1
Изобретение относится к сварке давлением и может быть использовано для изготовления тавровых конструкций диффузион,ной сваркой.
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ изготовления тавровых конструкций диффузионной сваркой стенки с полкой, при котором в полке тавра выполняют канавку для установки стенки, а сварку и формирование галтели осуществляют за счет их пластической деформации. Устройство для его осуществления этого способа содержит обоймы, рабочие поверхности которых имеют закгруления, соответствующие требуемому радиусу галтели 1.
Недостатком известного способа и устройства является низкое качество сварки из-за наличия краевых непроваров по кромкам галтели.
Для повышения качества сварки за счет устранения краевых непроваров формирование галтели осуществляют путем осадки стенки до образования над поверхностью полки выступа, сопрягающегося с поверхностью полки под углом, превыщающим 90°, причем щирина этого выступа больще щирины стенки вместе с галтеля.м.ч, а его высота больше радиуса кривизны свободной поверхности кромки галтели.
Кроме того, канавку выполняют щириной, превыщающей толщину стенки вместе с галтелями, и глубиной, превыщающей радиус кривизны свободной поверхности кромки галтели.
Ширину канавки можно уменьшить на величину деформации ее стенок, а с целью упрощения технологии, канавку выполняют
10 глубиной, равной толщине полки.
Рабочая поверхность каждой обоймы, обращенная к полке тавра, выполнена с углублением, плавно сопрягающимся с поверхностью закругления и образующим вместе со свариваемыми деталями полость для формирования галтели, шириной, превыщающей толщину стенки вместе с галтеля.ми, и высотой, превышающей радиус кривизны свободной поверхности кромки галтели, а рабочая поверхность каждой обоймы, обращенная
20 к стенке тавра, выполнена наклонной.
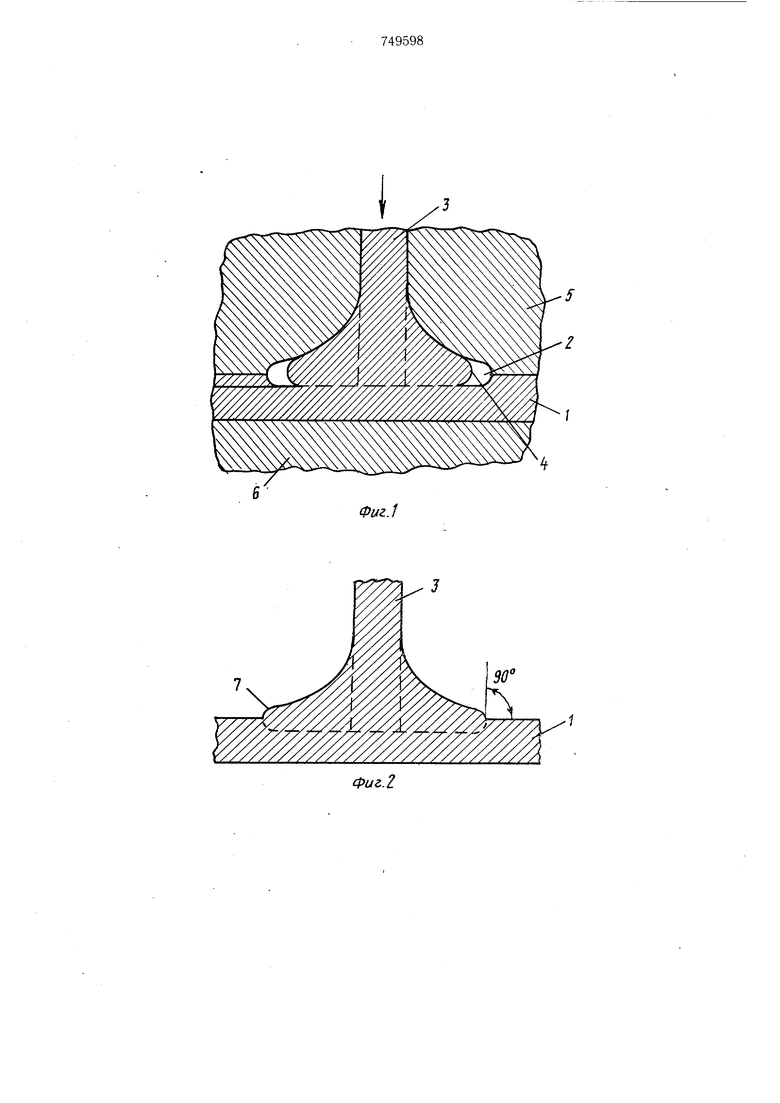
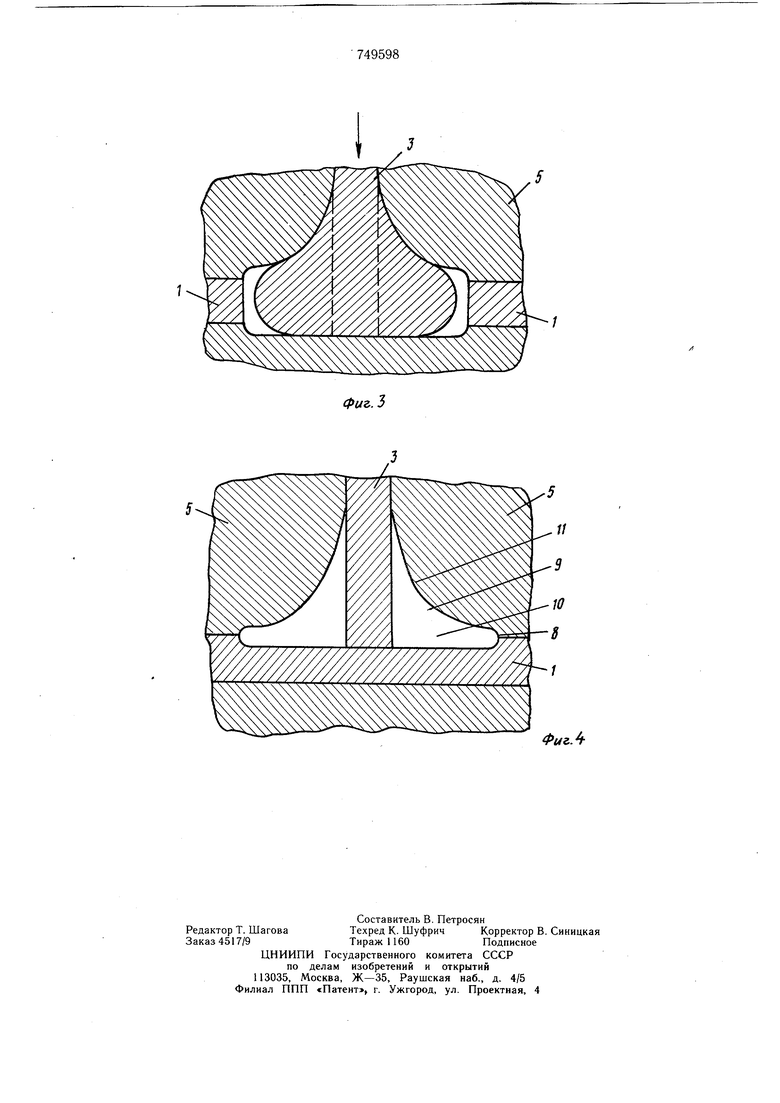
На фиг. 1 дана схема осуществления способа; на фиг. 2 показаны сваренные стенка и полка тавра; на фиг. 3 дана схема осуществления способа с канавкой, равной толщине полки; на фиг. 4 показано устройство для формирования галтели. Способ осуществляют следующим образом. В полке 1 (см. фиг. 1) выполняют канавку 2 для установки стенки 3,шириной, превышающей толщину стенки вместе с галтелями, и глубиной, превыщающей радиус кривизны свободной поверхности кромки галтели 4. Стенку и полку устанавливают между обоймами 5 на рабочий стол 6, нагревают и производят осадку стенки до образования над поверхностью полки 1 выступа 7 (см. фиг. 2), сопрягающегося с поверхностью полки под углом, превыщающим 90°. Для упрощения технологии канавку вы.