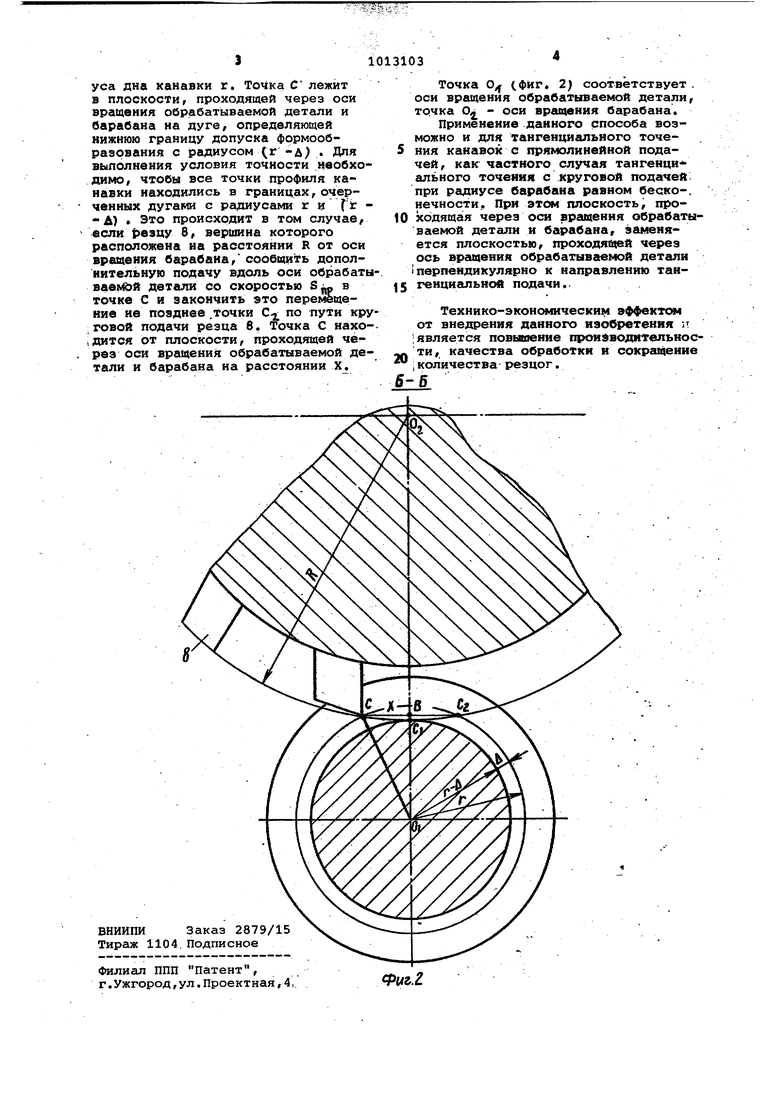
Изобретение относится к обработ ке металлов резанием и может найти применение при обработке кольцевых канавок на стенках с тангенциально подачей. Известен способ обработки кольцевых KaHaiBOK, согласно которому обработку осуществляют с круговой тангенциальной подачей, обработку каждой из торцовых стенок профиля канавки производят автономными рез цами, причем резцу (группе резцов путем перемещения вдоль оси изделия сообщают отвод от обработанной торцовой поверхности канавки при прохождении ими плоскости, проходя щей через оси вращения обрабатывав мой детали и барабана с резцами, при подводе другого резца (группы резцов) в противоположной стороне ,обраб.атываемой канавки fl . Недостатком известного способа является относительно низкая произ водительность, поскольку время обработки канавки состоит из време.|ни самой обработки и времени отврда р цов от одной стенки и подвода к другой. Кроме того, для обработки каждой кaнaвkи известным способом необходимо предусмотреть в наладке два резца, что увеличивает время на настройку барабана с резцами. Цель изобретения - повышение производительности обработки и сок ращение количества резцов. Поставленная цель достигается тем, что согласно способу обработк кольцевых канавок автономными резцами с сообщением им круговой тангенциальной подачи и отводом резцов от торцовых стенок обработку всех поверхностей каждой канавки производят одним резцом, которому на расстоянии X от плоскости, проходя цей через оси вращения обрабатываемой детали и барабана с резцами, определяемом из соотношения у У/.Д(К-УГ-ОДЬ1 - CpMlft-QgM где R - номинальный размер радиуса вершин резцов, мм, г - номинальный разрез радиуса дна канавки, км / Л - допуск на погрешность форм дна канавки, юл, сообщают дополнительную подачу вдо оси обрабатываемой детали в а величин равную разнице между номинальными размерами ширины канавки и лезвия резца со скоростью, определяемой из соотношения . (А - а2 S 7/ - -4Z-где А - номинальный разрез ширины, канавки, км).. а - номинальныйразрез ширины лезвия резца, мм| S - скорость тангенциальной подачи, мм/мин. На фиг. 1 представлена схема устройства для реализации способа; на фиг. 2 - сечение Б-Б на фиг. 1 перпендикулярное осям барабана с резцами и обрабатываемой детали в момент начгша движения резца вдоль оси детбши. На шпинделе 1 смонтирован зажимной патрон 2 для установки обрабатываемой детали 3. Шпиндель 1 соединен с электродвигателем 4 посредством ременной передачи 5. Пареллельно оси шпинделя на валу 6 закреплен поворотный резцовый барабан 7 с резцёши 8. На валу 6 также закреплено зубчатое колесо 9, передашцее вращение подачи от электродвигателя 10 через шестерню 11 на резцовый бара бан 7. Вал 6 смонтирован в опорах i 12 с возможностью осевого перемещения. Соосно валу 6 установлен гидроцилиндр 13, связанный с валом 6 пос редством диска 14. Способ осуществляется следзпощим образом. Изделие 3 закрепляют в патроне 2. Включают вращение электродвигателя 4, который через ременную передачу 5 приводит шпиндель 1 с патррном 2 и деталью 3 во вращение. Одновременно электродвигатель 10 через шестерню 11 и зубчатое колесо 9 сообщает вращение валу 6 с резцовым барабаном 7 со скоростью круговой подачи. Гидроцилиндр 13 обеспеиявает дополнительную подачу валу 6 с барабаном 7 вдоль оси изделия 3 на расстоянии X от плоскости, проходящей через оси вращения обрабатываемой детали 3 и барабана 7 посредством диска 14. Для обработки всего дна канавки, номинальная ширина,Которой А, резец шириной лезвия Q должен проделать путь вдоль оси обрабатываемой детали, равный разности между номинальными размерами ширины канавки и ширины лезвия реэца (А-а). Во время смещения резца 8 со скоростью доподдительной подачи Snp вдоль оси -обра.батываемой детали он продолжает; перемещаться по круговой траектории со сксфостью круговой подачи S, что приводит к плавному изменению формы дна канавки, которое не должно превышать допуск на погрешность форкн дна канавки. Формообразование дна канавки лезвием резца происходит на пути . 2). Точки С и С1, лежат на дуге, радиус которой определяется номинальным размером ради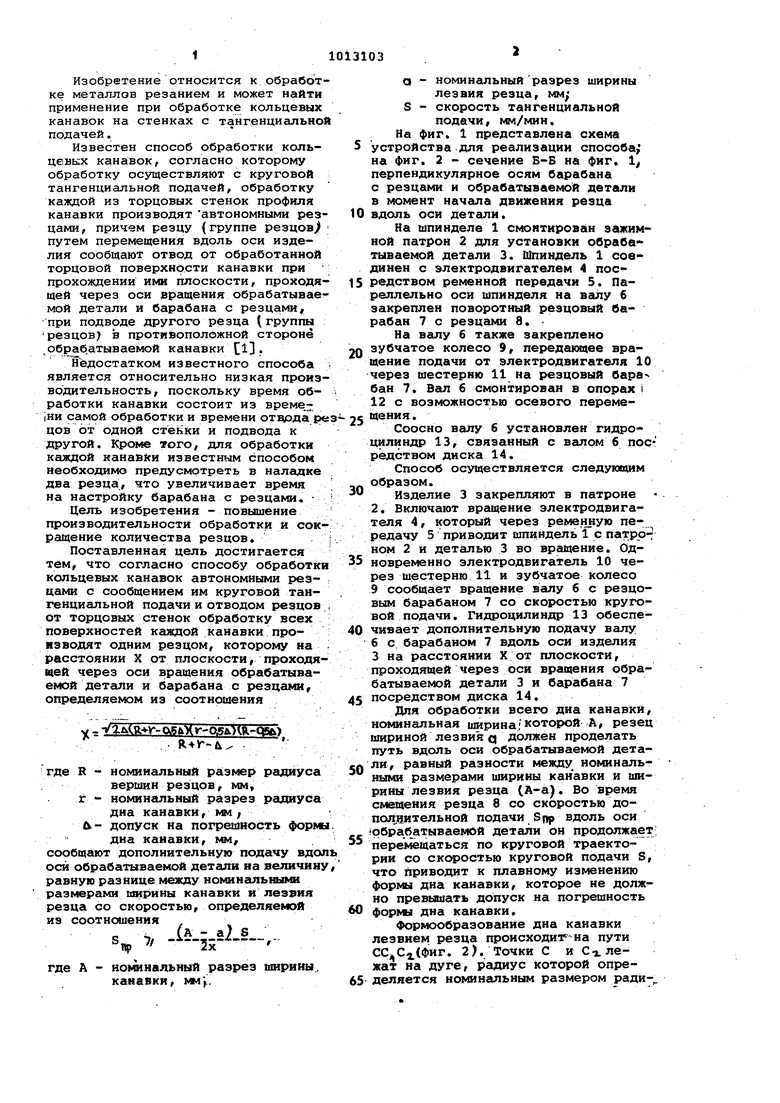
