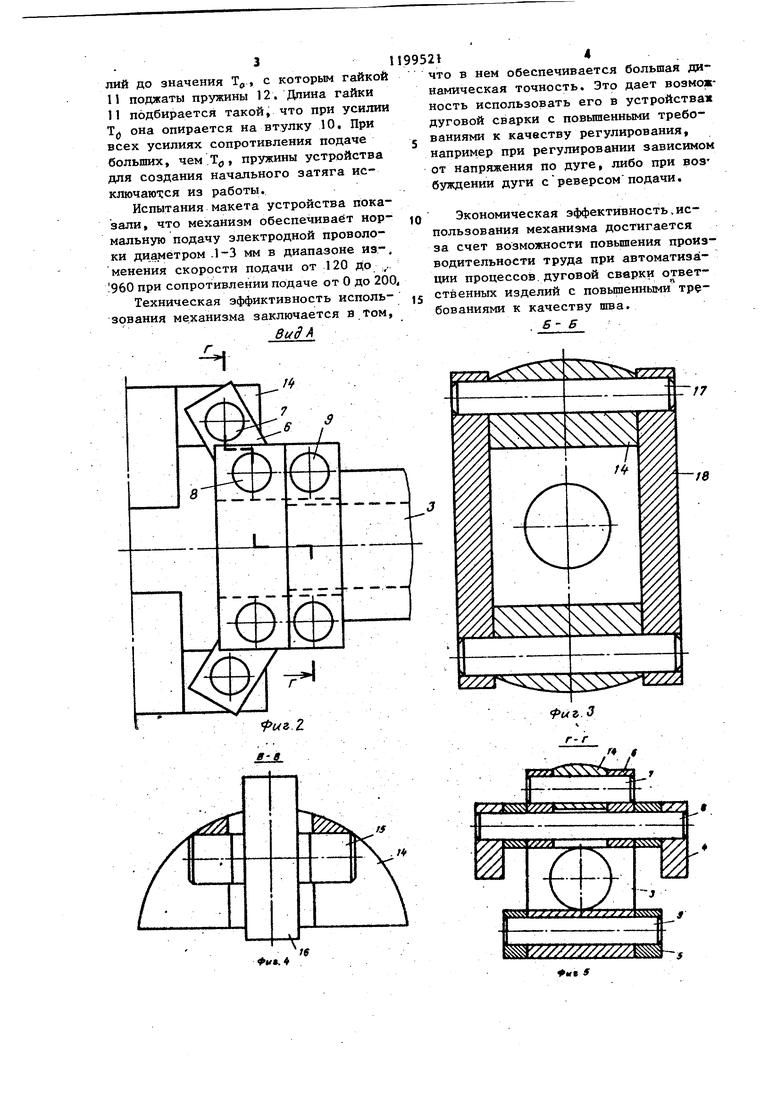
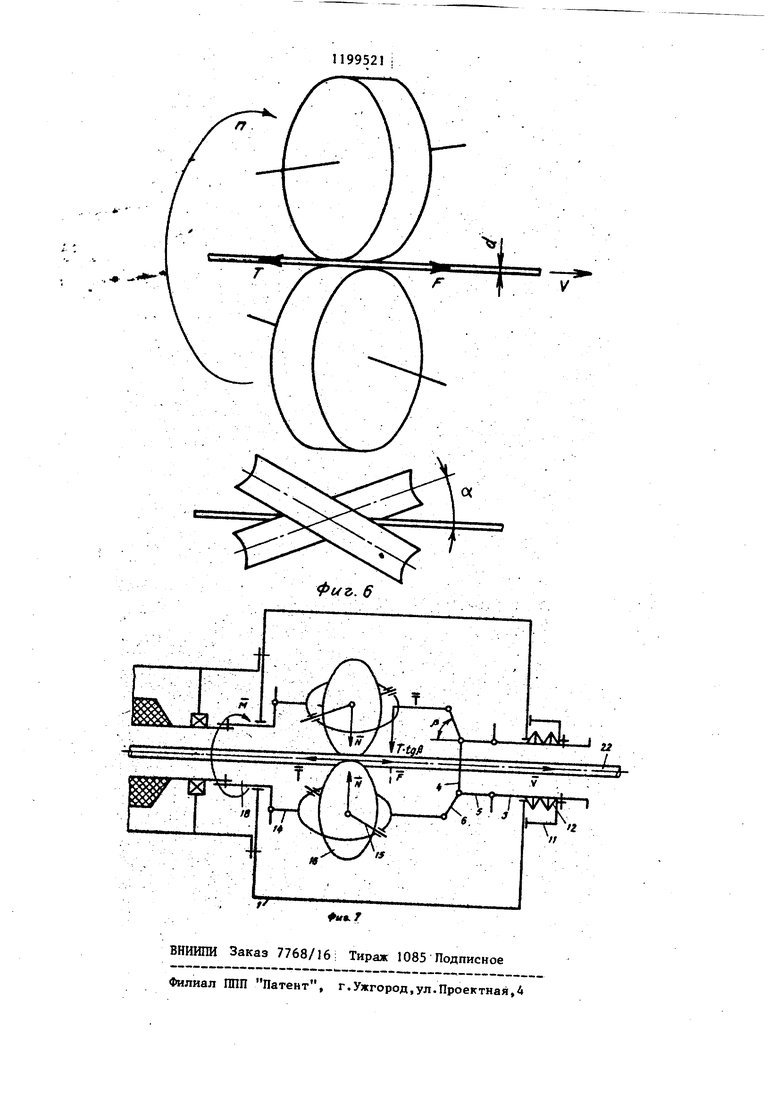
1 Изобретение относится к устройствам для автоматической и полуавтома тической сварки и может быть использовано в автоматах и полуавтоматах дуговой сварки плавящимся и неплавящимся электродом. Цель изобретения - повышение динамической точности и над|Ежности подачи сварс нсзй %р6воЛоки.| На Ьиг. 1 представленр устройство для электродной п1)5волоки; на фиг, 2 А на фиг. I; на фиг, 3разрез В-Б на фиг. 1 на фиг. 4 разрез В;:.В на фиг. 1; Ш фиг, 5 разрез Г-Г на фиг, 2; на фиг. 6 схема сил, действующих на ролики и электродную проволоку; на фиг, 7 принципиальная кинематическая схема механизма, В корпусе i устройства на подшипнике 2 монтируется рычажная система, состоящая из поджимной втулки 3, тяг 4 и 5, двуплечих рычагов 6, ко.торые шарнирно соединены меазду собой осями 7-9. На цилиндрической части поджимной втулки 3 крепится резьбовая втулка 10, удерживакяцая внутрен нюю обойму подшипника, а на резьбовую втулку опирается гайка 11 устрой ства для создания предварительного затяга, состоящего из тарельчатых пружин 12 и упорной втулки 13. Рычаж ная система шарнирно соединена с двумя несущими полуконусами 14, в пазах которых устанавливаются оси 15 роликов 16, расположенных под углом один к другому. Несущие полукорпусы подвешиваются с тьша посредством осей 17 на приводной втулке 18, уста навливаемой в крьшзке 19 при помощи подшипника 20, С фронта корпус закрыт крьшисой 21, Рычажный механизм (фиг, 2) позволяет полукорпусам симметрично смещаться относительно оси (направления подачи проволоки) и в направлении подачи проволоки от сред него положения. Механизм работает следующим обра.зом. Два ролика, обработанные по гипер болоидному Профилю (фиг. 4), расположенные под углом одии к другому, вращаются вокруг невращающейся электродной проволоки, описывая по ней винтовые линии с шагом, который определяется углом наклона роликов к оси проволоки. При таком планетарном вращении роликов скорость поступа21 . 