(54) СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ТИПА СТАКАНОВ СО СТЕНКОЙ ПЕРЕМЕННОЙ ТОЛЩИНЫ
1
Изобретение относится к области обработки металлов давлением, а именно к технологии изготовления изделий типа стаканов со стенкой переменной толщины «обратным выдавливанием.
Известен способ получения изделий типа стаканов со стенкой переменной толщины, включающий размещение заготовки в матрице и обратное выдавливание материала заготовки в неравномерный зазор между пуансоном и матрицей 1.
При изготовлении изделий типа стаканов со стенкой переменной толщины таким способом детали получаются разновысотными по контуру из-за неравномерного течения металла между матрицей и пуансоном. Получаемую заготовку с разной высотой по контуру обрезают до заданной высоты, в результате чего материал идет в отход, а трудоемкость изготовления детали увеличивается.
Целью изобретения является повышение качества изделий.
Эта цель достигается тем, что в способе получения изделий типа стаканов со стенкой переменной толщины, включающем размещение заготовки в матрице и обратное выдавливание материала заготовки в неравномерный зазор между пуансоном и матрицей, используют заготовку переменной высоты ив матрице ее размещают так, чтобы участок заготовки максимальной высоты находился в зоне минимального зазора между пуансоном и матрицей.
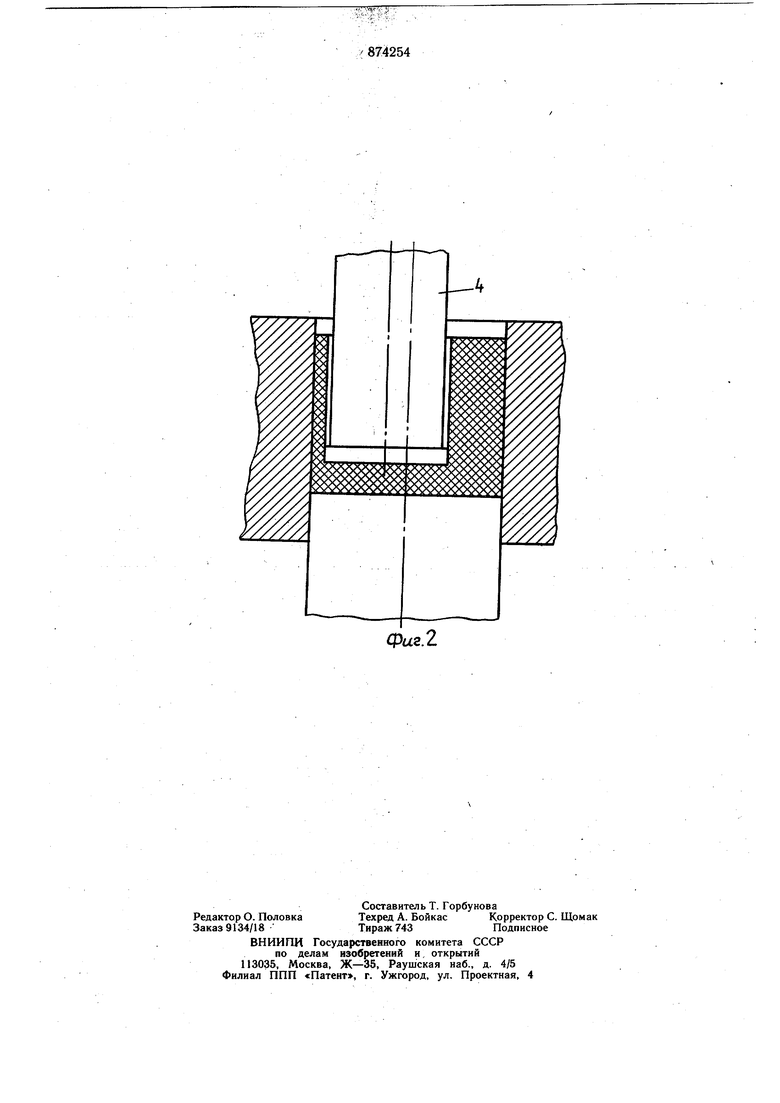
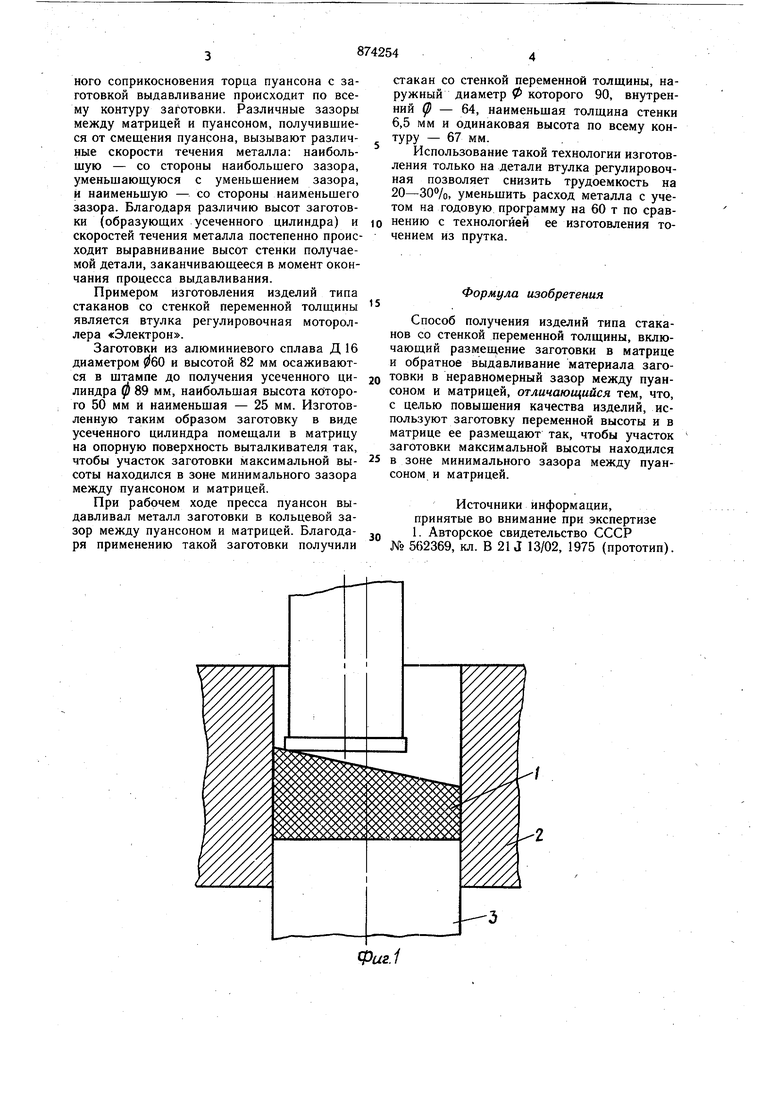
На фиг. 1 показана схема деформирования заготовки по предлагаемому способу, в начале процесса;на фиг. 2 - то
же в конце процесса.
