1
Изобретение относлтся к обработке металлов давлением, а именно к конструкции штампов для резки проката сдвигом, может быть использовано при получении мерных заготовок, и является усовершенствованием устройства по основному авт. св. 965639.
Цель изобретения - повышение качества получаемьк заготовок путем повышения жесткости зажима проката.
На фиг. 1 изображен, штамп для резки проката, общий вид в разрезе; на фиг. 2 - узел t на фиг. 1; на фиг. 3 - узел П на фиг. 2 (в процессе резки проката); на фиг. 4 - схема резки проката.
Штамп для резки проката содержит станину 1, закрепленные на ней неподвижные полувтулочные ножи 2,. зажимные полувтулки 3, расположенные по обе стороны ножа-пуансона 4, установленного в пуансонодержателе 5, режущие элементы 6, выполненные в виде выступов на торцовых поверх- , ностях зажимных полувтулок 3 и неподвижных ножей 2, и регулируемый упор 7 для ограничения хода прока- та 8.
На внутренней цилиндрической поверхности 9 каждой полувтулки 3 выполнена канавка 10, сопряженная по своей стороне 1I со скошенной гранью 12 режущего элемента 6. Сторона 11 и грань 12 выполнены по экспоненте.
9488
Па внутренней цилиндрической поверхности 13 каждого полувтулочного ножа 2 выполнена канавка 14, аналогичная канавке 10.
5 Штамп работает следующим образом.
При включении машины на рабочий ход прокат 8 по направляющим подается до упора 7 и прижимается к неподвижным полувтулочным ножам 2 зажимными полувтулками 3. При этом на поверхности проката 8 в месте среза режущими элементами 6 наносятся V-образные канавки. Вытесненный из этих канавок металл в виде наплыва пере(5 распределяется в канавки 10 и 14
соответствующих зажимных полувтулок 3 и полувтулочных ножей 2, а прокат 8 беззазорно зажимается между их внутренними цилиндрическими поверхностями. Нож-пуансон 4, установленньШ в пуансонодержателе 5, приходит в движение под действием динамической нагрузки и выполняет отрезку двух заготовок. Отрезанные заготовки попадают в контейнер. Затем цикл повторяется снова.
