со со и
4; ts9
Изобретение относится к литейному производству, а именно для получения стальных отливок по выплавляемым моделям при безопочном прокаливании оболочковых форм.
Цель изобретения - повышение качества поверхности отливок за счет уменьшения обезуглероженного слоя и интенсификации охлаждения форм.
Сущность способа заключается в следующем. Залитую в опорном наполнителе на основе кварца оболочковую форму охлаждают в псевдокипящем слое песка, а кипящий слой песка дополнительно содержит 2,0-2,7%-ную водно-восковую дисперсию.
Повьшение качества поверхности отливок достигается за счет образования восстановительной атмосферы в результате разложения водно-восковой дисперсии под действием тепла залитого металла, отводимого через оболочку. Непрерывное кипение опорного наполнителя под действием холодного воздуха охлаждает опорный наполнитель до 80-100°С и способствует равномерному распределению добавки водно-восковой дисперсии в опорном наполнителе, что позволяет избежать в отдельных частях отливки ее науглероживания. Кроме того, присутствие в формовочном песке водно-восковой дисперсии усилит эффект ускоренного охлаждения, так как дополнительно создается испарительное охлаждение псевдокипящего слоя.
В опорный наполнитель вводят водно-восковую дисперсию с концентрацией 41-46%. Уменьшение концентрации ниже 41% не дает положительного эффекта. Увеличение концентрации выше 46% недопустимо из-за расслаивания дисперсии.
Оптимальное содержание в формовочном песке водно-восковой дисперсии 2-2,7%. При введении водно-восковой дисперсии менее 2% не обеспечивается получения качественной поверхности, так как образуется недостаточное количество газов, введение более 2,7% приводит к появлению газовых поверхностных дефектов, к повышенной влажности песка и, как следствие, к снижению его кипения. Количество водно-восковой дисперсии выбрано с учетом выноса продуктов реакции разложения вследствие кипения песка во время охлаждения залитой формы.
Несмотря на различие в плотности песка (f 2,65 г/см ) и водно-восковой дисперсии (р 0,965 г/см ), не возникают трудности в приготовлеНИИ однородной смеси опорного наполнителя. Наличие в дисперсии восков и смачивателей способствует прилипанию ее к зернам песка, в результате чего водно-восковая дисперсия обволакивает частицы песка и удерживается на них силами поверхностного натяжения, образуя плакированную смесь. Таким образом достигается равномерное распределение ВВД-3 в смеси и надежное
удержание ее на поверхности зерен песка в процессе работы.
Приготовление смеси песка с водновосковой дисперсией осуществляется в установке кипящего слоя, при этом
выполняют смешение ВВД-3 с песком, имеющим комнатную температуру или нагревшимся по ходу технологического процесса до температуры 80-100 С. Увлажнение песка оптимальной концентрацией дисперсии препятствует образованию пыли в процессе перемешивания, не приводит к комкованию и снижению текучести смеси.
Способ.опробован при охлаждении
0 залитого блока в псеэдокипящем слое песка с добавкой водно-восковой дисперсии в количестве 1-3%. Комбинированные оболочки (первые два слоя с этилсиликатным связующим, последующие три - с жидкостекольным связующим, обсыпка - шамотом) прокаливают в
ч
электропечах при 1000 С в течение 40 мин. Прокаленный блок погружают в кипящий слой опорного песка. Не
0 -более, чем через 1 мин оболочку заливают. При этом оболочка охлаждается до 750-800°С. После заливки блок выдерживают до температуры 300-400 С в подстуженном псевдокипящем слое
5 в течение 10 мин. За это время песок подогревается до температуры разложения водно-восковой дисперсии. После извлечения охлажденного блока при непрерывном кипении песка происходит выравнивание и снижение его температуры, и поэтому намереного охлаждения песка в предлагаемом способе не требуется. Извлеченный блок имеет температуру 300-400С, при
5 которой реакции окисления протекают медленно.
