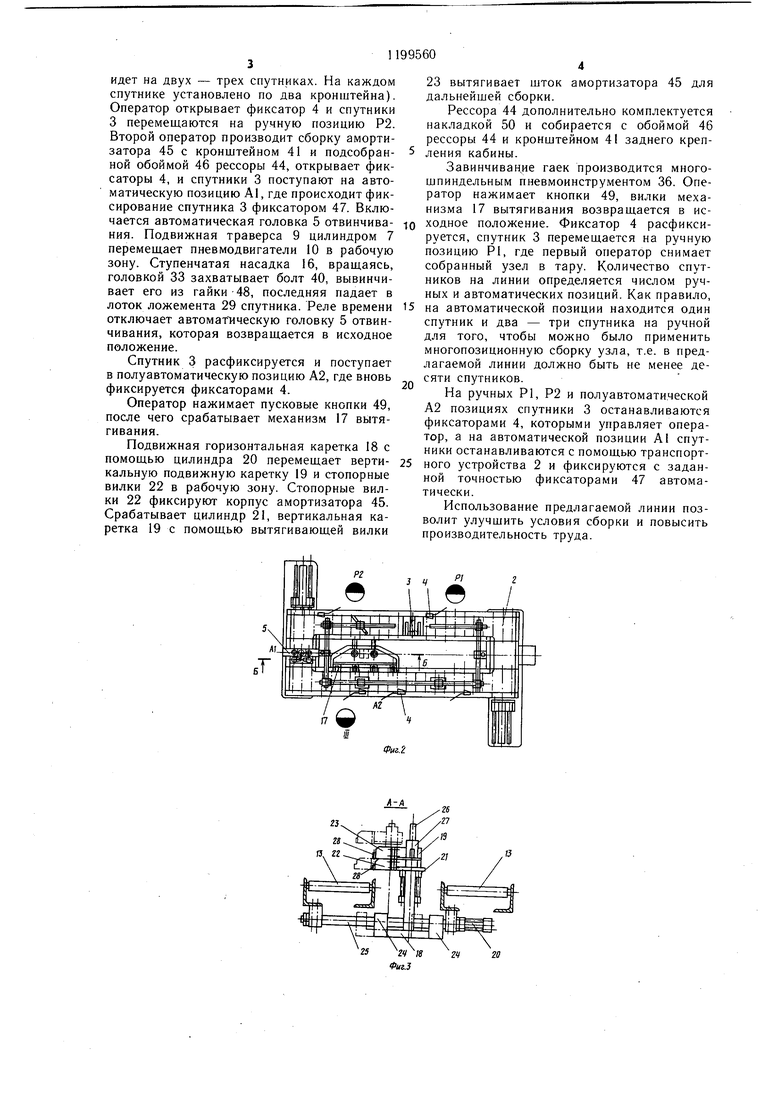
Изобретение относится к оборудованию для механосборочных работ и может быть использовано для сборки кронштейна крепления кабины автомобилей, например автомобиля КамАЗ. Цель изобретения - повышение производительности за счет автоматизации процесса сборки и упрощения конструкции узлов линии. На фиг. 1 изображена автоматизированная линия для сборки кронштейна креплеН.ИЯ кабины, общий- вид; на фиг.2 - то же, бид в плане; на фяг.З - сечение А-А на фиг. 1; на фиг.4 - сечение Б-Б на фиг.2; на фиг.5 - спутник с собранным узлом; на фиг.6 - узел I на фиг.4. Автоматизированная линия сборки кронштейна крепления кабины состоит из основания 1 с установленными на нем по технологическому циклу транспортным устройством 2 перемещения спутников 3 с фиксаторами 4, автоматической головкой 5 отвинчивания, выполненной в виде неподвижной траверсы 6 с цилиндром 7, связанной с основанием 1 стойками 8, и подвижной траверсы 9 с пневмодвигателями 10. Фиксаторы 4 предназначены для остановки и фиксирования спутников 3. Последние выполнены в виде опоры 11 с поддержкой 12 и предназначены для перемещения собираемых деталей и узлов от одной рабочей позиции к другой, которые, в свою очередь, перемещаются транспортным устройством 2, представляющим собой типовой роликовый транспорт 13 с приводными роликами и пневматическими переталкивателями. Неподвижная траверса 6 представляет собой сварной узел с направляющими стаканами 14 и местами к цилиндру 7 и стойкам 8. Подвижная траверса 9 представляет собой пластину с местами крепления пневмодвигателей 10 и скалок 15 и предназначена для подачи ступенчатых насадок 16, закрепленных на шпинделях пневмодвигателей 10 в рабочую зону. На транспортном устройстве 2 установлен механизм 17 вытягивания, выполненный в виде П0ДВИЖНЫХ горизонтальной 18 и вертикальной 19 кареток, связанных соответственно с цилиндрами 20 и 21. Кроме того, на горизонтальной каретке 18 установлены стопорные вилки 22, а на вертикальной каретке 19 - вытягивающие вилки 23. Подвижная горизонтальная каретка 18 предназначена для подачи вертикальной каретки 19 и стопорных вилок 22 в рабочую зону и представляет собой сварной узел с направляющими втулками 24 для скалок 25 и гнездами для крепления штока цилиндра 20 и установки скалок 26, а также с местами крепления стопорных вилок 22. Подвижная вертикальная каретка 19 предназначена для перемещения вытягивающих вилок 23 и представляет собой сварной узел с направляющими втулками 27 для скалок 26 и местами крепления штока цилиндра 21 и вытягивающих вилок 23. Стопорная вилка 22 предназначена для стопорения корпуса амортизатора (собираемая деталь) при вытяжке его щтока и представляет собой пластину с пазом и отверстиями для крепления предохранительных накладок 28, имеющих заходные фаски, и отверстия для крепления ее к каретке 18. Вытягиваюш.