(54) СПОСОБ ДВУХДУГОВОЙсВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки магнитоуправляемой дугой | 1980 |
|
SU927433A1 |
| СПОСОБ ДВУСТОРОННЕЙ ДУГОВОЙ СВАРКИ ТАВРОВЫХ СОЕДИНЕНИЙ | 2015 |
|
RU2593244C1 |
| Способ автоматической двухдуговой сварки тонкостенных тавровых соединений | 1978 |
|
SU766785A1 |
| Способ автоматической двухдуговойСВАРКи ТАВРОВыХ СОЕдиНЕНий | 1978 |
|
SU799926A1 |
| Способ двухдуговой сварки угловых швов тавровых соединений | 1978 |
|
SU766783A1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ УГЛОВЫХ ШВОВ ТАВРОВЫХ СОЕДИНЕНИЙ | 2018 |
|
RU2697545C1 |
| Способ дуговой сварки плавящимся электродом тавровых соединений | 1989 |
|
SU1696207A1 |
| Способ двухдуговой сварки угловых швов тавровых соединений | 1976 |
|
SU626905A1 |
| Способ автоматической двухдуговой сварки тавровых соединений | 1981 |
|
SU1013165A1 |
| Способ сварки плавлением | 1979 |
|
SU863236A1 |
1
Изобретение относится к способа дуговой автоматической сварки и может быть использовано при изготолении тавровых, двутавровых балок и ребристых панелей в различных отраслях промышленности.
Известны способы автоматической сварки двумя электродами, расположенными под углом один к другому с противоположных сторон вертикешьной стенки 1.
Недостатками этих способов Является то, что взаимодействие ма нитных полей, создаваемых дугами, не позволяет получить -устойчивые дуги направленного действия.
Взаимодействие магнитных полей приводит к блужданиям дуг, в результате чего происходит перемещение шва то на полку, то на стенку тавра, что приводит к неполному провару соединения в месте стыка стенки и полки тавра, а также привдит к образованию подрезов на границах шва.
Смешение электродов одного относительно другого по линии соединения устраняет блуждение дуг, но :;нижает проплавляюшукт способность
источников нагрева, что также не обеспечивает полный провар по сечению соединения.
Наиболее близким по технической сущности и достигаемому эффекту к изобретению является способ двухдуговой сварки тавровых соединений, при котором сварку ведут встречно напр вленньда/1И дугами в раздельные
0 сварочные ванны, расположенные по разные стороны от вертикального элемента, при этом электродом сообщают колебательное движение в одном направлении в плоскости, перпендику.лярной оси шва 2.
Однако такой способ в основном предназначен для сварки.тавровых соединений из элементов равной толщины или из одного и того же материала. Когда один из элементов таврового соединения имеет большую толшину или изготовлен из материала с большей теплопроводностью, применение этого способа приводит к непровару более толстого элемента, так как тепло дуг распределяется равномерно на оба элемента тавра.
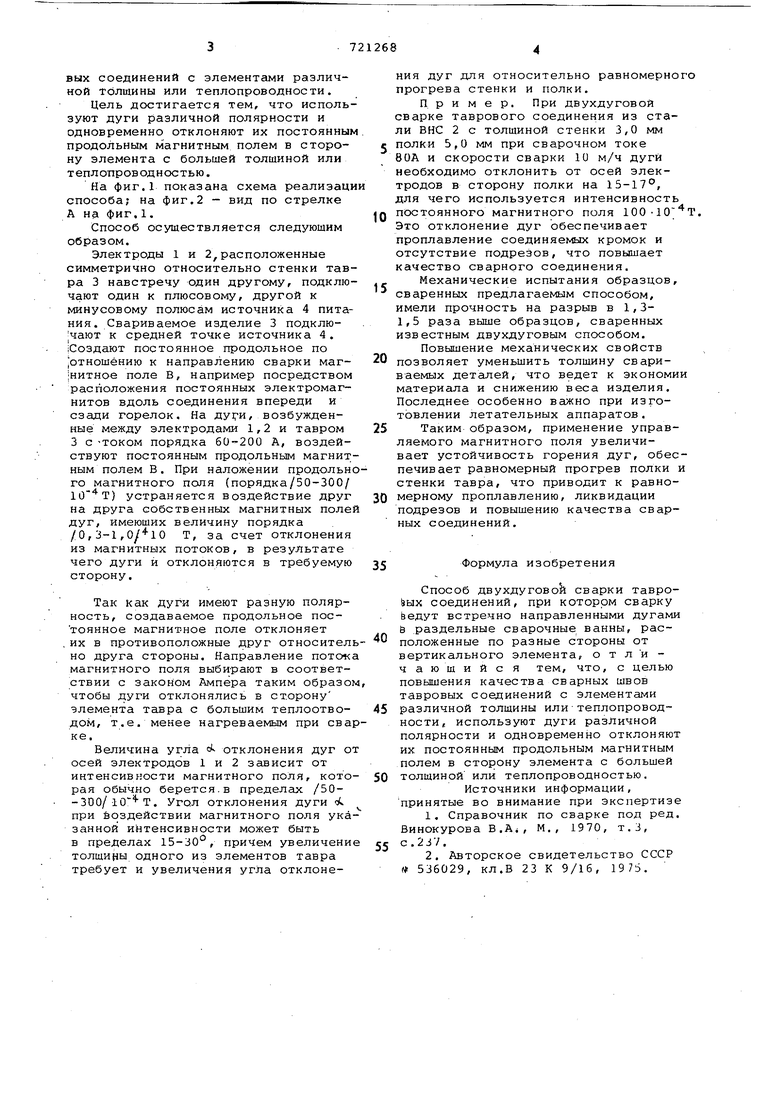
Целью изобретения является повышение качества сварных швов тавровых соединений с элементами различной толщины или теплопроводности. Цель достигается тем, что исполь зуют дуги различной полярности и одновременно отклоняют их постоянны продольным магнитным полем в сторону элемента с большей толщиной или теплопроводностью. На фиг.1 показана схема реализац способа; на фиг.2 - вид по стрелке А на фиг,1. Способ осуществляется следующим образом. Электроды 1 и 2,расположенные симметрично относительно стенки тав ра 3 навстречу один