2 тельного перемещения электродной проволоки равна V« ТлЛпЧ d , где V - скорость подачи проволоки; - d - диаметр электродной проволоки;п - скорость планетарного врат щения роликов; d - угол наклона роликов к оси электродной проволоки, В точке контакта ролика с проволокой возникает,сила сцепления, по величине равная .N-u), где S - сила сцепления ролика с проволокой;Ц - коэффициент сцепления роликов с проволокой; N - сила нормального давления ролика на проволоку; U) - сила сопротивления перекатыванию ролика. Сила подачи F, преодолевающая силу сопротивления, равна F 2.S . Под действием момента М, развиваемого электродвигателем (фиг, 5), ролики вращаются с угловой скоростью п, планетарно огибая проволоку 22, Касательная реакция проволоки, по величине и направлению равная силе сопротивления подачи, заставит подвижную часть механизма (несущие полукорпусы с роликами) сместиться влево, Если каждая тяга 5 нагружена усилием Т, то двзшлечие рычаги 6 будут растянуты силами Т/cosft, каждую из которых можно разложить на две составляющие - параллельную направляющую подачи проволоки Т и перпендикулярную T-tgp. Составляющие Т через рычаги и ролики воздействуют на проволоку непосредственно. Составляющие T«tg/i воздействуют на проволоку по нормам, т.е, прижимают ролики к проволоке с усилием N T-tg/J, . Последовательно с роликами встраивается устройство для создания начального затяга, ограничивающее уменьшение действующих в тягах уси3ЛИЙ до значения Т, с которым гайкой 11 поджаты пружины 12. Длина гайки 11 подбирается такой, что при усилии Tj, она опирается на втулку 10, При всех усилиях сопротивления подаче больших, чем Tj,, пружины устройства для создания начального затяга исключаются из работы. Испытания макета устройства показали, что механизм обеспечивает нормальную подачу электродной проволоки диаметром .1-3 мм в диапазоне из-, менения скорости подачи от 120 до . 