(54) УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ ПОВОРОТНЫХ СТЫКОВ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| Устройство для сварки | 1989 |
|
SU1830321A1 |
| Устройство для автоматической электродуговой сварки стыковых соединений | 1983 |
|
SU1138272A1 |
| Устройство для подачи присадочного материала | 1979 |
|
SU912431A1 |
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1983 |
|
SU1146908A1 |
| АВТОМАТ ДЛЯ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ В ТРУДНОДОСТУПНЫХ МЕСТАХ | 1969 |
|
SU253275A1 |
| Устройство для автоматической сварки неплавящимся электродом | 1983 |
|
SU1301616A1 |
| Установка для автоматической сварки тулеек лопат | 1973 |
|
SU476954A1 |
| УСТРОЙСТВО ОРИЕНТАЦИИ СВАРОЧНОЙ ГОРЕЛКИ ОТНОСИТЕЛЬНО РАЗДЕЛКИ СВАРИВАЕМЫХ КРОМОК ШВА | 1991 |
|
RU2032516C1 |


Изобретение относится к аппаратам д 1Я дуговой сварки поворотных стыков труб и других цилиндрических изделий и может быть использовано при строительстве магистральных трубопроводов в котлостроении и других отраслях машиностроения.
Известны, аппараты для дуговой сварки плавящимся электродом с присадочной проволокой, содержащие механизм подачи электродной проволоки и механизм подачи присадочной проволоки, смонтированные на общей раме, в которых присадочная проволока применяется для увеличения объема наплавленного металла и подается непосредственно в дугу, не соприкасаясь со свариваемым изделием 1, либо ее прижимают к свариваемым кромкам 2.
В известных аппаратах прижатие присадочной проволоки к кромкам стыка осуществляется за счет усилия подачи и сил упругости присадочной проволоки. Ввиду того, что эти усилия в процессе сварки нестабильны, известные аппараты не позволяют обеспечить надежное прижатие присадочной проволоки к корню разделки, что приводит к ухудщению качества сварки: в местах неплотного прижатия присадочной
проволоки образуются щлакозые включения (вследствие подтекания под нее расплавленного шлака, либо даже вытекания сварочной ванны с образованием прожогов и протеков).
Известно также устройство для автоматической дуговой сварки поворотных стыков труб, содержащее раму с механизмом для подачи электродной проволоки, и сварочной горелкой к механизм для подачи присадочной проволоки 3.
Это устройство наиболее близко к изоб10ретению по технической сущности и достигаемому результату.
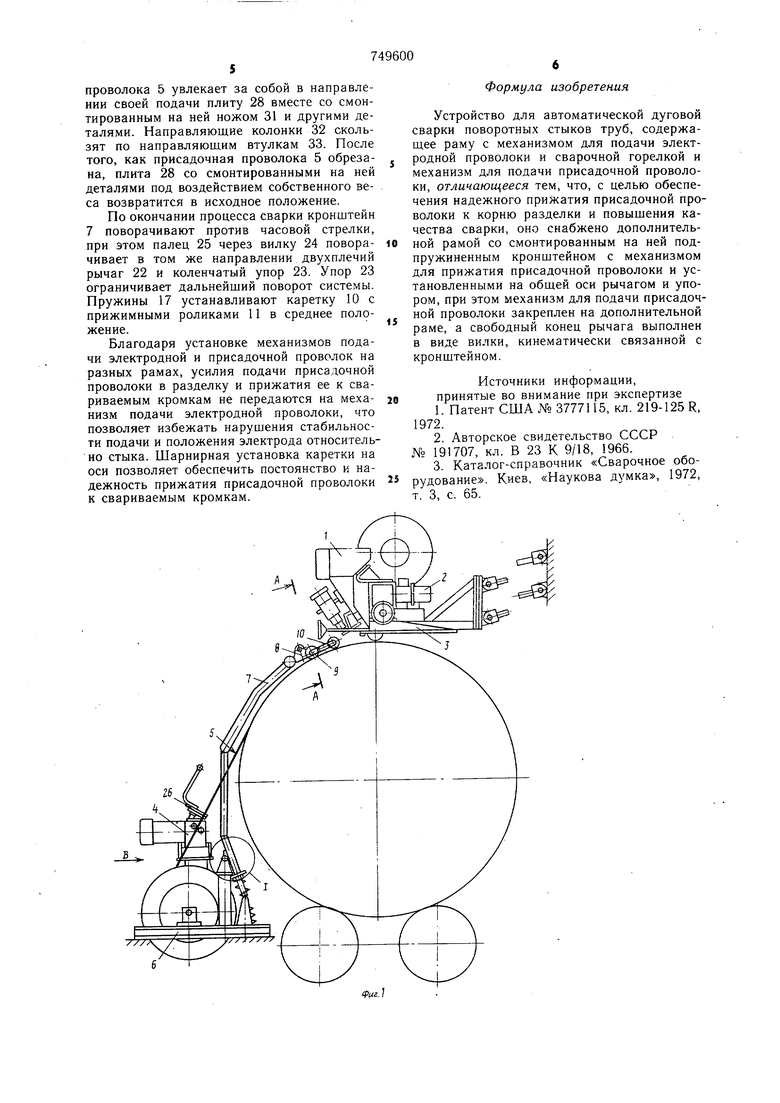
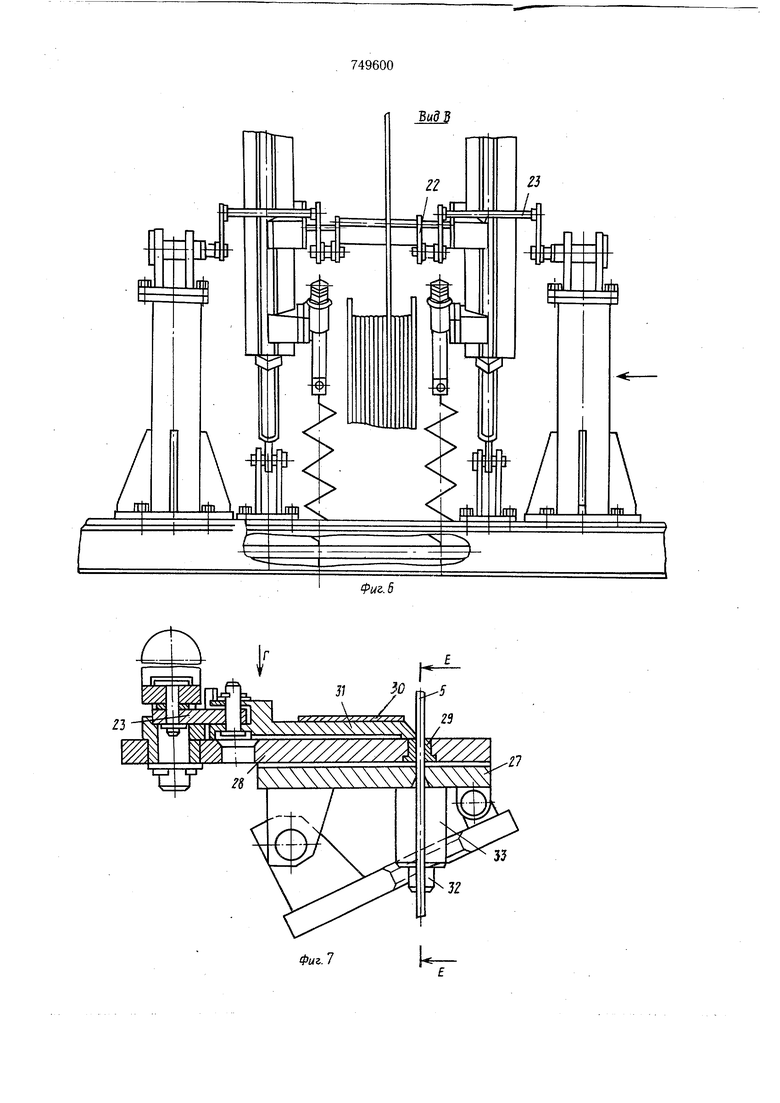
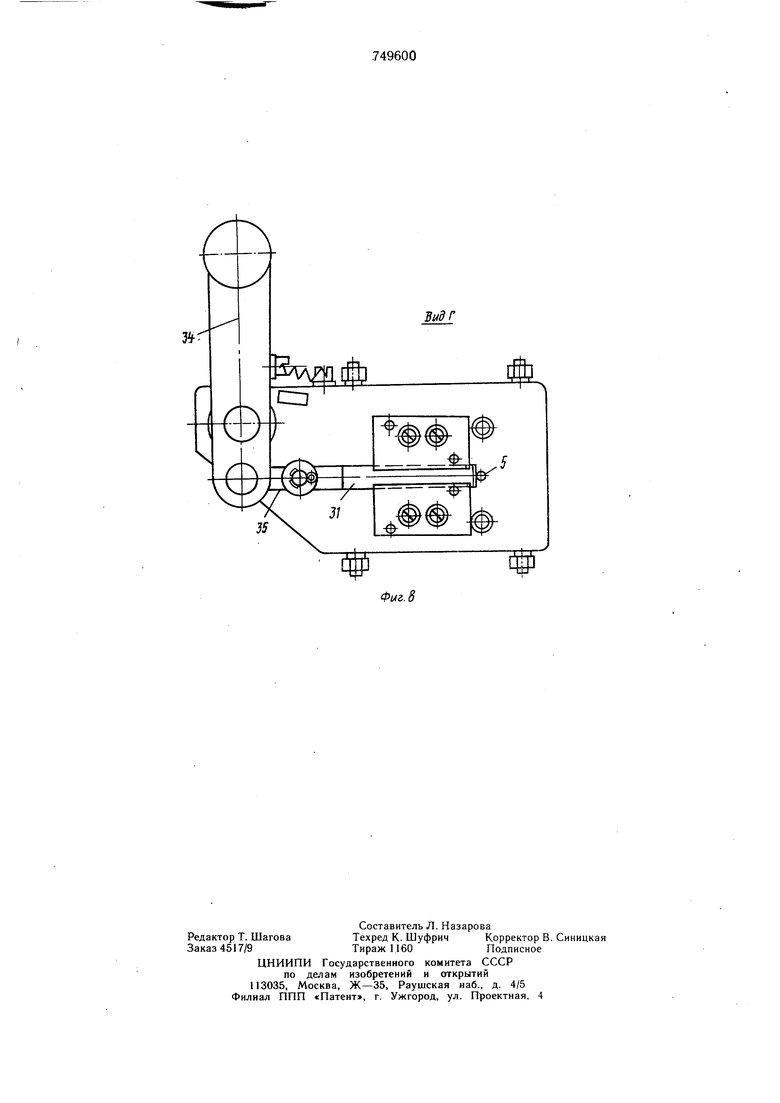
