11
Изобретение относится к электро- уговой сварке трехфазной дугой не- плавящимися электродами в среде за- щитных газов Ь может быть использовано преимущественно для автоматической сварки по технологическим выступам тавровых соединений из алкгминиевых сплавов с толщиной стенки 3-8 мм.
Цель изобретения - повышение качества сварных соединений путем лучшения;условий формирования шва снижение .стоимости их изготовления.
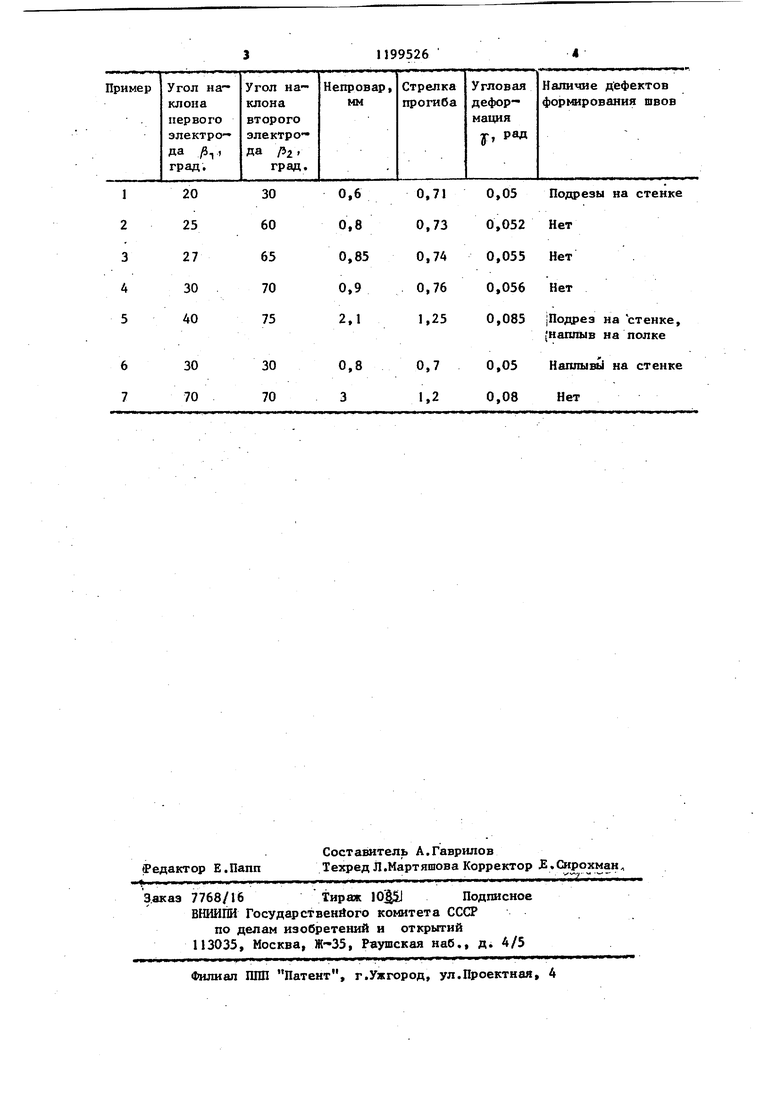
На чертеже представлена схема, поясняющая способ.
Для реализации способа имеются первый электрод I сварочной горелки, полка 2, технологический выступ 3, стенка 4, второй электрод 5 сваочной горелки.
Угол наклона /3, первого электрода сварочной горелки определяет ин енсивное разрушение потоком плазмы окисной пленки с поверхности полки 2 и выступа 3, а также принудительное перемещение капель расплавленного металла выступа на стенку 4..
Угол наклона /3, второго электрода 5 обеспечивает за счет преодоления сил поверхностного натяжения принудительное стекание расплавленного металла со стенки на полку и формирование галтели углового шва. Это можно объяснить следующим образом: металл выступа, расплавляясь дугой от первого элекрода, в виде непрерывного потока капель перемещается на стенку, где дополнительно подогревается дугой, горящей между первым и вторым электродами. Под действием дуги с второго электрода металл стекает со стенки, образуя галтель углового шва.
Проводят автоматическую сварку трехфазной дугой вольфрамовыми электродами в среде аргона образцов тавровых соединений из сплава Амг61 с толщиной стенки 3 мм. Толщина полки 6 мм, длина образцов 1м. Режим сварки: ток в электродах 320 А, ток в детали 550 А, скорость сварки 0,973 см/с, расход аргона 0,25 . Углы наклона первого
95262.
электрода / и второго электрода /Зу равны граничным значениям предлагаемых интервалов, середине этих интервалов и значениям больше и 5 меньше граничных. После окончания сварки осуществляется измерение величины непровара в месте контакта попки и стенки (Н), стрелки прогиба (f), угловой деформации полки (f) fO а также определяется наличие дефектов формирования шва. Результаты приведены в таблице.
При наклоне первого электрода
15 под углом ft меньшим 25° поток плаз1 1 смещается на стенку, увеличивая количество расплавленного на ней металла, который, стекая под вторым электродом на полку, вызы-
20 вает образование подреза на стенке (пример l). Если /5, больше 30, то ухудшаются условия разрушения окис- ной пленки с поверхностей выступа и полки (при заданном угле наклона
25 выступа) и резко возрастает величина непровара ( примеры 5 и 7) . В случае наклона второго электрода под углом /Ь меньше 60 силовое воздействие, дуги принимает такое направление,
3Q что расплавленный металл остается на стенке в виде наплывов (пример 6).