960 при сопротивлении подаче от О до 200 Техническая эффиктивность использования механизма заключается в том. 214 что в нем обеспечивается большая динамическая точность. Это дает возможность использовать его в устройствах дуговой сварки с повьшенными требованиями к качеству регулирования, например при регулировании зависимом от напряжения по дуге, либо при воз буждении дуги среверсомподачи. Экономическая эффективностьvиспользования механизма достигается за счет возможности повышения производительности труда при автоматизации процессов, дуговой сварки ответственных изделий с повьппенньми требованиями к качеству шва. Б- Б i
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи электродной проволоки | 1985 |
|
SU1294526A1 |
| Устройство для подачи сварочной проволоки | 1982 |
|
SU1094693A1 |
| Планетарный механизм для подачи проволоки (его варианты) | 1982 |
|
SU1225735A1 |
| Устройство для подачи электродной проволоки | 1977 |
|
SU1283002A1 |
| Установка для сварки электрозаклепками | 1987 |
|
SU1609600A1 |
| Устройство для подачи электродной проволоки | 1982 |
|
SU1207679A1 |
| Механизм подачи | 1990 |
|
SU1771903A1 |
| Устройство для подачи сварочной проволоки | 1976 |
|
SU950506A1 |
| Устройство для автоматической дуговой сварки поворотных стыков труб | 1976 |
|
SU749600A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ | 2006 |
|
RU2325977C2 |
УСТРОЙСТВО ДЛЯПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ, содержащее корпус, двигатель, связанную с ним приводную втулку, входное и выходное сопла и СЕСОМЭПД и « Y iwrjJO- и ГС л--;м:йА1 мьишо шд механизм подачи проволоки, состоящий из планетарной пары подающих роликов, двух двуплечих рычагов и зажимной гайки, отлича1ющееся тем, что, с целью повышения надежности подачи электродной проволоки, механизм подачи, снабжен полукорпусами с седловидными, пазами, поджимной втулкой и тягой, полукорпуса с одной стороны шарнирно соединены с приводной втулкой, с другой - с двуплечими рычагами, которые, междусобой связаны шарнирно тягой, и каждый из них шар- нирнО связан с поджимной втулкой, 1при этом подаюш е ролики установлены с в седловидных пазах 11олукорпусов. (Л
| Авторское свидетельство СССР , .№939173, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
