Изобретение относится к обработке металлов давлением, может быть использовано в заготовительном производстве машиностроительных предприятий для получения мерных заготовок проката и является усовершенствованием штампа для резки проката по основному авт. св. № 965639.
Целью изобретения является повышение качества получаемых заготовок за счет исключения образования вырывов и задиров на их торцовых поверхностях.
На фиг. 1 изображен штамп для резки проката, обш.ий вид, разрез; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - нолу- втулочные ножи и зажимные полувтулки штампа.
Штамп для резки проката содержит станину 1 с закрепленными на ней полувтулочными ножами 2 и зажимными полувтулками 3, на торцовых поверхностях которых выполнены режуш,ие элементы 4 в виде серпообразных выступов с переменной высотой от О до h .-... по направлению их поворота и закрепленных на них с помощью винтов 5. Прижимные кулачки 6 и 7, установленные на полувтулочных ножах посредством клиновой пары 8 и 9, передают статическое усилие /,. Пружины 10, 11 и 12 служат для освобождения клиновой пары 8 и 9 и прижимных кулачков 6 и 7, а также раздвижения верхних и нижних полувтулочных ножей 2 и освобождения заготовки 13 после снятия статического усилия Рст.
Для проворота полувтулочных ножей 2 и зажимных полувтулок 3 служат зубчатые колеса 14 и 15, приводящиеся в движение реечным механизмом 16, который также под действием статического усилия li. через траверсу 17, щпонки 18 передает крутящий момент на полувтулочные ножи и зажимные полувтулки. Штифты 19 служат для совместного перемещения ножей и полувтулок и установлены с возможностью свободного раздвижения. Бронзовые втулки 20 и 21 установлены на цапфах зубчатых колес 14 и 15 и служат для уменьшения трения зубчатых колес 14 и 15 в станине 1 и крышках 22, прикрепленных к станине 1 болтами 23.
Отделение заготовки происходит по двух- опорной схеме сдвигом под действием подвижного ножа-пуансона 24, установленного в пуансонодержателе 25, приводимого в движение силой Рдин пресса или молота.
Подача заготовок осуществляется с помощью толкателя с двумя пневмоцилиндра- ми (не показан).
В нижней части станины выполнена выемка, имеющая наклонную поверхность и служащая для скатывания вырубленной части заготовки в бункер.
5
0
5
0
5
0
5
0
5
Штамп для резки проката на заготовки работает следующим образом.
Штамп устанавливается станиной 1 на плиту пресса или молота. Механизмом порционной подачи происходит подача заготовки 13 в полувтулочные ножи и зажимные цолувтулки на необходимую длину. Под действием статического усилия Рст через траверсу 17 передается усилие на клиновую пару 8 и 9, которая, взаимодействуя с прижимными кулачками 6 и 7, производит зажим заготовки 13 в полувтулочных ножах и зажимных полувтулках. Одновременно под действием статического усилия Рст через траверсу 17 передается усилие на реечный механизм 16, который приводит в движение зубчатые колеса 14 и 15, которые через щпонки 18 передают усилие на ножи 2 и полувтулки 3. Ножи 2 и полувтулки 3 зафиксированы штифтами 19 и совместно проворачиваются. При этом режущие элементы 4, закрепленные на полувтулочных ножах 2 и полувтулках 3 болтами 5, внедряясь в заготовку 13, одновременно проворачиваются. При внедрении режущих элементов 4 в заготовку 13 происходит образование кольцевой канавки (концентратора напряжений) в плоскости реза, а также закручивание волокон материала заготовки, за счет сил трения, в противоположные стороны, ножами 2 и полувтулками 3. Это приводит к локализации очага деформации в плоскости разделения и улучшению качества среза. Крыщка 22 с помощью болтов 23 крепит ножи 2 и полувтулки 3, реечные механизмы 16 с зубчатыми колесами 14 в станине 1. Бронзовые втулки 20 и 21 служат для уменьшения трения при повороте зубчатых колес 14.
Под действием динамической силы Рд .н приходит в движение подвижный нож-пуансон 24, закрепленный в пуансонодержателе 25. Происходит отделение заготовки сдвигом по двухопорной схеме по ослабленному сечению в плоскости разделения. Вырубленная часть заготовки проваливается вниз и по наклонной части станины 1 попадает в бункер.