Определение обезуглероженного слоя в отливках, полученных по спо3
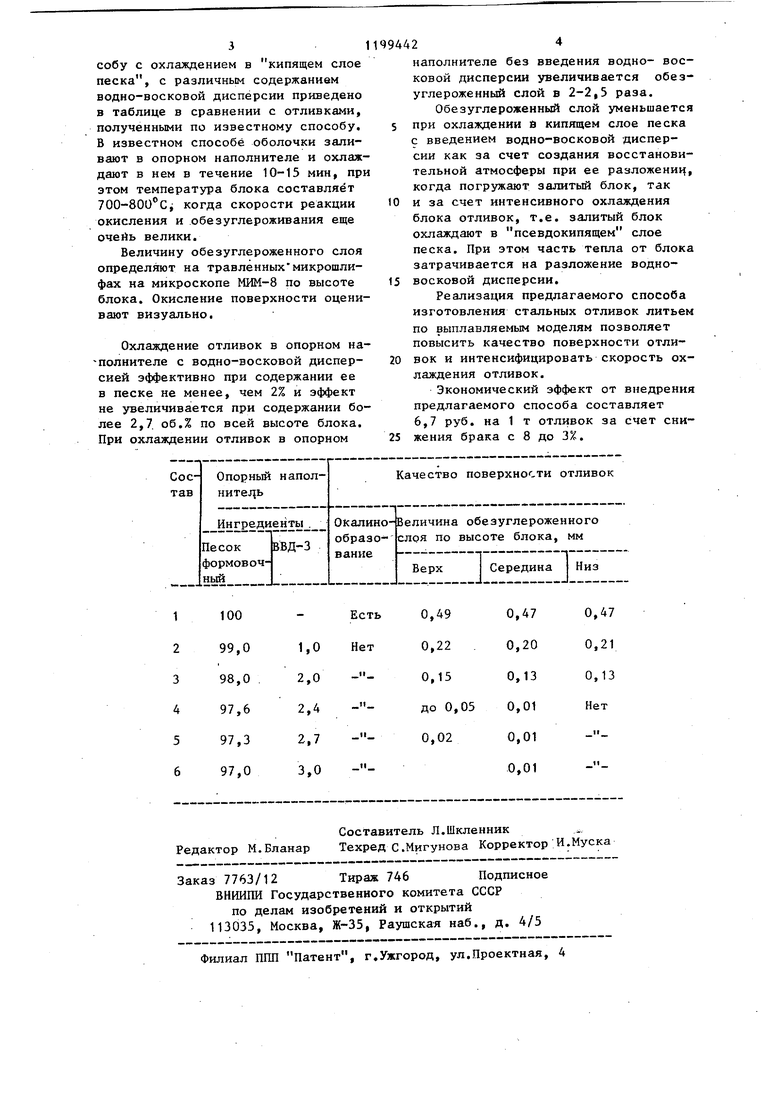
собу с охлаждением в кипящем слое песка, с различным содержанием водно-восковой дисперсии приведено в таблице в сравнении с отливками, полученными по известному способу. В известном способе оболочки заливают в опорном наполнителе и охлаждают в нем в течение 10-15 мин, при этом температура блока составляет 700-800 Cj когда скорости реакции окисления и обезуглероживания еще очейь велики.
Величину обезуглероженного слоя определяют на травленных микрошлифах на микроскопе МИМ-8 по высоте блока. Окисление поверхности оценивают визуально.
Охлаждение отливок в опорном на-полнителе с водно-восковой дисперсией эффективно при содержании ее в песке не менее, чем 2% и эффект не увеличивается при содержании более 2,7. об.% по всей высоте блока. При охлаждении отливок в опорном
Ч9А424
наполнителе без введения водно- восковой дисперсии увеличивается обезуглероженный слой в 2-2,5 раза.
Обезуглероженный слой уменьшается
5 при охлаждении S кипящем слое песка с введением водно-восковой дисперсии как за счет создания восстановительной атмосферы при ее разложениц, когда погружают залитый блок, так
10 и за счет интенсивного охлаждения блока отливок, т.е. залитый блок охлаждают в псевдокипящем слое песка. При этом часть тепла от блока затрачивается на разложение водно15 восковой дисперсии.
Реализация предлагаемого способа изготовления стальных отливок литьем по выплавляемым моделям позволяет повысить качество поверхности отливок и интенсифицировать скорость охлаждения отливок.
Экономический эффект от внедрения предлагаемого способа составляет 6,7 руб. на 1 т отливок за счет снижения брака с 8 до 3%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления отливок литьем по выплавляемым моделям | 1982 |
|
SU1026950A1 |
| Смесь для изготовления разовых форм | 1976 |
|
SU586959A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОЙ ОБОЛОЧКОВОЙ ФОРМЫ | 2020 |
|
RU2725921C1 |
| Опорный наполнитель для формовки керамических форм | 1976 |
|
SU634836A1 |
| Способ изготовления отливок из интерметаллидных сплавов в литье по выплавляемым моделям | 2022 |
|
RU2791680C1 |
| Опорная смесь для защиты отливок от обезуглероживания | 1980 |
|
SU971554A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВКИ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 1998 |
|
RU2142352C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2532750C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОЙ ФОРМЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2020 |
|
RU2729229C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ОБОЛОЧКОВЫХ ЛИТЕЙНЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2532764C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ ОТЛИВОК В МНОГОСЛОЙНЫХ ОБОЛОЧКОВЫХ ФОРМАХ, полученных по выплавляемым моделям, включающий погружение горйчей оболочковой формы в псевдоожиженный опорный наполнитель на основе кварцевого песка, заливку ее металлом, повторное псевдоожижение при удалении фомы, охлаждение, о т- личающийся тем, что, с целью повышения качества поверхности отливок за счет уменьшения обезуглероженного слоя и интенсификации охлаждения форм, зйлитые формы выдерживают в псевдоожиженном опорном наполнителе до температуры 300400°С, а опорный наполнитель имеет следующий состав, об.%: Кварцевый 97,3-98,0 песо 41-46%-ная 2,0-2,7 (Л водно-восковая дисперсия
| Танкелевич Б.Ш | |||
| и др | |||
| Предупреждение обезуглероживания при литье по выплавляемым моделям.- Литейное производство, 1981i № 6, с.20-21 | |||
| Литье по выплавляемым моделям | |||
| Под ред.Я.И.Шкленника и В.А.Озерова | |||
| Инженерная монография.- М.: Машиностроение, 1971, с.381-382. |
