«
Изобретение о.тносится к обработке металлов давлением, в частности к устройствам для изготовления гибких гофрированных металлических трубопроводов (рукавов ), транспортирующих жидкости и газы, жидкие металлы и агрессивные среды, под давлением и в вакууме, при низких и высоких температурах.
Целью изобретения является повышение надежности путем упрощения конструкции и расширение диапазона изготавливаемых изделий в сторону меньших диаметров.
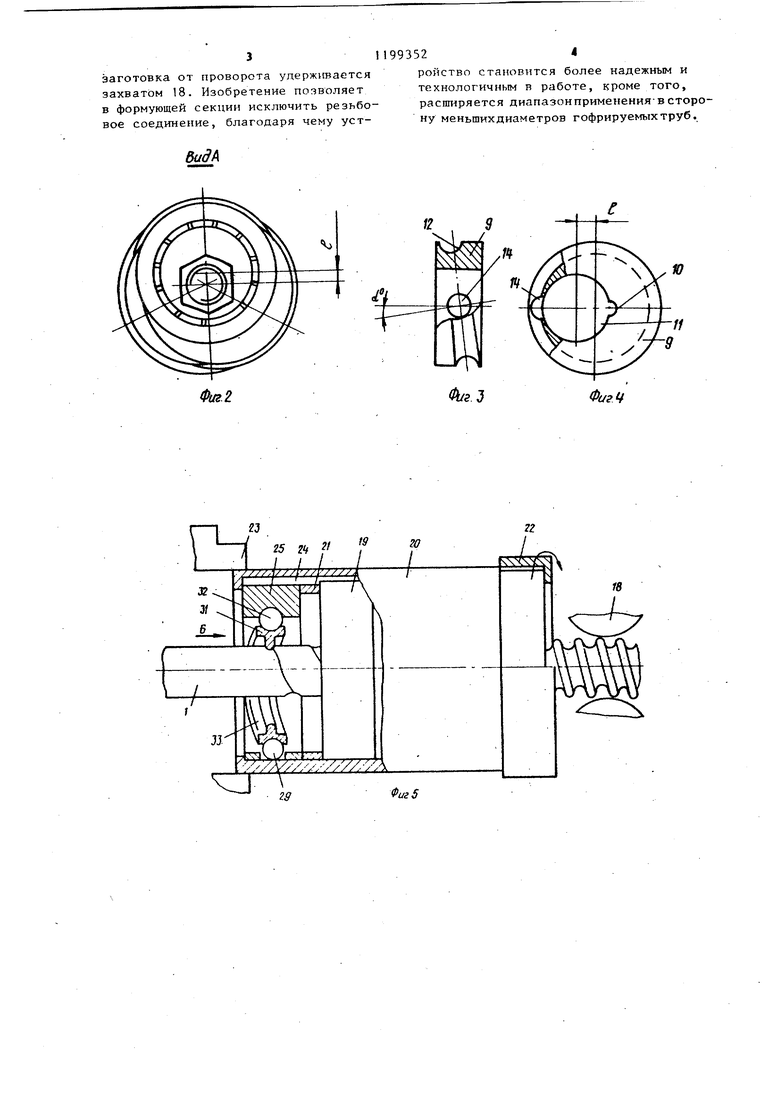
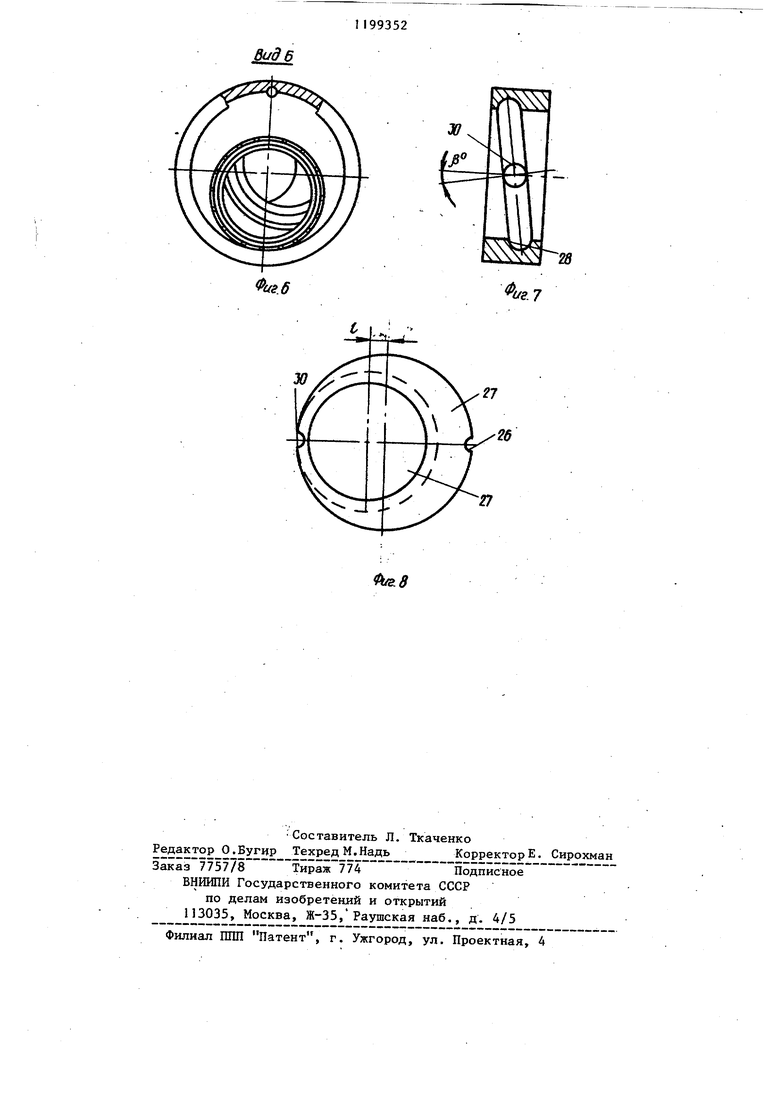
На фиг. 1 показано устройство для изготовления изделий с винтовыми гофрами (внутреннее формирование); на фиг. 2 - вид А на фиг. I; на фиг. 3 - эксцентричная внутренняя втулка; на фиг. 4 - то же, вид сбоку; на фиг. 5 - устройство для изготовления изделий с винтовыми .гофрами (наружное формование); на фиг. 6 - вид Б на фиг. 5; на фиг. 7 эксцентричная наружная втулка; на фиг. 8 - то же, вид рбоку.
Устройство для Изготовления изделий с винтовыми гофрами путем раздачи трубы расположено внутри трубной заготовки 1 и выполнено в виде ряда формующих роликовых секций 2, сидящих на валу 3 и разделенных между собой сменными прокладками, 4 переменной толщины. Гайка 5 скрепляет набор секций и