Изобретение относится к станкостроению.
Цель изобретения - повьшение точности обработки поверхностей канавок при их прорезке путём зп еньшения радиальной подачи в зависимости от изменения жесткости детали при прорезании канавки.
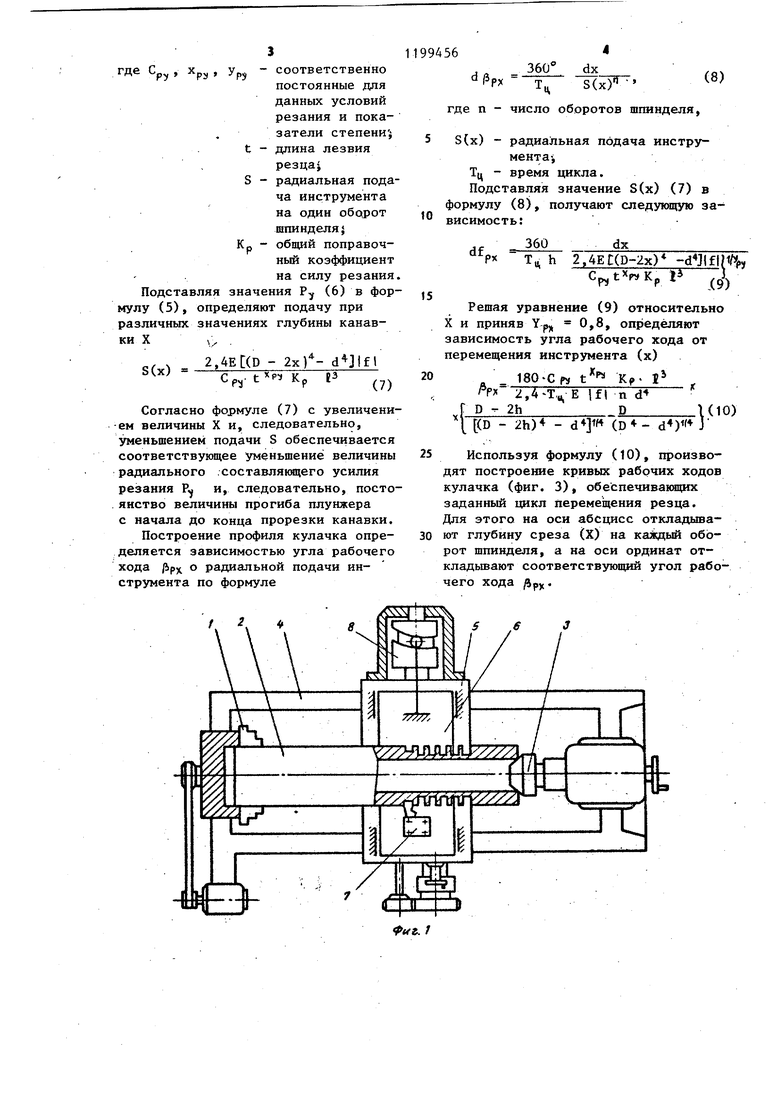
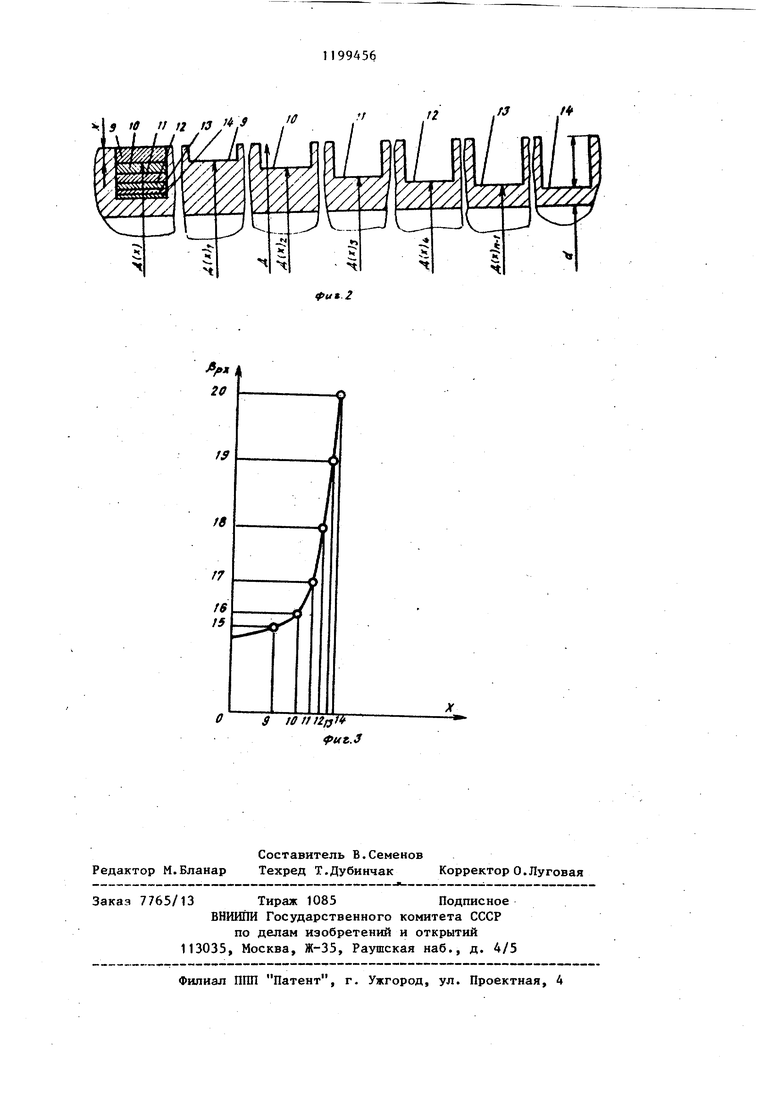
На фиг. 1 изображена схема устройства, с помощью которого осуществляется способу на фиг. 2 - схема, показывающая изменение поперечного сечения снимаемой стружки на один оборот деталиi на фиг. 3 - график построения профиля кулачка, обеспечивающего.перемещение инструмента с заданной подачей.
Способ обработки ПРОИЗВОДИТСЯ на устройстве, включающем патрон 1 с закрепленной в нем деталью 2, опирающейся в центр задней бабки 3.
На станине 4 установлен суппорт 5 для продольного перемещения, на котором установлен суппорт 6 поперечного перемещения, с закрепленным на нем резцедержателем 7. Подача резания осуществляется с помощью кулачка 8, имеющего профиль, обеспечивающий заданный цикл подачи резца. Снимаемый припуск за каждый оборот характеризуется соответственно срезами 9-14, для которых необходим профильный кулачок, кривая построени которого характеризуется соответственно координатами 15-20.
Способ обработки кольцевых канавок (осуществляют следующим . образом
Обрабатываемая деталь вставляетсяв патрон 1 и поддерживается центром задней бабки 3. Резцедержатель 7 совместно с инструментом и канавочным резцом подводится к детали 2 с определенным зазором, обеспечивакндим свободное перемещение после обработки предьщущей канавки. Вращение патрона 1 кинематически связано с вращением кулачка 8, имеющего профиль,обеспечивакнций; заданный цикл подачи поперечного перемещения резца.
Построение профиля кулачка зависи от жесткости изменяющегося поперечного сечения кольцевой канавки в процессе обработки.
Изменение поперечного сечения об р1абатываемой кольцевой канавки вычисляется по формуле
Р(х) D - 2х,(1)
994562
:.
где D - диаметр поперечного сечения
канавки в исходном состоянии; X - глубина канавки после и-го
оборота шпинделя..
5 При этом X изменяется в интервале О х h, где h - глубина канавки в конце обработки.