В этом устройстве присадочная проволока выполняет-одновременно функцию подкладки, поскольку присадочную проволо15ку подают в разделку, прижимают к кромкам и нагревают теплом дуги до размягчения, осаживают под воздействием усилия подачи и плотно закрывают зазор, предотвращая вытекание сварочной ванны при 20 сварке «навесу. Прижатие присадочной проволоки к кромкам стыка осуществляется за счет усилия подачи и сил упругости присадочной проволоки. Ввиду того, что эти усилия в процессе сварки нестабильны, известные аппараты не позволяют обеспечить надежное прижатие проволоки к корню разделки, что приводит к ухудшению качества сварки в местах неплотного прижатия присадочной проволоки, образовываются шлаковые включения (вследствие подтекания под нее расплавленного шлака, либо даже вытекания сварочной ванны с образованием прожогов и протеков). Недостаток известного устройства заключается также в том, что механизмы подачи электродной и присадочной проволоки установлены на обш,ей раме и под действием усилия подачи и прижатия присадочной проволоки сварочное устройство «отжимается от свариваемого изделия, вследствие чего нарушается стабильность положения электрода относительно стыка, что также приводит к ухудшению качества сварки. Для обеспечения надежного прижимания присадочной проволоки к корню разделки и повышения качества сварки предлагаемое устройство снабжено дополнительной рамой со смонтированным на ней подпружиненным кронштейном с механизмом для прижатия присадочной проволоки и установленными на общей оси рычагом и упором, при этом механизм для подачи присадочной проволоки закреплен на дополнительной раме, а свободный конец рычага выполнен в виде вилки, кинематически связанной с кронштейном. На фиг. 1 представлено предлагаемое устройство, обший вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - механизм прижатия присадочной проволоки; на фиг. 4 - вид по стрелке Б на фиг. 3; на фиг. 5 - узел I на фиг. 1; на фиг. 6 - вид по стрелке В на фиг. 1; на фиг. 7 - механизм отсекания присадочной проволоки; на фиг. 8 - вид по стрелке Г на фиг. 7. Устройство состоит из сварочной горелки 1 и механизма 2 для подачи электродной проволоки, установленных на раме 3, механизма 4 для подачи присадочной проволоки 5,установленного на дополнительной раме 6.На раме 6 смонтирован также подпружиненный кронштейн 7, на котором закреплен механизм для прижатия присадочной проволоки 8, выполненный в виде обоймы 9, в которой установлена каретка 10 с дву.