прокладок на валу 3, который расположен соосно оси 6 труной заготовки 1, связан при помощи штанги 7 с приводом вращения (не показан) и выполнен с направляющим элементом 8 в виде шпонки.
Каждая формующая секция 2 содержит опорную и формующую втулки.
Опорная эксцентричная втулка 9 вьшолнена со шпоночнвм пазом 10, эксцентричным отверстием I1 и дорожкой 12 для тел 13 качения, имеющей глубину, равную минимальной толщине втулки. В месте схода дорожки 12 и отверстия 11 вьшолнено отверстие 14 для набора тел 13 качения.
Внутренняя поверхность формующей втулки 15 образует дорожку 16 для тел 13 качения. Снаружи жестко закреплен формующий элемент в виде кольцевого выступа 17, а ось располжена Под заданным углом di к оси трубной заготовки. .Дня удержания
99352
трубной заготовки от проворота служит захват 18, выполненный, например, в виде резиновых роликов. Тела 13 качения удерживают в дорожках 12
5 и 16 посредством вала 3, перекрываю. щего отверстие.
Устройство для изготовления изделий с винтовыми гофрами путем обжима расположено снаружи трубы заготовки
10 1 и выполнено в виде ряда формующих кольцевых секций 19, собранных внутри полого вала 20 и разделенных между собой сменными прокладками 21 переменной толщины.
