4
О5 О5 00
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для резки круглого проката и труб.
Известен штамп для резки проката, содержащий нижнее и верхнее основания с закрепленными на них неподвижным и подвижным блоком ножей, механизм зажима заготовки, пружину для возврата неподвижного блока ножей в исходное положение, упор. С целью получения мерных заготовок заданной длины упор содержит закрепленный на обойме подвижного блока кронштейн и связанную с кронштейном регулировочным винтом подпружиненную ползушку с прикрепленными к ней собственными упорами 1.
Недостатками данного штампа являются его конструктивная сложность, узкий диапазон диаметров и длин разрезаемых деталей, а также недостаточно высокая производительность.
Наиболее близким к изобретению техническим решением является штамп для резки проката на заготовки, содержаш,ий станину, нож-пуансон, соосно расположенные неподвижные полувтулочные ножи, размешенные по обе стороны относительно ножа-пуансона и -закрепленные на станине, зажимные полувтулки, расположенные над неподвижными полувтулочными ножами, режушие элементы для предварительной надрезки, размеш,енные на полувтулочных ножах и зажимных втулках, и упор 2.
Недостатком известного И1тампа является узкий диапазон разрезаемых заготовок.
Цель изобретения - расширение диапазона разрезаемых заготовок.
Цель достигается тем, что в штампе для резки проката на заготовки, содержашем станину, нож-пуансон, соосно расположенные неподвижные полувтулочные ножи, размещенные по обе стороны относительно ножапуансона и закрепленные на станине, зажимные полувтулки, расположенные над неподвижными полувтулочными ножами, режущие элементы для предварительной надрезки, размещенные на полувтулочных ножах и зажимных втулках, и упор, последний расположен между неподвижными полувтулочными ножами соосно ножу-пуансону и выполнен в виде двух односторонних клиньев, закрепленных на станине с возможностью
перемещения один относительно другого и взаимодействия по плоскости, перпендикулярной к оси неподвижных полувтулочных ножей, при этом упор снабжен индивидуальным приводом перемещения.
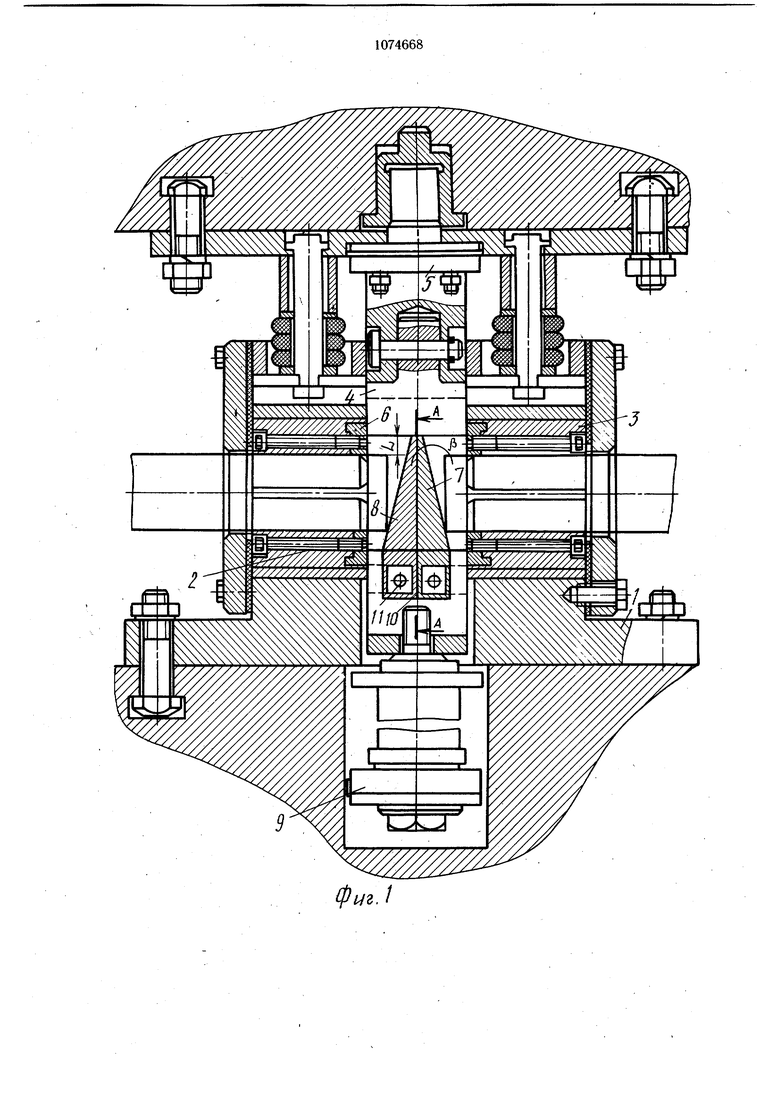
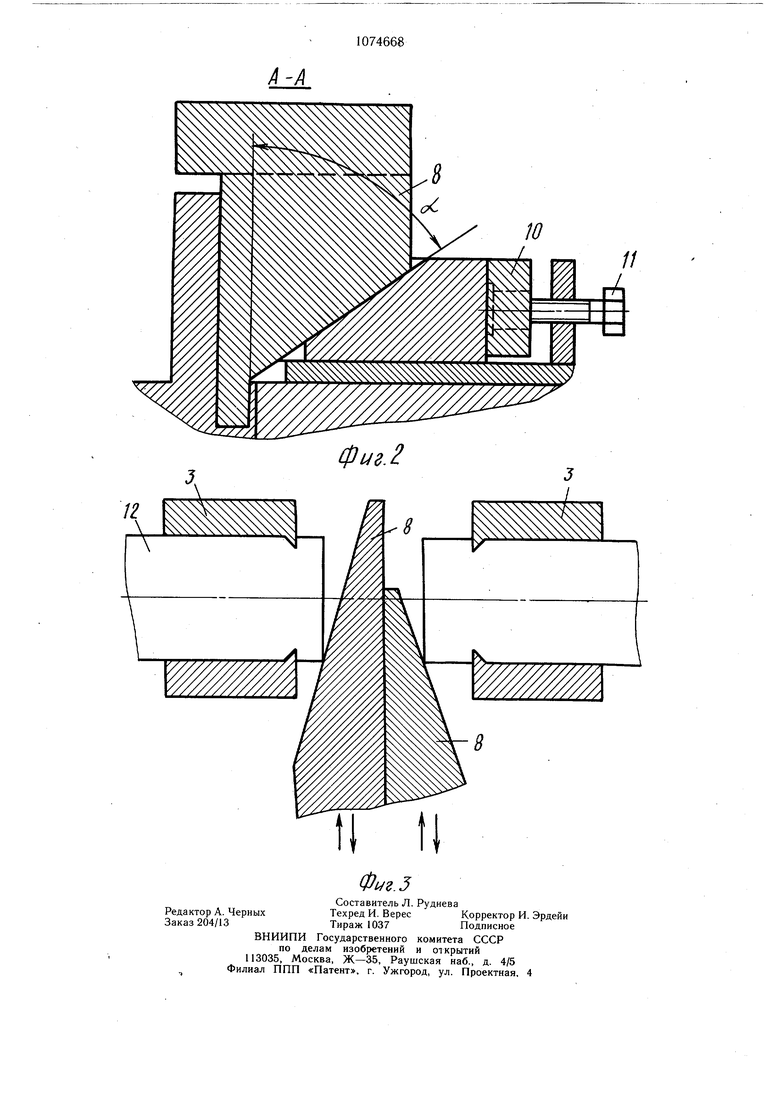
На фиг. 1 изоб|ражен штамп, общий вид, разрез; на фиг. 2 - сечение А-А на фиг. 1; на. фиг. 3 - упор, выполненный из двух выдвижных клиньев.
Штамп для резки проката содержит стаНину 1, закрепленные на ней неподвижные полувтулочные ножи 2, зажимные полувтулки 3, расположенные по обе стороны ножапуансона 4, установленного в пуансонодержателе 5, режущие элементы 6, упор 7, расположенный между неподвижными полувтулочными ножами 2 и выполненный в виде двух односторонних клиньев 8, закрепленных на станине 1 с возможностью перемещения один относительно другого и взаимодействия по плоскости, перпендикулярной к оси неподвижных полувтулочных ножей 2, а упор 7 снабжен индивидуальным приводом перемещения, выполненным в виде гидроцилиндра 9 Для регулирования высоты подъема клинь.ев 8 служат регулировочные планки 10 и регулировочные винты 11.