другому, подклю чают один к плюсовому, другой к минусовому полюсам источника 4 пита ния. Свариваемое изделие 3 подклю|чают к средней точке источника 4 . |Создают постоянное продольное по |отношёнию к направлению сварки маг|нитное поле В, например посредством расположения постоянных электромагнитов вдоль соединения впереди и сзади горелок. На дуги, возбужденные между электродами 1,2 и тавром 3 с -током порядка 60-200 А, воздействуют постоянным продольным магнит ным полем В. При наложении продольн го магнитного поля (порядка/50-300/ ) устраняется воздействие друг на друга собственных магнитных поле дуг, имеющих величину порядка /О, 3-1 , Т, за счет отклонения из магнитных потоков, в результате чего дуги и отклоняются в требуемую сторону. Так как дуги имеют разную полярность, создаваемое продольное постоянное магнит-ное поле отклоняет их в противоположные друг относител но друга стороны. Направление поток магнитного поля выбирают в соответствии с законом Ампера таким образо чтобы дуги отклонялись в сторону элемента тавра с большим теплоотводом, т.е. менее нагреваемым при сва ке. Величина угла с отклонения дуг о осей электродов 1 и 2 зависит от интенсивности магнитного поля, кото рая обычно берется.в пределах /50-300/10 Т. Угол отклонения дуги ot. при воздействии магнитного поля ука занной интенсивности может быть в пределах 15-30°, причем увеличени толщины одного из элементов тавра требует и увеличения yr.ria отклонения дуг для относительно равномерного прогрева стенки и полки. Пример. При двухдуговой сварке таврового соединения из стали вне 2 с толщиной стенки 3,0 мм полки 5,0 мм при сварочном токе 80А и скорости сварки 10 м/ч дуги необходимо отклонить от осей электродов в сторону полки на 15-17°, для чего используется интенсивность постоянного магнитного поля 10010 Т. Это отклонение дуг обеспечивает проплавление соединяемых кромок и отсутствие подрезов, что повышает качество сварного соединения. Механические испытания образцов, сваренных предлагаемым способом, имели прочность на разрыв в 1,31,5 раза выше образцов, сваренных известным двухдуговым способом. Повышение механических свойств позволяет уменьшить толщину свариваемых деталей, что ведет к экономии материала и снижению веса изделия. Последнее особенно важно при изготовлении летательных аппаратов. Таким образом, применение управляемого магнитного поля увеличивает устойчивость горения дуг, обеспечивает равномерный прогрев полки и стенки тавра, что приводит к равномерному проплавлению, ликвидации подрезов и повышению качества сварных соединений. Формула изобретения Способ двухдуговой сварки тавровых соединений, при котором сварку Ьедут встречно направленными дугами 6 раздельные сварочные ванны, расположенные по разные стороны от вертикального элемента, о т л и чающийс я тем, что, с целью повышения качества сварных швов тавровых соединений с элементами различной толщины или-теплопроводности, используют дуги различной полярности и одновременно отклоняют их постоянным продольным магнитным полем в сторону элемента с большей толщиной или теплопроводностью. Источники информации, принятые во внимание при экспертизе 1.Справочник по сварке под ред. Винокурова В.А, М., 1970, т.З, с.237. 2.Авторское свидетельство СССР «t 536029, кл.В 23 К 9/16, 1975.
ФигЛ
Вид A
V
Фиг. 2