мя прижимными роликами 11, при этом образующая поверхность каждого ролика 11 снабжена канавкой 12, профиль которой соответствует профилю поперечного сечения присадочной проволоки 5. Свариваемый стык 13 может в процессе сварки по ряду причин (например, торцы 14 и 15 свариваемых труб имеют косину, т. е. их плоскости неперпендикулярны к продольной оси труб. возможно осевое перемещение свариваемых труб в процессе вращения из-за неточности монтажа сварочной установки и т. д.) иметь осевое биение. Для компенсации этого биения ось 16 подпружинена пружинами 17 и может перемещаться в обойме 9 вместе с кареткой 10. Для установки прижимных роликов 11 на стык 13 перед сваркой служит механизм для поперечного перемещения обоймы 9 с кареткой 10, содержащий винт 18, гайку 19, жестко связанную с обоймой 9, и направляющую 20, смонтированную на кронштейне 7. На раме 6 установлены на общей оси 21 рычаг 22 и упор 23. Свободное плечо рычага 22 выполнено в виде вилки 24, связанной с кронщтейном 7 при помощи пальца 25. Упор 23 выполнен коленчатым и шарнирно установлен на раме 6. На механизме 4 подачи присадочной проволоки 5 установлен механизм 26 отсекания присадочной проволоки 5, содержащий основание 27 и плиту 28 с режущей втулкой 29. На плите 28 в направляющих 30 смонтирован нож 31, взаимодействующий с направляющими колонками 32, а основание 27 - направляющими втулками 33. Устройство работает следующим образом. Перед началом сварки кронштейн 7 находится в нерабочем положении (показано штрих-пунктирной линией на фиг. 5). При этом коленчатый упор 23 ограничивает дальнейший поворот влево рычага 22 и кронштейна 7. Присадочную проволоку 5 закладывают в свариваемый стык 13 и поворачивают кронштейн 7 вправо до упора прижимных роликов 11 в присадочную проволоку 5. При этом совмещение прижимных роликов 11 с плоскостью стыка 13 осуществляют, вращая винт 18 и перемещая в поперечном направлении обойму 9 с кареткой 10 и прижимными роликами 11. Благодаря воздействию подпружиненного кронштейна 7, ролики 11 плотно прижимают присадочную проволоку 5 к свариваемым торцам 14 и 15. При повороте кронщтейна 7 палец 25, воздействуя на вилку 24, поворачивает по часовой стрелке рычаг 22 и вместе с ним коленчатый упор 23. Вилка 24 препятствует самопроизвольному повороту кронщтейна 7 против часовой стрелки. Затем устанавливают на стык 14 сварочную горелку 1, включают вращение свариваемого изделия, подачу присадочной проволоки 5 и начинают сваркуПри осевом биении стыка 13 вместе с ним перемещаются ролики II с кареткой 10 и осью 16, сжимая правую или левую пружины 17. Для