Затем статическое усилие Рст снимается, траверса 17 поднимается, проворачивая зубчатые колеса 14 с полувтулочными ножами 2 и зажимными полувтулками 3 в исходное положение. Происходит разжим заготовки 13 в полувтулочных ножах 2 и зажимных полувтулках 3 и возвращение прижимных кулачков 6 и 7 и клиновой пары 8 и 9 в первоначальное положение при помощи пружин 10, 11 и 12. С помощью механизма порционной передачи происходит дальнейщая подача заготовки 13, которая выталкивает отрезанную заготовку, находящуюся в правом полувтулочном ноже и полувтулке 3, которая также попадает в бункер. Рабочий цикл повторяется.
Ю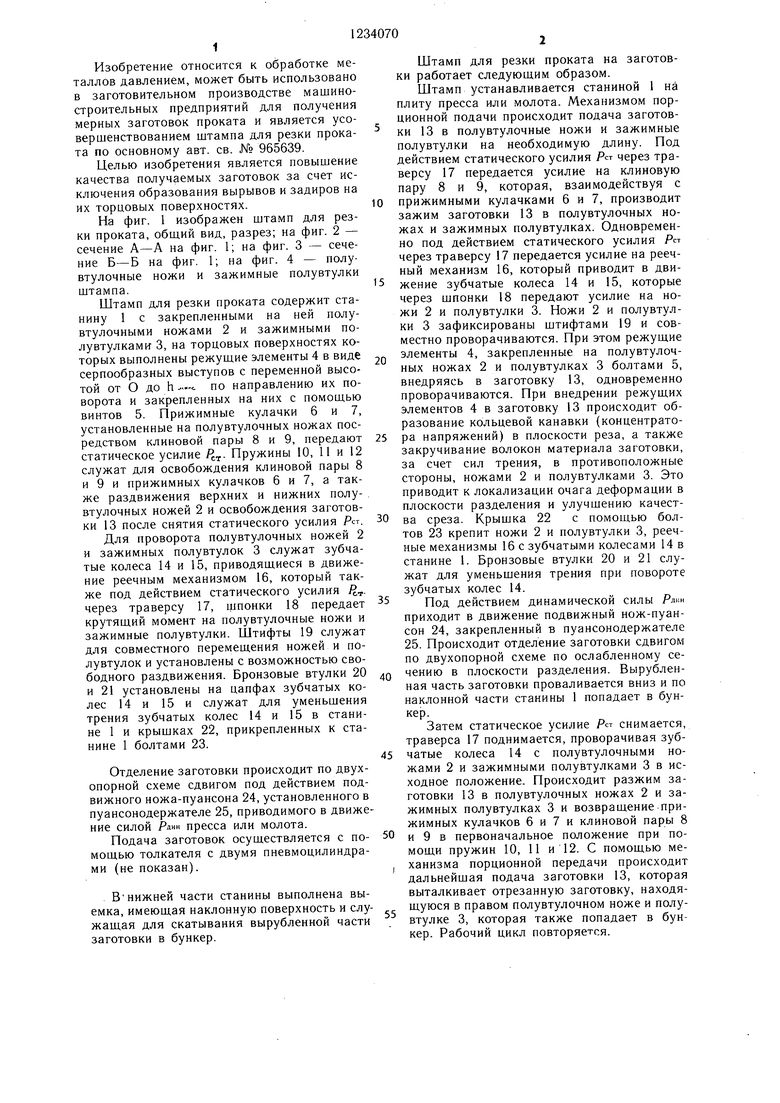
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки проката | 1983 |
|
SU1092014A1 |
| Штамп для резки проката | 1986 |
|
SU1371803A1 |
| Штамп для резки проката | 1982 |
|
SU1085705A1 |
| Штамп для резки проката | 1981 |
|
SU965639A1 |
| Штамп для резки проката на заготовки | 1983 |
|
SU1199488A2 |
| Штамп для резки проката на заготовки | 1983 |
|
SU1074668A1 |
| Штамп для резки пруткового материала | 1985 |
|
SU1303290A1 |
| Штамп для резки проката | 1986 |
|
SU1349904A1 |
| Радиально-обжимное устройство | 1985 |
|
SU1310086A1 |
| Штамп для резки пруткового материала | 1983 |
|
SU1103966A1 |


18
9иг.
| Штамп для резки проката | 1981 |
|
SU965639A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