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ токарной обработки кольцевых канавок | 1978 |
|
SU774803A1 |
| Автоматическая линия для бесцентровой обработки деталей | 1988 |
|
SU1646796A1 |
| Алмазно-обточной станок | 1981 |
|
SU1013110A1 |
| Способ тангенциального точения тел вращения | 1984 |
|
SU1225695A1 |
| СПЕЦИАЛЬНЫЙ ТОКАРНЫЙ АВТОМАТ | 2003 |
|
RU2244609C1 |
| Способ обработки профильных торцовых поверхностей | 1990 |
|
SU1743703A1 |
| Способ обработки прямоугольных канавок | 1977 |
|
SU680814A1 |
| Устройство для обработки деталей,НАпРиМЕР, КОлЕНчАТОгО ВАлА | 1978 |
|
SU814570A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| Способ токарной обработки | 1983 |
|
SU1186400A1 |
СПОСОБ ТОКАРНОЙ ОБРАБОТКИ КОЛЬЦЕВЫХ КАНАВОК автономиьнда резцами с сообщением им тангенциальной .КР,уговой подачи и отводом резцов от ;Тррцов1ах стенок,о тли ч-а ю.,щи и с я тем, что, с целью повышения производительности и сокращения количества резцов обработку всех поверхностей Ксикдой канавки производят однМм резцом,.которому на расстоянии X от плоскости/ проходящей через сэси вращения обрабатываемой деwT j тали и барабана с резцами, определяемом из соотношения у, V2(R r-Oj5uXr-Of6u)( , - , где R - номинальный размер радиуса вершин резцов, мм, г - номинальный размер радиуса дна канавки, мм, А - допуск на погрешность форквл дна канавки, мм, сообщают дополнительную I подачу вдоль оси обрабатываемой детали на величину,равную разнице между номинальными раз.мерами ширины канавки и лезвия резца со скоростью, определяемой из соотношения (А - а) S f 5- , W где А - номинальный разрез ширииымкаIncLBiCzS f rV ---: а - нс ииальный разрез лезвия резца, MMJ S - скрость тангенциальной подачи . 00 о со 1т .1
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство автоматического управления процессом ректификации с полным разделением компонентов питающей смеси | 2015 |
|
RU2621331C1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