отсекания присадочной проволоки 5 (что необходимо при окончании процесса сварки стыка 13 и в некоторых других случаях) поворачивают рукоятку 34 против часовой стрелки, и толкатель 35 подает вправо нож 31, перемещающийся по направляющим 30. Присадочная проволока 5 защемляется между режущими кромками ножа 31 и втулки 29. Нож 31 начинает перере; зать. При этом подаваемая присадочная проволока 5 увлекает за собой в направлении своей подачи плиту 28 вместе со смонтированным на ней ножом 31 и другими деталями. Направляющие колонки 32 скользят по направляющим втулкам 33. После того, как присадочная проволока 5 обрезана, плита 28 со смонтированными на ней деталями под воздействием собственного веса возвратится в исходное положение. По окончании процесса сварки кронщтейн 7 поворачивают против часовой стрелки, при этом палец 25 через вилку 24 поворачивает в том же направлении двухплечий рычаг 22 и коленчатый упор 23. Упор 23 ограничивает дальнейщий поворот системы. Пружины 17 устанавливают каретку 10 с прижимными роликами 11 в среднее положение. Благодаря установке механизмов подачи электродной и присадочной проволок на разных рамах, усилия подачи присадочной проволоки в разделку и прижатия ее к свариваемым кромкам не передаются на механизм подачи электродной проволоки, что позволяет избежать нарушения стабильности подачи и положения электрода относительно стыка. Шарнирная установка каретки на оси позволяет обеспечить постоянство и надежность прижатия присадочной проволоки к свариваемым кромкам. Формула изобретения Устройство для автоматической дуговой сварки поворотных стыков труб, содержащее раму с механизмом для подачи электродной проволоки и сварочной горелкой и механизм для подачи присадочной проволоки, отличающееся тем, что, с целью обеспечения надежного прижатия присадочной проволоки к корню разделки и повыщения качества сварки, оно снабжено дополнительной рамой со смонтированным на ней подпружиненным кронщтейном с механизмом для прижатия присадочной проволоки и установленными на общей оси рычагом и упором, при этом механизм для подачи присадочной проволоки закреплен на дополнительной раме, а свободный конец рычага выполнен в виде вилки, кинематически связанной с кронщтейном. Источники информации, принятые во внимание при экспертизе 1.Патент США №3777115, кл. 219-125 R, 1972. 2.Авторское свидетельство СССР 191707, кл. В 23 К 9/18, 1966. 3.Каталог-справочник «Сварочное обоудование. Киев, «Наукова думка, 1972, . 3, с. 65.
749600 -А
/
ч
////////////л
я
Фиг. 7
h