ая вилка 23 предназначена для вытяжки штока амортизатора (собираемая деталь) из корпуса и представляет собой пластину с пазом и отверстиями для крепления предохранительных накладок 28, имеющих заходные фаски, и отверстиями для крепления ее к каретке 19. Спутники 3 снабжены выполненным в виде сварного узла ложементом 29 с гнездом 30, предназначенным для установки и базирования рессоры (собираемая деталь), а также для предохранения ее от проворачивания при сборке, поддержкой 12 с пазом 31 и гнездами 32. Поддержка 12 выполнена в виде пластин. Паз 31 предназначен для установки стремянки (собираемая деталь), а гнездо 32 - для установки болта (собираемая деталь) и предохранения его от проворачивания при сборке. Шпиндели автоматической головки 5 отвинчивания снабжены ступенчатой насадкой 16 с зазором S в местах соединения. Ступенчатая насадка 16 содержит головку 33, удлинители 34 и подпружиненную насадку 35, которая крепится к шпинделю пневмодвигателя 10. Удлинители 34 благодаря зазорам S позволяют головке 33 захватить болт (собираемая деталь) при отклонениях оси болта от оси шпинделя пневмопривода. Введение ступенчатой насадки 16 с зазором в местах соединения позволяет компенсировать погрещности размеров некачественно изготовленных деталей.. В линии применен многошпиндельный пневмоинструмент 36, подвешенный на монорельсах 37 с помощью тележек 38 и балансиров 39. f Автоматизированная линия относится к линиям с нежесткой связью, где ручные операции совмещаются с автоматическими, причем не связанные жестким циклом работы. На линии возможно выполнение сразу нескольких операций независимо от соседних позиций - это сборка на ручных позициях Р1 и Р2, автоматической А1 и полуавтоматической А2 позициях. Линия работает следующим образом (обслуживают три оператора). На ручной позиции PI оператор устанавливает болт 40 в гнездо 32, затем кронштейн 41 заднего крепления кабины со стремянкой 42 и подкладкой 43 - наспутник 3, при этом стремянка 42 попадает в паз 31, укладывает рессору 44 на ложемент 29, базируя болт 40 в гнезде 30. (Сборка идет на двух - трех спутниках. На каждом спутнике установлено по два кронштейна). Оператор открывает фиксатор 4 и спутники 3 перемещаются на ручную позицию Р2. Второй оператор производит сборку амортизатора 45 с кронштейном 41 и подсобранной обоймой 46 рессоры 44, открывает фиксаторы 4, и спутники 3 