I
Изобретейие относится к обработке металлов давлением, а именно к кузнечно-штамповочному производству, и может быть использовано при получении изделий типа стаканов с асимметричными элементами.
Целью изобретения является снижение экономических здтрат путем упрощения формы загр,товки.
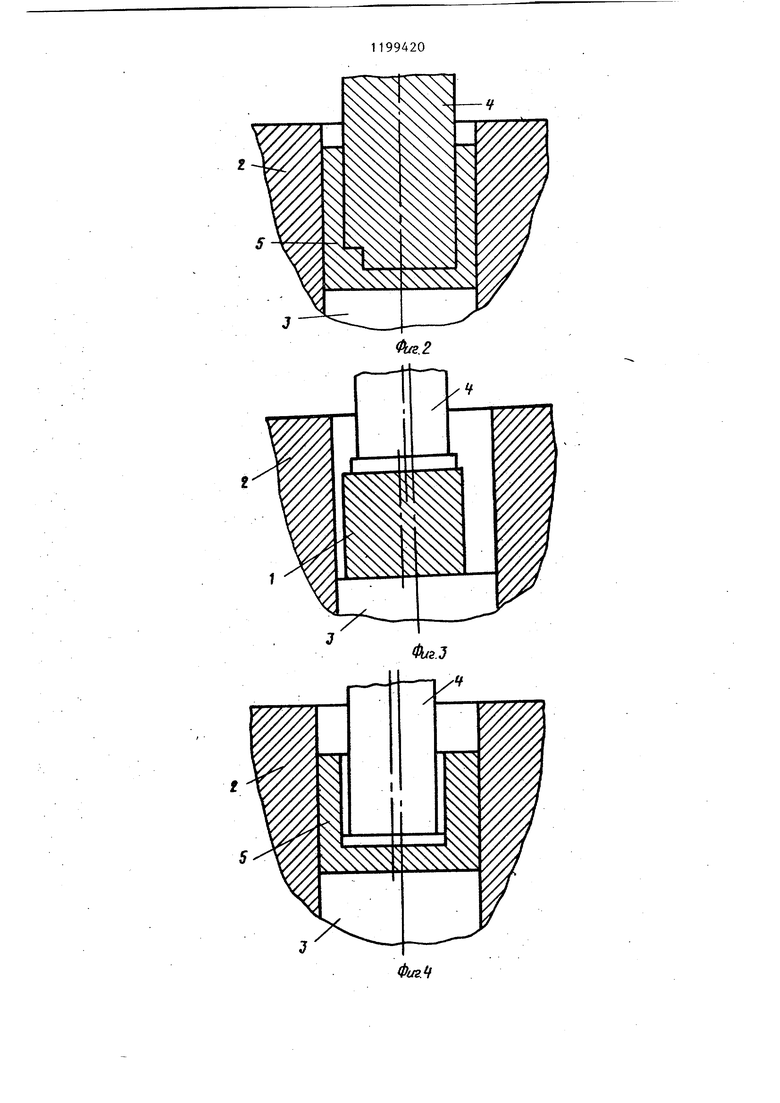
На фиг. 1 показано исходное положение заготовки в матрице при получении стакана с выстуйом; на фиг. 2то же, конечное положение; на фиг. 3исходное положение заготовки в матрице при получении стакана со стенкой переменной толщины на фиг. 4 - то же, в конечном положении на фиг. 5 изделие типа стакана с выступом; на фиг. 6 - изделие типа стакана со сТенкой переменной толщины.
Способ осуществляют следующим образом.
Заготовку 1 постоянной высоты с формой поперечного сечения, подобной форме поперечного сечения полости матрицы 2, но меньшей площадью, размещают в матрице 2 на плоскости выталкивателя 3 (фиг. 1 и 3) со смещением центра тяжести ее поперечного сечения относительно центра тяжести поперечного сечения полости матрицы 2 в направлении, противоположном зоне, где при выдавливании из заготовки постоянной высоты с размерами в поперечном сечении, равными соответствующим размерам поперечного сечения полости матрицы, образуется стенка стакана избыточной высоты, после чего деформируют заготовку давлением пуансона 4 (фиг. 2 и 4), перемещая его в относительном движении вдоль стенок матрицы 2 навстречу выталкивателю 3 В результате деформирования заготовки образуется изделие - стакан 5.
По окончании процесса пуансон 4 извлекают из изделия 5, а последнее выталкивают из полости матрицы 2 выталкивателем 3.
Такое расположение заготовки приводит к выравниванию высоты стен.ки стакана к моменту завершения процесса выдавливания.
Пример, 1;, Штамп для выдавливания устанавливают 6 универсальном блоке на гидравлическом прессе модели ДА 2238. Максимальное усилие пресса 630 т-с. Заготовку 1 диаметром 80 мм и высотой 51,4 мм
994202
из отожженной меди МО 6 устанавливают в полость матрицы 2 диаметром 90 мм на .опорной поверхности выталкивателя 3 (фиг. 1) со смещением
5 0,6 мм центра тяжести ее поперечного сечения относительно центра тяжести поперечного сечения полости матрицы 2 в направлении, противоположном зоне, где при вьщавливании
JO из заготовки 90мми высотой 41,7мм образуется стенка стак,§на наибольшей высоты, в данном случае в направлении зоны образования выступа на дне стакана, прилегакидего к стенке стакана.
J5 При рабочем ходе пресса пуансон выдавливает металл заготовки в зазор между пуансоном и матрицей (фиг. 2). Благодаря применению такой заготовки и такому размещению
2Q ее в полости матрицы получают стакан 5 (фиг. 2), форма полученного стакана представлена на фиг. 5. Наружный диаметр стакана 90 мм, внутренний диаметр 75 мм, толщина стенки в зоне выступа на дне стакана
22,5 мм, толщина дна 10мм,тол|Щ1на дна в зоне выступа 24 мм, ширина выступа 22 мм, высота стакана 107Т2 мм.
