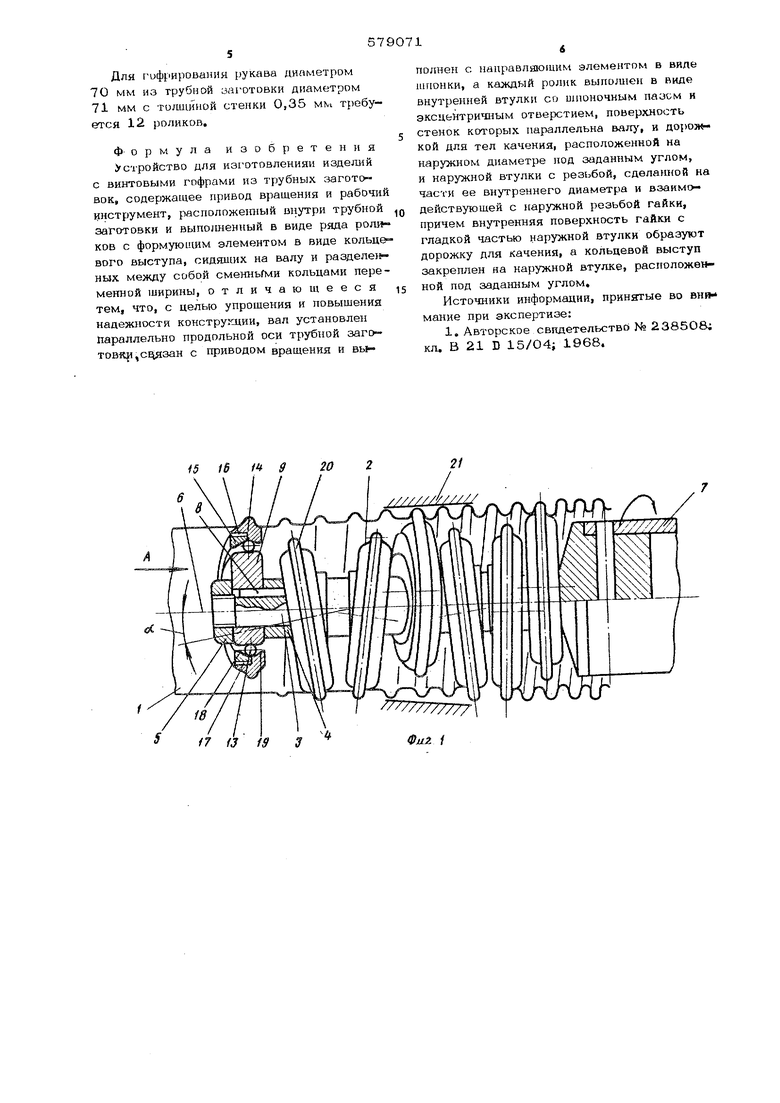
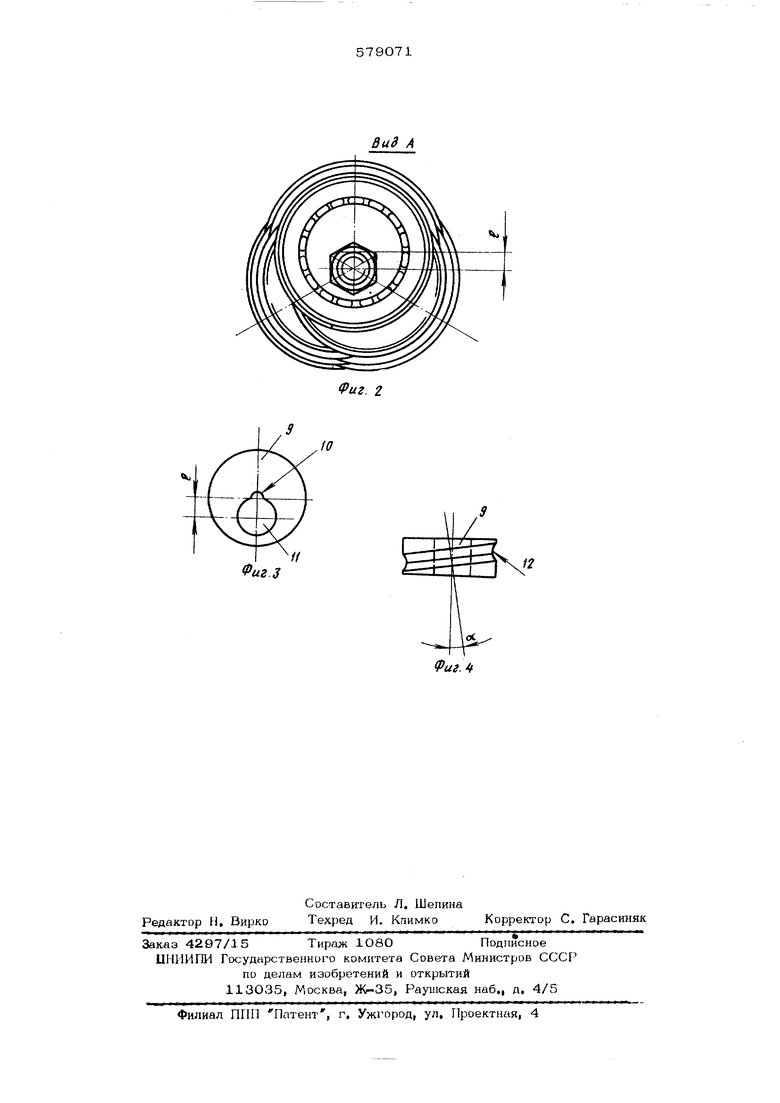
аметра и взаимодействующей с наружной резьбой гайки, причем внутренние поверхности гайки с гладкой частью наруяошй втулки образуют дорожку для качения, а кольцевой выступ закреплен на наружной втулке, расположенной под заданным уг- лом. На фиг. 1 показано устройствОв общий вид; на фиг. 2 - то жв} вид по стрелке А на фиг, 1; на фиг, 3 - внутренняя втул Kai на фиг. 4 - то же, вид сбоку. Устройство для изготовления изделий с винтовыми гофрами содержит рабочий инструмент} расположенный внутри труб ной заготовки 1 и выполнеш1ый в виде ря да формующих роликов 2, сидящих на 3 и разделе шых между собой сменны ми кольцами 4 переменной шир1шьь Гай ка 5 скренляет набор роликов и колец на ва лу 3, который расположен параллельно пр дольной оси 6 трубной заготовки I, . зан при помощи щтанги 7 с приводом вра щения (на чертеже не показан) и выпол ней с направляющим элементом 8 в виде ишонки. Каждый ролик 2 сгстоит из внут« ренней втулки 9 со шпоночным пазом 10 и эксцентричным отверстием 11 поверхнос стенок которых параллельна валу, и дорож кой 12 для тел качения 13, расположенно под заданным углом ot к оси заготовкии и наружной втулки 14 и гайки 15 Резьба 16 на части внутреннего диаметра втулки 14 взаимодействует с резьбой 17 на на Количество формующих роликов, шт Диаметры формующих роликов; мм Соотношение диаметров ролика и трубы Угол наклона о, формующих роликов равен соответственно Ширина кольца между роликами соответ ственно, мм Фактический профиль, полу-чениый модель ружном диаметре гайки. Внутренние поверхности 18 и 19 соответственно гайки и гладкой части втулки 14 образуют дорожку для тел качения 13. На втулке 14 жестк закреплен формующий элемент в виде кольцевого выступа 2О, а сама втулка расположена под заданным углом d к оси трубной заготовки Если эксцентриситет внутренней втулки 9 посто5шен, то диаметр формующих элементов роликов должен постепенно увеличиваться, и наоборот. Наружную втулку можрно соединять с внутренней нри помощи подшипника. Количество формуюошх роликов 2 может быть различным, и зависит от высоты гофра- и толщины стенки трубной заготовки. Для удержания трубной заготовки от вращения используют захват 21 Работает устройство следующим обраом. Трубная заготовка 1 при помощи 2.1. надевается на первые два-три 2, Формовш1ие и перемещение трубы существляется изнутри формующими ролиами при вращейии вала 3 и щтанги 7 т привода станка,. Основные параметры действующей модели стройства, изготовленной для гофрирова ия рукавов диаметром 70 мм из трубной заготовки 71 мм и толщиной стенки Ор25 мм, сваренных контактно-кроликовой варкой; 59, 60, 61, 62, . 63, 64, 65, 66, 67, 68, 68,5, 69, 69, 69 от 83 до 97% 420; 4°20; 420| 4°20 i 4°20 ; 4°; «0,...1о°оп . 3 SO г о oU J «э ; 2°4d; 2V; 1°30; 1°. 9, 9, 8,4i 6,8; 6,5; 6, 4, 3,5i 2,5; ,5 5, 1, 2 Шаг гофра Высота гофра 7, диаметр рукава 84р5.