полняют глубиной, равной толщине полки, т. е. полку делают составной из двух частей (см. фиг. 3). В случае, когда между полкой и оснасткой образуются зазоры, щирину канавки уменьщают на величину деформации ее стенок. Устройство для осуществления способа содержит обоймы 5 (см. фи. 4), рабочая поверхность каждой обоймы, обращенная к полке тавра, выполнена с углублением 8, плавно сопрягающимся с поверхностью закругления 9 и образующим вместе со свариваемыми деталями (см. поз. и 3) полость 10 для формирования галтели 4, щиринои превыщающей толщину стенки тавра вместе с галтелями, и высотой, превыщающей радиус кривизны свободной поверхности кромки галтели 4, а рабочая поверхность 11 каждой обоймы, обращенная к стенке тавра, выполнена наклонной. Благодаря наличию канавки в полке тавра и углублениям в обоймах, вся масса осаживаемой части стенки заполняет всю полость, образованную обоймами и свариваемыми деталями, и приваривается ко дну и стенкам канавки в полке тавра с образованием выступа над поверхностью полки, устраняются краевые непровары кромок галтели, что обеспечивает высокое качество сварки, а благодаря канавке, выполняемой глубиной, равной толщине полки, упрощается технология, так как исключается операция фрезерования канавки. Благодаря , наклону рабочих поверхностей обойм, облегчается течение материала стенки в направлении к полке тавра. Конкретный пример осуществления способа. Изготавливают тавровую конструкцию из титанового сплава ВТб «С. Предварительно экспериментально определяют радиус кривизны свободной поверхности кромки галтели для указанного сплава в условиях сварки. По результатам эксперимента в полке тавра размером 200 X X 50 X 4 мм выполняют канавку глубиной 0,3 мм и щиринои 8 мм, в них устанавливают стенку тавра толщиной 4 мм и высотой 50 мм. Стенку с полкой устанавливают с обоймы сварочного устройства. В обоймах выполняют углубления. Собранный узел устанавливают в вакуумную печь и производят сварку по следующему режиму: температура сварки 900°С, сварочное давление 2кг1мм, время сварки 30 мин и вакуум 5-10 мм рт.ст. Испытания сварного соединения показали равнопрочность соединения основному металлу. Использование изобретения позволит повысить качество сварки при изготовлении тавровых конструкций за счет исключения краевых непроваров по кромкам галтели. Формула изобретения 1.