Заготовку 1 переменной высоты, напри10мер, в виде усеченного цилиндра, помещают в матрицу 2 на опорную поверхность выталкивателя 3 так, чтобы участок заготовки максимальной высоты находился в зоне минимального зазора между пуансоном 4
15 и матрицей 2.
При рабочем ходе пресса пуансон 4 своим давлением на заготовку 1, которая находится на опорной поверхности выталкивателя 3, выдавливает металл заготовки 1 в кольцевой зазор между матрицей 2 и пуансоном 4
20 сначала со стороны наибольщей высоты заготовки, приближаясь к участку с наименьшей высотой заготовки. С момента полного соприкосновения торца пуансона с заготовкой выдавливание происходит по всему контуру заготовки. Различные зазоры между матрицей и пуансоном, получившиеся от смещения пуансона, вызывают различные скорости течения металла: наибольшую - со стороны наибольшего зазора, уменьшающуюся с уменьшением зазора, и наименьшую - со стороны наименьшего зазора. Благодаря различию высот заготовки (образующих усеченного цилиндра) и скоростей течения металла постепенно происходит выравнивание высот стенки получаемой детали, заканчивающееся в момент окончания процесса выдавливания.
Примером изготовления изделий типа стаканов со стенкой переменной толщины является втулка регулировочная мотороллера «Электрон.
Заготовки из алюминиевого сплава Д 16 диаметром 060 и высотой 82 мм осаживаются в штампе до получения усеченного цилиндра ф 89 мм, наибольшая высота которого 50 мм и наименьшая - 25 мм. Изготовленную таким образом заготовку в виде усеченного цилиндра помещали в матрицу на опорную поверхность выталкивателя так, чтобы участок заготовки максимальной высоты находился в зоне минимального зазора между пуансоном и матрицей.
При рабочем ходе пресса пуансон выдавливал металл заготовки в кольцевой зазор между пуансоном и матрицей. Благодаря применению такой заготовки получили
стакан со стенкой переменной толщины, наружный диаметр 0 которого 90, внутренний (J) - 64, наименьшая толщина стенки 6,5 мм и одинаковая высота по всему контуру - 67 мм.
Использование такой технологии изготовления только на детали втулка регулировочная позволяет снизить трудоемкость на 20-30%, уменьщить расход металла с учетом на годовую программу на 60 т по сравнению с технологией ее изготовления точением из прутка.
Формула изобретения
Способ получения изделий типа стаканов со стенкой переменной толщины, включающий размец енне заготовки в матрице и обратное выдавливание материала заготовки в неравномерный зазор между пуансоном и матрицей, отличающийся тем, что, с целью повышения качества изделий, используют заготовку переменной высоты и в матрице ее размещают так, чтобы участок заготовки максимальной высоты находился
в зоне минимального зазора между пуансоном и матрицей.
Источники информации, принятые во внимание при экспертизе 1- Авторское свидетельство СССР
№ 562369, кл. В 21 J 13/02, 1975 (прототип).
фаг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ОБРАТНОГО ВЫДАВЛИВАНИЯ ИЗДЕЛИЙ ТИПА СТАКАНОВ | 1992 |
|
RU2013181C1 |
| Способ получения изделий типа стаканов | 1983 |
|
SU1199420A1 |
| Способ изготовления деталей типа инструмента с формообразующей полостью | 1989 |
|
SU1682029A1 |
| ЗАГОТОВКА ОБОЛОЧКИ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2176569C2 |
| ЗАГОТОВКА ОБОЛОЧКИ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2209705C2 |
| СПОСОБ ВЫДАВЛИВАНИЯ ТОНКОСТЕННЫХ СТАКАНОВ С ТОЛСТЫМ ДНОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2761507C2 |
| СПОСОБ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ ТИПА СТАКАНОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2602936C2 |
| Способ изготовления деталей типа инструмента с формообразующей полостью и штамп для его осуществления | 1985 |
|
SU1416257A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА СТАКАНОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2092268C1 |
| Способ изготовления изделий типа стаканов | 1990 |
|
SU1750845A1 |