15 Гайка 22 скрепляет набор секций и прокладок в полом валу 20, который расположен соосно оси трубы-заготовки, связан при помощи, например, патрона 23 с приводом вращения (не
20 показан) и выполнен с направляющим элементом 24 в виде щпонки.
Каждая секция 19 состоит из опорной эксцентричной.втулки 25 с шпоночпым пазом 26 и эксцентричньм отверстием 27,дорожкой 28 для тел 29 качения, расположенной под заданным углом ft° к оси заготовки, отверстием 30 для набора тел качения 29, проходящим через дорожку 28 качения в месте
3Q схода дорожки 28 и отверстия 27, и формующей втулки 31. Внутренняя поверхность формующей втулки 31 образует дорожку 32 для тел 29 качения, изнутри жестко закреплен формующий элемент в виде кольцевого выступа 33,
а ось втулки расположена под задан0
ным углом А к оси трубной заготовки.
Отверстие 30 совпадает с точкой касания дорожки 28 с наружной поверхностью втулки 25, поэтому при размещении секции 19 в полом валу 20 в «корпусе отверстие 30 закрепляется и тела качения надежно удерживаются между втулками. Дпя удержания трубной заготовки от проворота используется захват, выполненный, например, в виде резиновых роликов.
Устройство работает след тощим образом.
Трубная заготовка надевается на первые две-три роликовые секции 2 или вставляется в первые две-три кольцевые секции 19. Формование и перемещение трубы осуществляется снаружи формующими кольцевыми .секциями при вращении вала 3 и штанги 7 или патрона 23 от привода станка. Труба311993524
заготовка от проворота удерживается ройство становится более надежным и захватом 18. Изобретение позволяет технологичным в работе, кроме того, в формующей секции исключить резьбо- расширяется диапазонприменения-всторовое соединение, благодаря чему уст- ну меньшихдиаметров гофрируемых труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления изделий с винтовыми гофрами | 1973 |
|
SU579071A1 |
| Устройство для изготовления полых,преимущественно составных деталей с наружными и внутренними профилированными кольцевыми утолщениями | 1982 |
|
SU1097421A1 |
| Устройство для формования трубопроводов с винтовыми гофрами | 1983 |
|
SU1147473A1 |
| Устройство для формования трубопроводов с винтовыми гофрами | 1984 |
|
SU1292871A1 |
| Способ изготовления винтовых деталей и устройство для его осуществления | 1980 |
|
SU980897A1 |
| Каретка велосипеда | 1990 |
|
SU1782857A1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ | 1992 |
|
RU2067513C1 |
| Способ получения гофров на трубных заготовках | 1990 |
|
SU1738428A1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 1999 |
|
RU2176570C2 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2011 |
|
RU2481911C2 |
1. УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ издалий с винтовыми ГОФРАМИ из трубных заготовок, содержащее рабочий инструмент, связанный с приводным валом и вьтолненный в виде формующих секций и размещенных между ними прокладок, при этом каждая фор.мующая секция выполнена из концентрично установленных формующей втулки с кольцевым рабочим выступом и опорной эксцентричной втулки с шпоночным пазом для крепления на приводном валу, а на обращенных одна к другой поверхностях втулок выполнены беговые дорожки для тел качения, отли.чающееся тем, что, с целью повышения надежности путем упрощения конструкции и расширения диапазона изделий, глубина дорожки на опорной эксцентричной втулке вьтолнена равной ее минимальной толщине, а в сечении схода дорожки и отверстия опорной эксцентричной втулки выполнено радиальное отверстие для набора тел качения. 2. Устройство по п. 1, отли(Л чающееся тем, что приводной вал выполнен полым, а формующие секции установлены внутри вала. со со 00
К
//
Фиг.2 vj
г J
Stfd6
X
Ф.
иг. 7
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГИБКИХ МЕТАЛЛИЧЕСКИХРУКАВОВ | 0 |
|
SU238508A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для изготовления изделий с винтовыми гофрами | 1973 |
|
SU579071A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
