1. 1 Изобретение относится к обработк металлов резанием и может быть использовано при прорезании канавок н деталях из труднообрабатываемых материалов . Цель изобретения - повьппение стой кости режущего инструмента, повьшение точности и чистоты обрабатываемых канавок за счет того, что опере жающее врезание осуществляют фасонным резцом, режущие кромки которого обрабатьюают торцы канавки, а срезание уступа производят другим резцом ширина которого больше ширины срезае мого уступа, но меньше ширины канавки. На чертеже изображена схема осуществления предлагаемого способа. На схеме показаны обрабатываемая деталь 1, фасонный резец 2, режущие кромки 3 фасонного резца, торцы 4 канавки, уступ 5, резец 6. Способ прорезания канавок на деталях 1 из труднообрабатываемого материала заключается в том, что one режакицее врезание осуществляют фасон ным резцом 2, режущие кромки 3 котот рого обрабатывают торцы 4 канавки, а срезание уступа 5 производят други резцом 6. При прорезании канавок на деталях из труднообрабатываемых материалов, обладак цих, например, большой вязкостью, происходит интенсивный изно 4 ПО вершинам резца, приводяпщй к затуплению режущей кромки, увеличению силы резания, нагреву зоны резания заклиниванию резца и выходу из строя, поэтому в предлагаемом способе торцы 4 канавки обрабатываются фасонным резцом 2, обеспечивающим опережающее врезание режуш;их кромок 3 в тело детали 1, при этом опережающее врезание (фиг. 1, и) выбирается в пределах, например, 0,1-0,5 мм, Срезание уступа производят резцом 6, которьй установлен в канавке с зазором (фиг. 1, еЛ) от торцов 4 для обеспечения подвода СОЖ в зону резания и улучшения условий теплоотвода . Размер режущих кромок 3 фасонного резца 2 принимают в пределах (1/4 - 1/5) ширины канавки, т.е. фасонным резцом 2 обрабатывается л/(40-50)% объема канавки, остальная часть в виде уступа срезается резцом 6, при этом ширина резца меньше ширины канавки, например на 0,5-1 мм. Приведенные величины предназначены для обработки стали 20x13. Обработка торцов канавки фасонным резцом, обеспечивающим опережающее врезание и срезание образовавшегося уступа другим резцом, позволяет повысить стойкость режущего инструмента.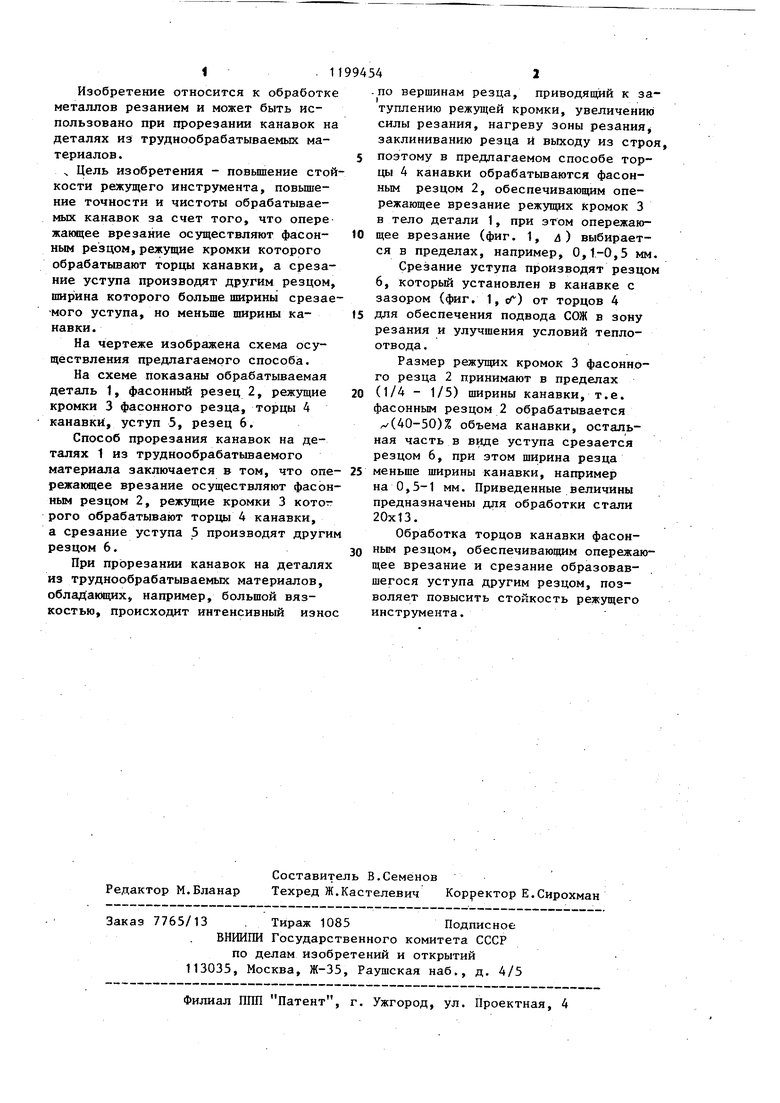
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прорезки кольцевых канавокНА ТОРцЕ зАгОТОВКи | 1979 |
|
SU821066A1 |
| ПРОРЕЗНАЯ ИЛИ ОТРЕЗНАЯ ДИСКОВАЯ ФРЕЗА | 1993 |
|
RU2041029C1 |
| Режущий инструмент для обработки и способ ремонта деталей из армированного волокном полимерного материала | 2013 |
|
RU2669964C2 |
| Режущий инструмент для обработки и способ резки детали из армированного волокном полимерного материала | 2013 |
|
RU2669965C2 |
| Кольцевой резец | 1982 |
|
SU1454239A3 |
| Резец | 1983 |
|
SU1115856A1 |
| ПАТРОН С РАДИАЛЬНЫМ ПЕРЕМЕЩЕНИЕМ РЕЗЦА | 2012 |
|
RU2509631C1 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| Способ определения оптимальной геометрии передней поверхности режущего инструмента | 1978 |
|
SU975221A1 |
| Сборный прорезной резец | 1991 |
|
SU1780933A1 |
СПОСОБ ПРОРЕЗАНИЯ КАНАВОК НА ДЕТАЛЯХ ИЗ ТРУДНООБРАБАТЫВАЕМОГО МАТЕРИАЛА, включающий опережакнцую прорезку периферийных канавок и ,срезание уступа, отличающийс я тем, что, с целью повышения точности обработки, опережающую прорезку канавок осуществляют фасонным резцом, а срезание уступа производят другим резцом, ширинакоторого больше ширины уступа, но меньше ширины канавки. § (Л со о i4 сл 4
| Способ отрезки заготовок | 1971 |
|
SU490572A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| СТРАХОВОЧНАЯ ТКАНАЯ ЛЕНТА ПОРОГОВОГО СРАБАТЫВАНИЯ | 2009 |
|
RU2404302C1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| I | |||