Пример 2. Штамп для выдавливания устанавливают в универсальном блоке на гидравлическом прессе модели ДА 2238. Максимальное усилие пресса 630 т.е. Заготовку 1 диаметром 80 мм и высотой 46 мм из отожженной меди МО устанавливают в полость матрицы 2 диаметром 90 мм на опорной поверхности выталкивателя 3 (фиг. 3) со смещением 2,75 мм центра тяжести ее поперечного сечения относительно центра тяжести поперечного сечения полости матрицы 2 в направлении, противоположном зоне, где при выдавливании из заготовки J 90 мм и высотой. 48,7 мм образуется стенка стакана
наибольшей высоты, в данном случае в направлении зоны минимального зазора между пуансоном 4 и матрицей 2.
При рабочем ходе пресса пуансон выдавливает металл заготовки в за-
зор между пуансоном 4 и матрицей 2 (фиг. 4). Благодаря применению такой заготовки и такому размещению ее в полости матрицы получают стакан 5 (фиг. 4), форма полученного стакана
представлена на фиг. 6. Наружный диаметр стакана 90 мм, внутренний диаметр 64 мм, наименьшая толщина стенки 6,5 мм, высота 67i2 мм.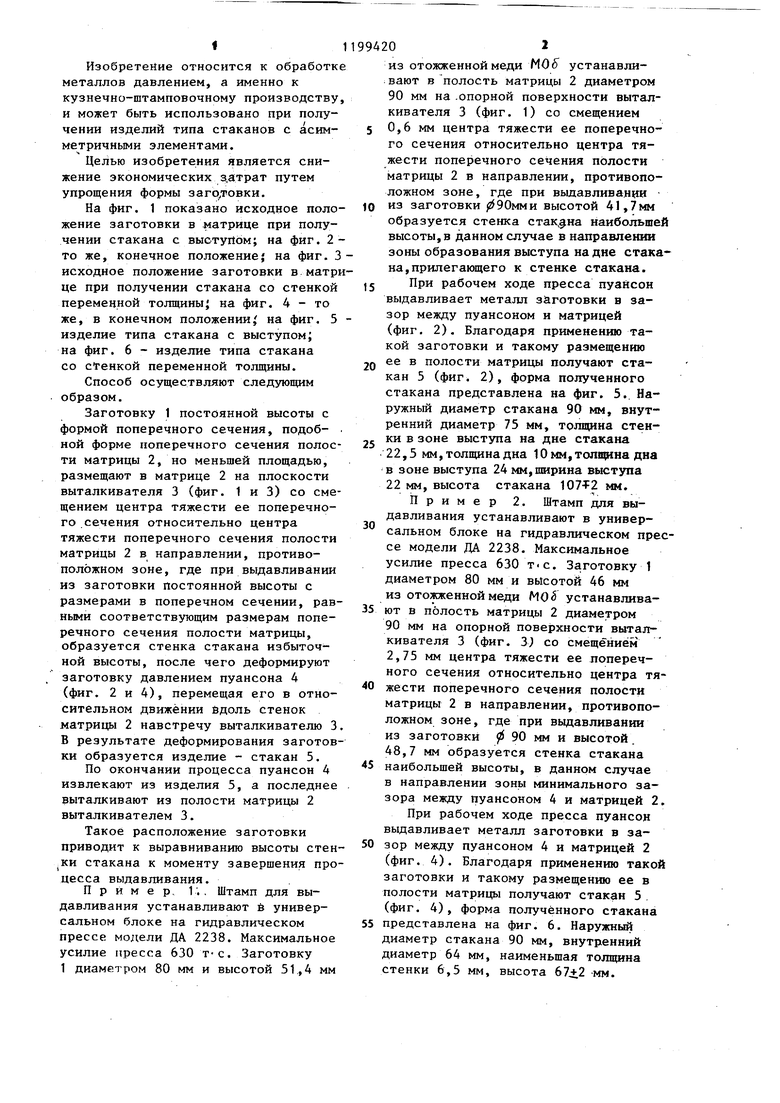
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Способ изготовления изделий типа стаканов | 1990 |
|
SU1750845A1 |
| СПОСОБ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ ТИПА СТАКАН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2660472C1 |
| Способ изготовления изделий типа стаканов с кольцевым поднутрением | 1988 |
|
SU1660829A1 |
| Способ изготовления оправки для прошивного стана | 2022 |
|
RU2791720C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ С ФЛАНЦЕМ | 1994 |
|
RU2108183C1 |
| СПОСОБ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ ТИПА СТАКАНОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2602936C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОМЕЖУТОЧНОЙ ЗАГОТОВКИ ДЛЯ КОЛЛЕКТОРА ЭЛЕКТРОДВИГАТЕЛЯ | 2001 |
|
RU2185918C1 |
| Способ выдавливания полых изделий | 1989 |
|
SU1792784A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ТИПА КРЫШЕК ИЛИ ДНИЩ | 2013 |
|
RU2567416C2 |
СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ТИПА СТАКАНОВ, включающий размещение заготовки в матрице и ее обратное вьщавливание, отличающийся тем, что, с целью снижения экономических затрат, используют заготовку постоянной высоты с формой поперечного сечения, подобной форме поперечного сечения полости матрицы, но с меньшей площадью, а размещение заготовки в.матрице осуществляют со смещением центра тяжести ее поперечного сечения относительно центра тяжести поперечного ,сечения полости матрицы. (Л С ср ;о 4 ю
| Способ получения изделий типа стаканов со стенкой переменной толщины | 1979 |
|
SU874254A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