Если 2 больше 70, то силовое воздействие дуги смещается таким образом, что расплавленный металл выступа, перемещаясь со стенки, не заполняет полость, являющуюся результатом пересечения плоскостей выступа и полки и вертикальной плоскости стенки, что увеличивает v непровар, нарушает сплошность шва. Одновременно с этим в месте перехода от шва к металлу полки образуется наплыв (пример 5).
На основании анализа результатов, представленных в таблице, можно сделать вывод, что качественные соединения получаются лишь при реализации предлагаемого способа. Использование предлагаемого способа свар ки тавровых соединений обеспечивает по сравнению с существующими повы.шение качества сварных соединений и снижение стоимости их изготовления. 0,60,710,05 0,80,730,052 0,850,740,055 0,90,760,056 2,11,250,085 0,80,70,05 31,20,08 Подрезы на стенке Нет Нет Нет |Подрез на стенке, (нашшв на полке НаплывУ на стенке Нет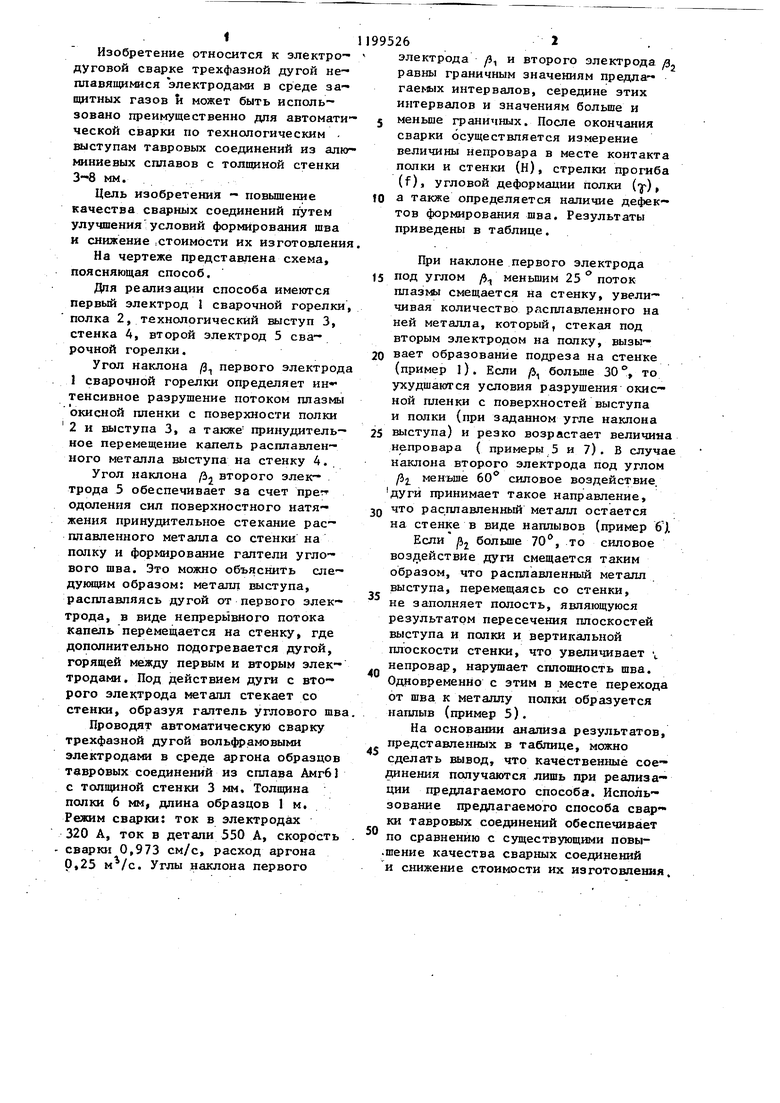
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухэлектродная горелка | 1985 |
|
SU1291323A1 |
| Способ дуговой сварки плавящимся электродом тавровых соединений | 1989 |
|
SU1696207A1 |
| Способ дуговой сварки однослойных швов угловых соединений | 1983 |
|
SU1140912A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ автоматической двухдуговой сварки тонкостенных тавровых соединений | 1978 |
|
SU766785A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2013 |
|
RU2529127C1 |
| СПОСОБ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВО-МАГНИЕВОГО СПЛАВА | 2021 |
|
RU2789951C1 |
| Способ изготовления тавровых конструкций диффузионной сваркой и устройство для его осуществления | 1978 |
|
SU749598A1 |
| Способ двухдуговой сварки | 1978 |
|
SU721268A1 |
| СПОСОБ ДВУСТОРОННЕЙ ДУГОВОЙ СВАРКИ ТАВРОВЫХ СОЕДИНЕНИЙ | 2015 |
|
RU2593244C1 |
СПОСОБ СВАРКИ ТАВРОВЫХ СОЕДИНЕНИЙ из алюминиевых сплавов трехфазной дугой негшавящимися электродами в среде защитного газа при толщине стенки 3-8 мм, при котором на стенке выполняют под углом 45° к поверхности полки технологические выступы, устанавливают стенку на полку и производят расплавление выступов, располагая электроды сварочной горелки наклонно к поверхно-. сти полки один за другим в направлении вектора скорости сварки, отличающийся тем, что, с целью повышения качества сварных I соединений путем улучшения условий формирования шва, первый электрод (Л наклоняют под углом, равным 25-30, с а следующий за ним - под углом, равным 60 - 70° ;0 N5 О)
| Жуков М.Б | |||
| и др | |||
| Технология изготовления сварных ребристых панелей из листовых и прессованных заготовок.-Сварочное производство | |||
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
| Столбов В.И | |||
| и др | |||
| Автоматическая сварка трехфазной дугой тавровых соединений из алюминиевых сплавов.- Сварочное производство, 1982, № 7, с | |||
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