Величина поперечной подачи при обработке длинномерных деталей ограничивается их жесткостью. При этом их прогиб зависит от усилий резания и определяется по формуле
Е
f Р
|f I,
(2)
48EI
где Р, - радиальная составляющая
усилий резания; Е - длина между опорами; Е - модуль упругости обрабаты0 ваемого материала;
I - момент инерции опасного
сечения по кольцевой канавке,
|fI - допустимый прогиб детали, 5 определяемый точностью
обработки.
При прорезке канавок момент инерции опасного сечения по кольцевой канавке уменьшается в соответствии 0 с уменьшением диаметра поперечного сечения при каждом обороте шпинделя. В результате уменьшения диаметра кольцевой канавки изменяется и момент инерции определяемый по формуле
Кх) 0,05(D(x)- d), (3)
где d - внутренний диаметр заготовки плунжера.
Подставляя данные Dx (1) в формулу (3), получают величину момента инерции опасного сечения после п-го оборота шпинделя
Кх) 0,05(D - 2х) - d (4)
Подставляя значение 1(х) в формулу (2), после соответствующих математических преобразований получают следующую зависимость для определения величины радиального составляющего усилия резания
2,4E(D - 2х) - d Ifl
-- (5)
F
55 Известно, что радиальная составляющая усилий резания определяется по эмпирической формуле
р С f ч Р к
(6)
- РЗР соответственно постоянные для данных условий резания и показатели степени} длина лезвия резца) радиальная пода ча инструмента на один оборот шпинделя j общий поправочный коэффициент на силу резания Подставляя значения Р (6) в фор мулу (5), определяют подачу при различных значениях глубины канавки X s 2,4E(D - 2х)- Cf,- Кр з Согласно формуле (7) с увеличени -ем величины X и, следовательно, уменьшением подачи S обеспечивается соответствующее уменьшение величины радиального .составляющего усилия резания Р. и, следовательно, посто янство величины прогиба плунжера с начала до конца прорезки канавки. Построение профиля кулачка определяется зависимостью угла рабочего хода /ip5t о радиальной подачи инструмента по формуле / 2 fy Тц sCx)где п - число оборотов шпинделя, S(x) - радиальная подача инструмента-, Тц - время цикла. Подставляя значение S(x) (7) в формулу (8), получают следующую зависимость:Тц h 2,4ЕГ(Р-2х) -d Jlfim, Cp,tXp.Kpl3 Решая уравнение (9) относительно X и приняв Ypj 0,8, определяют -Р зависимость угла рабочего хода от