, смонтированные на цепи носители в виде шарнирно соединенных параллелограммных механизмов, каждый из которых снабжен роликом установленным с возможностью взаимодействия с копиром для перемещения по заданной траектории, и соединенные с носителями подвески для изделий, отличающееся тем, что, с целью повыщения качества покрытия, два противолежащих звена параллелограммного механизма снабжены увеличивающим длину участком, расположенном у одного звена сверху и соединенным с цепью, а у другого - снизу и соединенным с подвеской, причем эти звенья зафиксированы в вертикальном положении с возможностью перемещения перпендикулярно конвейерной цепи. (Л
| Устройство для нанесения лакокрасочных покрытий | 1980 |
|
SU882637A1 |
| кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Автоматическая линия с программным управлением для гальванических процессов | 1960 |
|
SU138792A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