. Штамп работает следующим образом. Упор 7, состоящий из двух независимых друг от друга упорных клиньев 8, выставляется на требуемую высоту в зависимости от длины отрезаемой заготовки с помощью регулировочных планок 10, регулировочных винтов 11 и гидроцилиндра 9. Заготовка 12 подается с двух сторон в неподвижные полувтулочные ножи 2 до клиньев 8 и зажимается полувтулочными ножами 2 и зажимными
полувтулками 3. При этом на поверхности заготовки в месте среза режущими элементами 6 наносятся V-образные канавки. Ножпуансон .4, установленный в пуансонодержателе 5, приходит в движение под действием динамической нагрузки и происходит отрезка
заготовок. Упор 7, установленный на гидроцилиндре 9, под действием ножа-пуансона 4 утапливается вместе с отрезанными заготовками. После отрезки заготовки нож-пуансон 4 и упор 7 возвращаются в исходное поло5 жение. Рабочий цикл повторяется.
По сравнению с известным предложенный штамп позволяет резать заготрвки различной длины.
.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки проката | 1982 |
|
SU1085705A1 |
| Штамп для резки проката | 1983 |
|
SU1092014A1 |
| Штамп для резки проката | 1981 |
|
SU965639A1 |
| Штамп для резки проката на заготовки | 1983 |
|
SU1199488A2 |
| Штамп для резки проката | 1984 |
|
SU1234070A2 |
| Штамп для резки проката | 1986 |
|
SU1349904A1 |
| Штамп для резки проката | 1986 |
|
SU1371803A1 |
| Штамп для резки проката | 1986 |
|
SU1402408A1 |
| Способ резки проката на мерные длины и штамп для его осуществления | 1975 |
|
SU557884A1 |
| Штамп для резки пруткового материала | 1985 |
|
SU1303290A1 |
ШТАМП ДЛЯ РЕЗКИ ПРОКАТА НА ЗАГОТОВКИ, содержащий станину, нож-пуансон, соосно расположенные неподвижные полувтулочные ножи размещенные по обе стороны относительно ножа-пуансона и закрепленные на станине, зажимные полувтулки, расположенные над неподвижными полувтулочными ножами, режущие элементы для предварительной надрезки, размещенные на полувтулочйых ножах и зажимных втулках, и упор, отличающийся тем, что, с целью расширения диапазона разрезаемых заготовок, упор расположен между неподвижными полувтулочными ножами соосно ножу-пуансону и выполнен в виде двух односторонних клиньев, закрепленных на станине с возможностью перемещения один относительно другого и взаимодействия по плоскости, перпендикулярной к оси неподвижных полувтулочных ножей, при этом упор снабжен индивидуальным приводом перемещения.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ШТАМП ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА НА ЗАГОТОВКИ | 0 |
|
SU339348A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Штамп для резки проката | 1981 |
|
SU965639A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