Способ изготовления тавровых конструкций диффузионной сваркой стенки с полкой, при котором в полке тавра выполняют канавку для установки стенки, а сварку и формирование галтели осуществляют за счет их пластической деформации, отличающийся тем, что, с целью повыщения качества сварки за счет устранения краевых непроваров, формирование галтели осуществляют путем осадки стенки до образования над поверхностью полки выступа, сопрягающегося с поверхностью полки под углом, превыщающим 90°, причем щирина этого выступа больще щирины стенки вместе с галтелями, а его высота больще радиуса кривизны свободной поверхности кромки галтели. 2.Способ по п. 1, отличающийся тем, что канавку выполняют щиринои, превыщающ,ей толщину стенки вместе с галтелями и глубиной, превыщающей радиус кривизны свободной поверхности кромки галтели. 3.Способ по пп. 1, 2, отличающийся тем, что щирнну канавки уменьшают на величину деформации ее стенок. 4.Способ по п. 1, отличающийся тем, что, с целью упрощения технологии, канавку выполняют глубиной, равной толщине полки. 5.Устройство для осуществления способа по пп. 1, 2, 3, 4, содержащее обоймы, рабочие поверхности которых имеют закругления, соответствующие требуемому радиусу галтели, отличающееся тем, что, с целью повыщения качества сварки за счет устранения краевых непроваров, рабочая поверхность каждой обоймы, обращенная к полке тавра, выполнена с углублением, плавно сопрягающимся с поверхностью закругления и образующим вместе со свариваемыми деталями полость для формирования галтели, щиринои, превыщающей толщину стенки вместе с галтелями, и высотой, превыщающей радиус кривизны свободной поверхности кромки галтели, а рабочая поверхность каждой обоймы, обращенная к стенке тавра, выполнена наклонной./ Источники информации, принятые во внимание при экспертизе 1. Патент США № 3950841, кл. В 23 К 31/02, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для диффузионной сварки | 1978 |
|
SU679358A1 |
| Способ сварки давлением с подогревом тавровых конструкций | 1984 |
|
SU1219298A2 |
| Способ контроля сварных соединений | 1978 |
|
SU680837A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ФРИКЦИОННОЙ СВАРКИ ТАВРОВЫХ СОЕДИНЕНИЙ | 2011 |
|
RU2466839C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ ТАВРОВЫХ СОЕДИНЕНИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2418664C1 |
| Способ изготовления тавровых изделийдиффузиОННОй СВАРКОй | 1979 |
|
SU823032A1 |
| Способ электронно-лучевой сварки тавровых соединений | 1987 |
|
SU1454610A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1986 |
|
RU1408650C |
| Способ автоматической двухдуговой сварки тонкостенных тавровых соединений | 1978 |
|
SU766785A1 |
| Способ получения таврового соединения | 2023 |
|
RU2822529C1 |