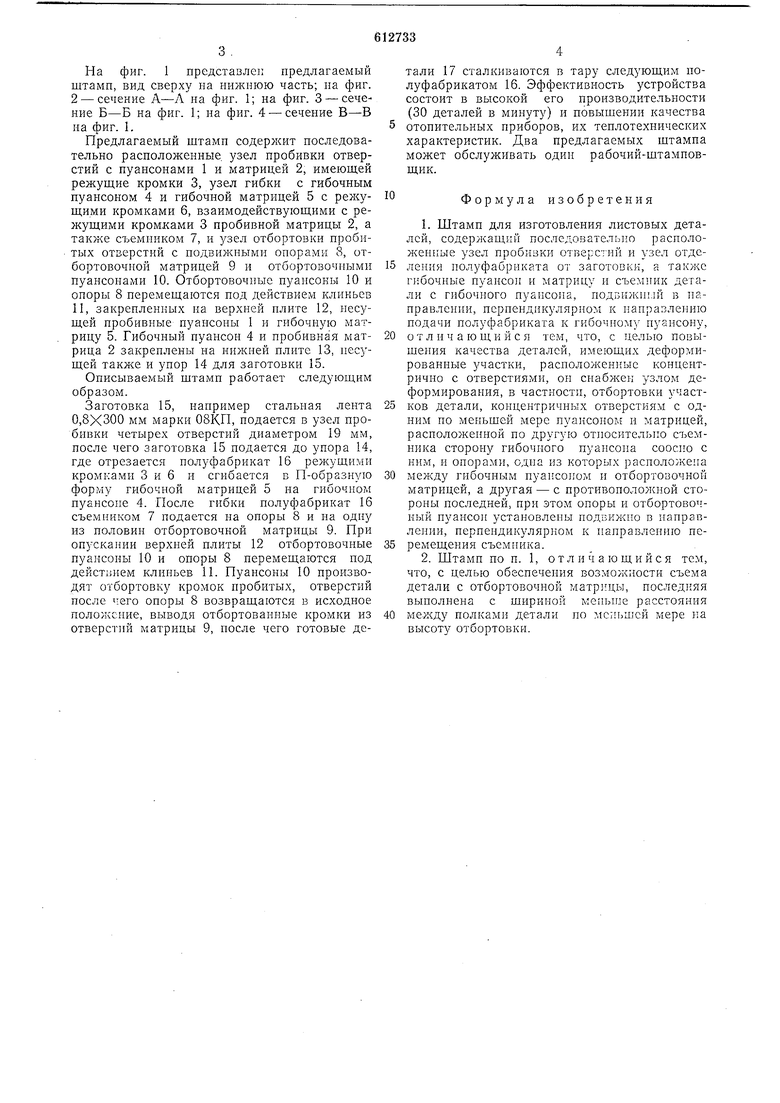
На фиг. 1 представлен предлагаемый штамп, вид сверху на нижнюю часть; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4- сечение В-В на фиг. 1.
Предлагаемый штамп содержит последовательно расположенные, узел пробивки отверстий с пуапсонамп 1 и матрицей 2, имеюш,ей режущие кромки 3, узел гибки с гибочпым пуансоном 4 и гпбочпой матрицей 5 с рех ушими кромкамп 6, взаимодействуюшими с режущими кромками 3 пробивной матрицы 2, а также съемником 7, и отбортовки пробитых отверстий с подвижными опорами 8, отбортовочной матрицей 9 и отбортовочпыми пуансонами 10. Отбортовочные пуансоны 10 и опоры 8 перемещаются под действием клиньев II, закрепленных на верхней плите 12, несущей пробивные пуансоны 1 и гибочную матрицу 5. Гибочный пуансон 4 и пробивная матрица 2 закреплены на нижней плите 13, несущей также и упор 14 для заготовки 15.
Описываемый штамп работает следующим образом.
Заготовка 15, например стальная лента 0,8X300 мм марки 08КП, подается в узел пробивки четырех отверстий диаметром 19 мм, после чего заготовка 15 подается до упора 14, где отрезается полуфабрикат 16 режущими кромками 3 и 6 п сгибается в П-образную форму гибочной матрицей 5 па гибочном пуансоне 4. После гибки полуфабрикат 16 съемником 7 подается на опоры 8 и на одну пз половин отбортовочной матрицы 9. При опускании верхней плиты 12 отбортовочные пуансоны 10 и опоры 8 перемещаются под дейстнием клнньев И. Пуансоны 10 производят отбортовку кромок пробитых, отверстий после чего опоры 8 возвращаются в исходное положение, выводя отбортованные кромки из отверстий матрицы 9, после чего готовые детали 17 сталкиваются в тару следующим полуфабрикатом 16. Эффективность устройства состоит в высокой его производительности (30 деталей в минуту) п повышении качества отопительных приборов, их теплотехпических характеристик. Два предлагаемых штампа может обслуживать один рабочий-штамповщик.
Формула изобретения
1.Штамп для изготовлеппя листовых деталей, содержащий последовательно расположенные узел пробивки отверстий и узел отделения полуфабриката от заготовки, а также гибочные пуансон и матрицу п съемник деталн с гибочного пуансона, ПОДБИЖНМЙ в направлении, перпендикулярном к направлению подачи полуфабриката к гибочному нуансону,
отличающийся тем, что, с целью повышения качества деталей, имеющих деформированные участки, расположенные концентрично с отверстиями, он снабжен узлом деформнрования, в частности, отбортовки участков детали, концентричных отверстиям с одним но меньшей мере пуансоном и матрицей, расположенной по другую относительно съемника сторону гибочного пуансона соосно с ним, и опорами, одна из которых расположена
между гибочпым пуансоном п отбортовочной матрицей, а другая - с противоположной стороны последней, при этом опоры и отбортовочный нуансон установлены подвижно в направлении, перпендикулярном к нанравленпю неремещения съемника.
2.Штамп по п. 1, отличающийся тем, что, с целью обеспечения возможности съема детали с отбортовочной матр1 цы, последняя выполнена с шириной мегнлпе расстояния
между полками детали но меньшей мере на высоту отбортовкн.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
| Штамп для вырубки, вытяжки, пробивкии ОТбОРТОВКи | 1979 |
|
SU841727A1 |
| Штамп совмещенного действия | 1978 |
|
SU697229A1 |
| Способ изготовления полых деталей | 1986 |
|
SU1423222A1 |
| Штамп последовательного действия | 1982 |
|
SU1044383A1 |
| Штамп для изготовления втулок из листового материала | 1975 |
|
SU564053A1 |
| Штамп для отрезки и гибки | 1981 |
|
SU980898A1 |
| Штамп совмещенного действия | 1978 |
|
SU747579A1 |
| Комбинированный совмещенный штамп | 1983 |
|
SU1138208A1 |
| Штамп для вырубки и пробивки деталей из листового материала | 1977 |
|
SU774701A1 |