Для Рифрирования рукава диаметром
70мм из трубной заготовки диаметром
71мм с TojmiHHOfi стенки 0,35 MNI требуется 12 роликов,
Ф-ормула изобретения Устройство для изготовленияи изделий с винтовыми гофрами из трубных заготовок, содержащее привод вращения и рабочий инструмент, расположет1Ый внутри трубной заготовки и выпо)шенный в виде ряда роликов с формующим элементом в виде кольцевого выступа, сидящих на валу и разделе) ных между собой сменньГми кольцами переменной ширины, отличающееся тем, что, с целью упрощения и повыщения надежности конструкции, вал установлен Параллельно продольной оси трубной заго товкр, с приводом вращения и вын
полнея с направлшошим элементом в виле шпонки, а каждый ролик, выпогашн в виде внутренней втулки со шпоночным насзом и эксцентричным отверстием, поверхность стенок которых параллельна вал)% и доро №кой для тел качения, расположенной на наружном диаметре иод заданным углом, и наружной втулки с р езьбой, сделанной на части ее внутреннего диаметрш и взаимодействующей с наружной резьбой гайки, причем внутренняя поверхность гайки с гладкой частью наружной втулки образуют дорожку для качения, а кольцевой выступ закреплен на наружной втулке, расположенной под заданным углом.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство № 23850&; кя, В 21 D 15/04; 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления изделий с винтовыми гофрами | 1983 |
|
SU1199352A1 |
| Устройство для формования трубопроводов с винтовыми гофрами | 1983 |
|
SU1147473A1 |
| Станок для образования гофров на трубных заготовках | 1969 |
|
SU413716A1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ МНОГОЗАХОДНЫХ ВИНТОВЫХ ТРУБ | 2007 |
|
RU2339478C1 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ ПОД ДАВЛЕНИЕМ УСО-70 | 2015 |
|
RU2603413C2 |
| ПУСКОВОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО ГОРЕНИЯ | 1925 |
|
SU6352A1 |
| Переносное устройство для зиговки труб | 1986 |
|
SU1395403A1 |
| ВЕЛОСИПЕД ДВУХКОЛЕСНЫЙ | 2018 |
|
RU2696749C1 |
| БЕСКРИВОШИПНЫЙ ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 1996 |
|
RU2115810C1 |
| Способ изготовления труб с кольцевыми гофрами и устройство для его осуществления | 1987 |
|
SU1535664A1 |
15 16 It 9 17 (3 19 У 20
и
Фигз