перемещения инструмента (х) „ 180-Ср, t К. I 2,4Т,ц Е jfl п d- , D - 2hD ( { (D - 2h) - ( Используя формулу (10), производят построение кривых рабочих ходов кулачка (фиг. 3), обеспечивающих заданный хщкл перемещения резца. ля этого на оси абсцисс откладывают глубину среза (Х) на оборот шпинделя, а на оси ординат откладьшают соответствзтащий угол рабочего хода ру S tff ff 11 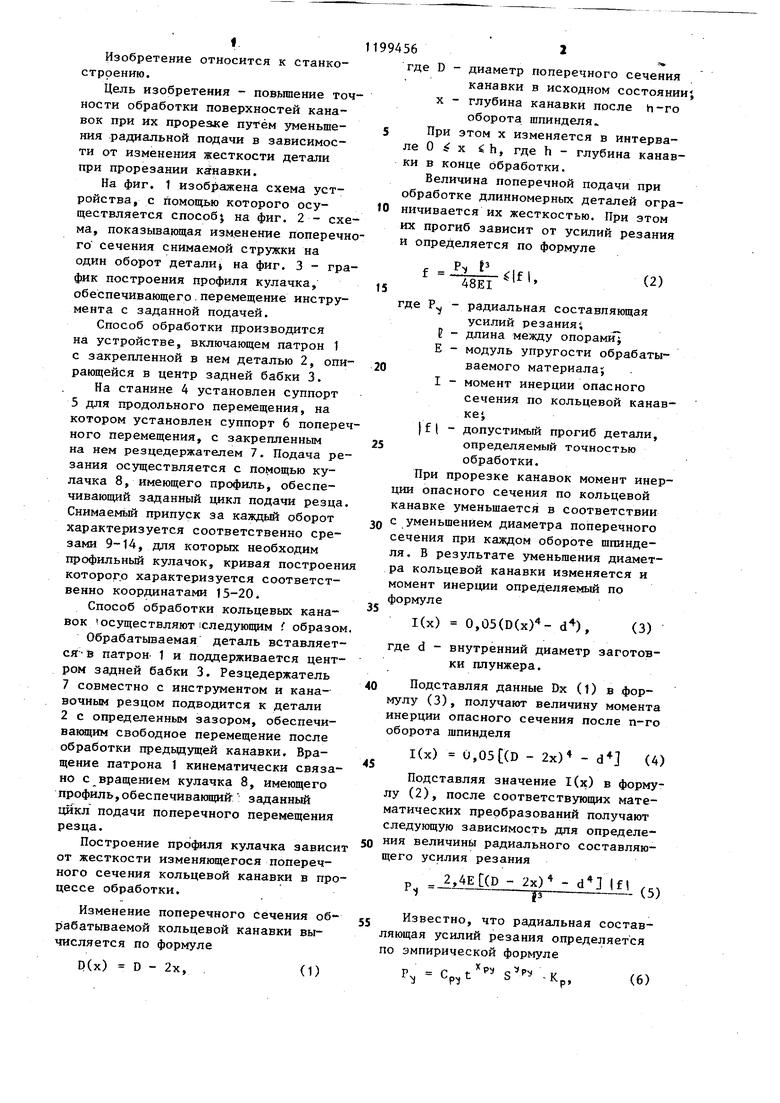
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки дугообразных кольцевых и винтовых канавок | 1986 |
|
SU1391810A1 |
| Способ обработки некруглых валов и отверстий и устройство для его осуществления | 1991 |
|
SU1827331A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2210467C2 |
| Способ токарной обработки кольцевых канавок | 1981 |
|
SU1013103A1 |
| Способ прорезки кольцевых канавокНА ТОРцЕ зАгОТОВКи | 1979 |
|
SU821066A1 |
| ПАТРОН С РАДИАЛЬНЫМ ПЕРЕМЕЩЕНИЕМ РЕЗЦА | 2012 |
|
RU2509631C1 |
| Токарный станок | 1982 |
|
SU1085676A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ ПАЗОВ В ОТВЕРСТИИ ДЕТАЛИ | 1992 |
|
RU2088385C1 |
| Головка для расточки кольцевых канавок | 1991 |
|
SU1784408A1 |
| Устройство для дробления стружки | 1983 |
|
SU1138252A1 |
СПОСОБ ПРОРЕЗКИ КОЛЬЦЕВЫХ КАНАВОК в длинномерных пустотелых цилиндрических деталях на металлорежущих станках, согласно которому за каждый оборот шпинделя,уменьшают радиальную подачу прорезного резца, отличающийся тем, что, с целью повьшхения точности обработки, радиальную подачу уменьшают в зависимости от изменения жесткости детали по зависимости: ) - 2,4E(D - 2х)- d jIflp/ P Сру Кр 13 j где S(x) - величина радиальной подачи на п-ом обороте детали j Е - модуль упругости материала детали; D - диаметр канавки в исходном состояйии} X - глубина канавки после п-го оборота шпинделя ; d - диаметр внутреннего отверстия деталиj § Срч Р лр), постоянные для данных усРЧ ловий резания; t - ширина режущей кромки резца Кр - поправочный коэффициент на силу резания; t - расстояние между опорами стана, в которых закрепСО лена деталь. со 4i СЛ Од
| Соломенцев Ю.М., В.Митрофанов и др | |||
| Адаптивное управление технологическими процессами | |||
| - М.: Машиностроение, 1980, с | |||
| ТЕЛЕФОННЫЙ АППАРАТ, ОТЗЫВАЮЩИЙСЯ ТОЛЬКО НА ВХОДЯЩИЕ ТОКИ | 1921 |
|
SU275A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