Таким образом, предлагаемый штамп обеспечивает жесткий зажим проката на позиции резки без увеличения .
3Q усилия зажима, за счет чего noBbmiaется качество отрезаемых заготовок. Кроме того, выполнение скошенных граней режущих выступов поэкспоненте повьш1ает их долговечность, а в целом надежность работы штампа
для резки проката.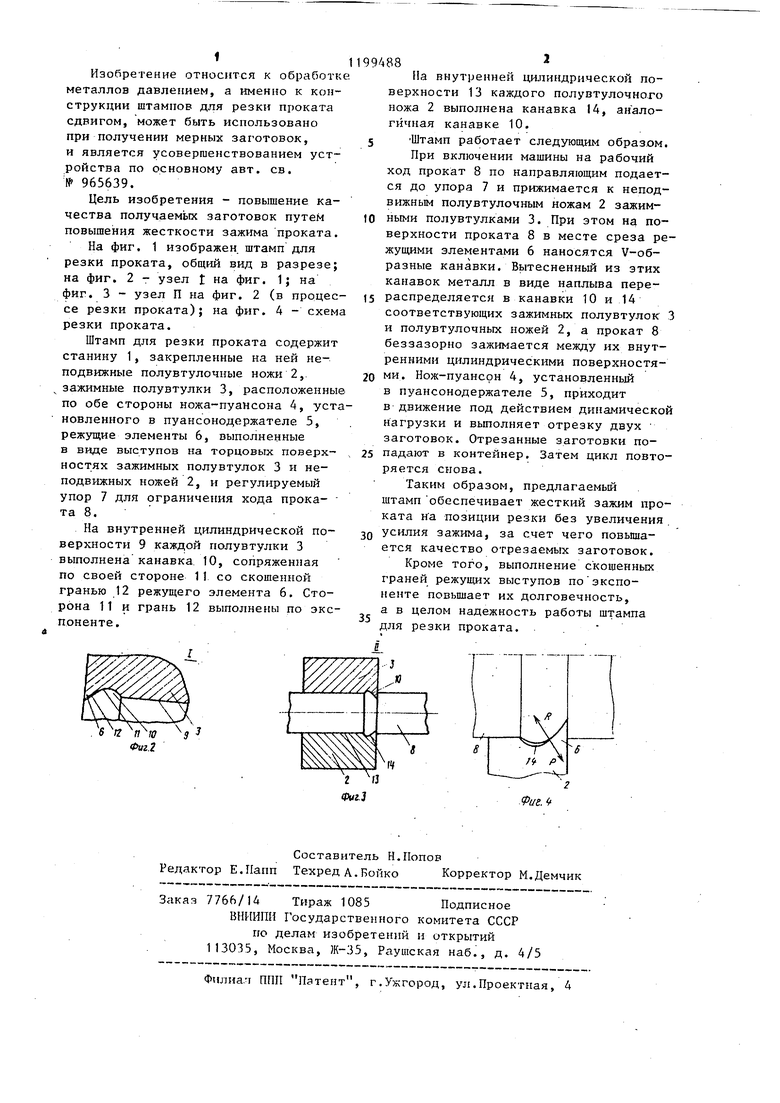
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки проката | 1982 |
|
SU1085705A1 |
| Штамп для резки проката | 1981 |
|
SU965639A1 |
| Штамп для резки проката | 1984 |
|
SU1234070A2 |
| Штамп для резки проката на заготовки | 1983 |
|
SU1074668A1 |
| Штамп для резки проката | 1983 |
|
SU1092014A1 |
| Штамп для резки пруткового материала | 1985 |
|
SU1303290A1 |
| Штамп для резки проката | 1986 |
|
SU1371803A1 |
| Штамп для резки проката | 1986 |
|
SU1349904A1 |
| Штамп для резки пруткового материала | 1983 |
|
SU1103966A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРУТКА ФАСОННОГО ПРОФИЛЯ | 2009 |
|
RU2396150C1 |
1. ШТАМП ДЛЯ РЕЗКИ ПРОКАТА НА ЗАГОТОВКИ по авт. св. № 965639, отличающийся тем, что, с целью повышения качества получае С «Ш« й . ия SifeiHa V|;-,l; мых заготовок путем повьшения жесткости зажима проката, на внутренней цилиндрической поверхности каждой полувтулки выполнена канавка, примыкающая к скошенной поверхности выступа. 2. Штамп по п. 1, отличающийся тем, что, с целью повышения долговечности, образующая поверхности сопряжения поверхностей выступа и канавки вьшолнена по экспоненте.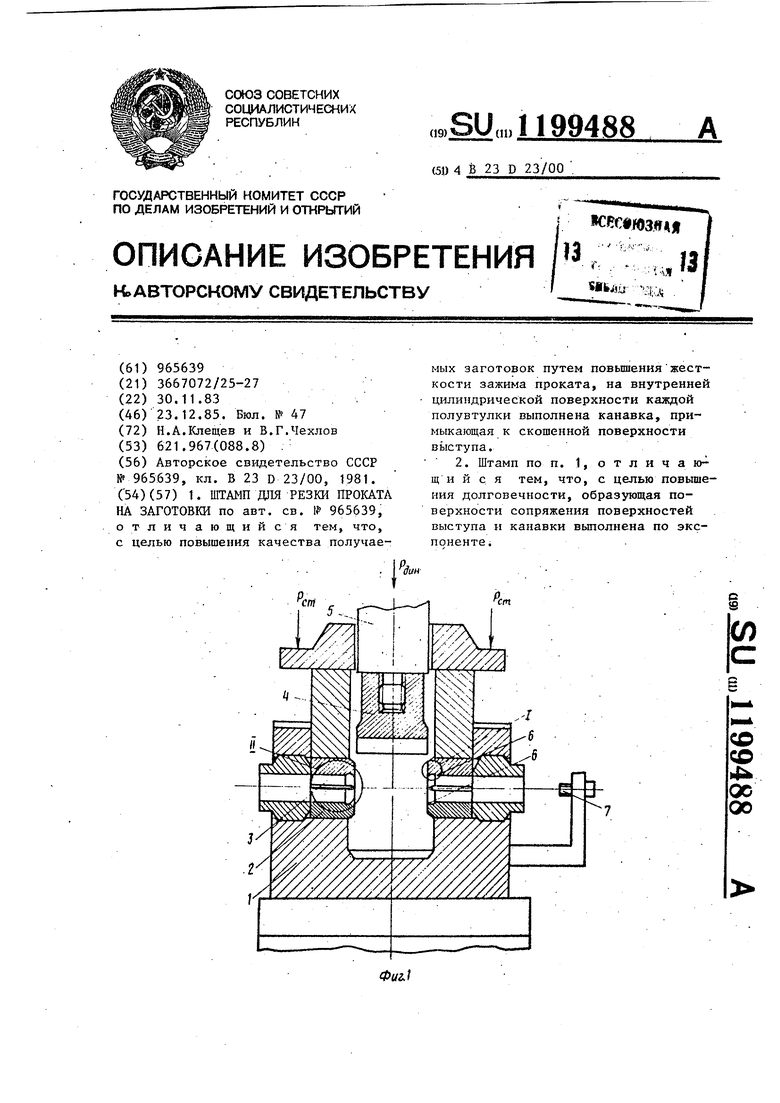
| Штамп для резки проката | 1981 |
|
SU965639A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