поступают на автоматическую позицию А1, где происходит фиксирование спутника 3 фиксатором 47. Включается автоматическая головка 5 отвинчивания. Подвижная траверса 9 цилиндром 7 перемещает пневмодвигатели 10 в рабочую зону. Ступенчатая насадка 16, вращаясь, головкой 33 захватывает болт 40, вывинчивает его из гайки 48, последняя падает в лоток ложемента 29 спутника. Реле времени отключает автоматическую головку 5 отвинчивания, которая возвращается в исходное положение. Спутник 3 расфиксируется и поступает в полуавтоматическую позицию А2, где вновь фиксируется фиксаторами 4. Оператор нажимает пусковые кнопки 49, после чего срабатывает механизм 17 вытягивания. Подвижная горизонтальная каретка 18 с помощью цилиндра 20 перемещает вертикальную подвижную каретку 19 и стопорные вилки 22 в рабочую зону. Стопорные вилки 22 фиксируют корпус амортизатора 45. Срабатывает цилиндр 21, вертикальная каретка 19 с помощью вытягивающей вилки
я/ 23 вытягивает шток амортизатора 45 для дальнейшей сборки. Рессора 44 дополнительно комплектуется накладкой 50 и собирается с обоймой 46 рессоры 44 и кронштейном 41 заднего крепления кабины. Завинчиван,ие гаек производится многошпиндельиым пневмоинструментом 36. Оператор нажимает кнопки 49, вилки механизма 17 вытягивания возвращается в исходное положение. Фиксатор 4 расфиксируется, спутник 3 перемещается на ручную позицию Р1, где первый оператор снимает собранный узел в тару. Количество спутников на линии определяется числом ручных и автоматических позиций. Как правило, на автоматической позиции находится один спутник и два - три спутника на ручной для того, чтобы можно было применить многопозиционную сборку узла, т.е. в предлагаемой линии должно быть не менее десяти спутников. На ручных Р1, Р2 и полуавтоматической А2 позициях спутники 3 останавливаются фиксаторами 4, которыми управляет оператор, а на автоматической позиции А1 спутники останавливаются с помощью транспортного устройства 2 и фиксируются с заданной точностью фиксаторами 47 автоматически. Использование предлагаемой линии позволит улучшить условия сборки и повысить производительность труда.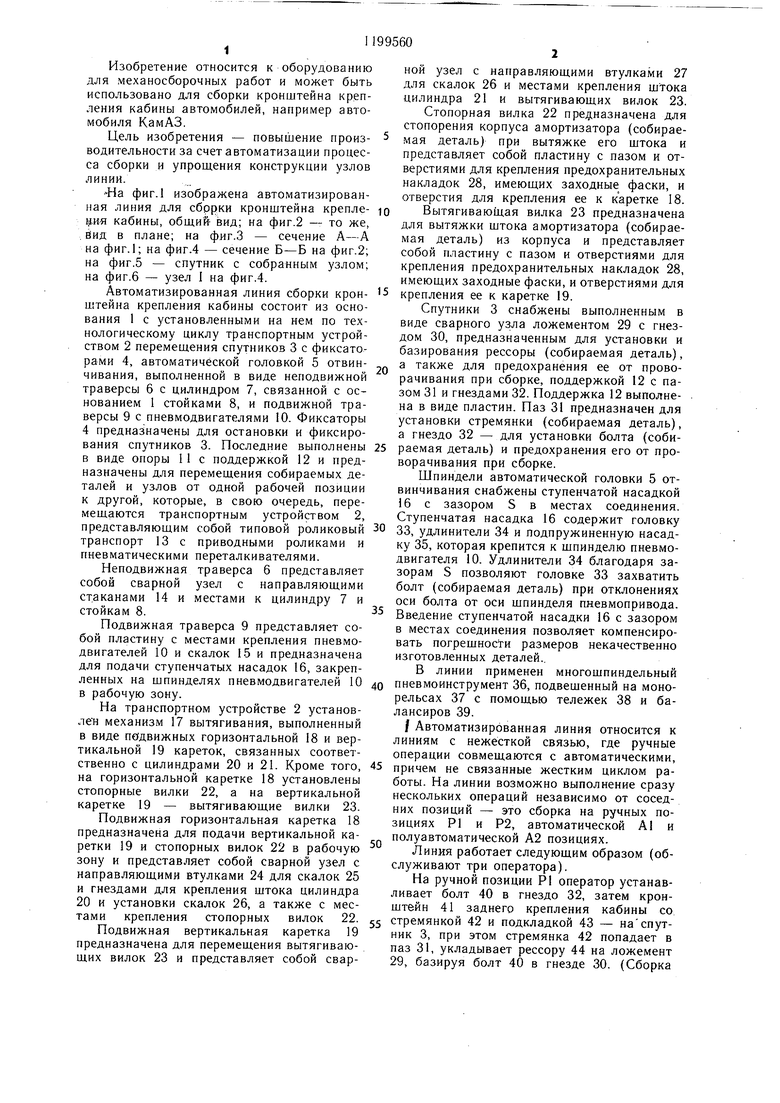
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПЛЕКС СБОРКИ ШАТУННО-ПОРШНЕВОЙ ГРУППЫ | 2013 |
|
RU2548843C2 |
| Автоматизированная поточная линия для изготовления сварных конструкций | 1991 |
|
SU1784430A1 |
| СТАНОК ДЛЯ ЗАВИНЧИВАНИЯ ШПИЛЕК | 2001 |
|
RU2197368C2 |
| Автоматизированная сборочная линия | 1981 |
|
SU1013212A1 |
| Кантователь | 1984 |
|
SU1271710A1 |
| Устройство для завинчивания и отвинчивания элементов промежуточного крепления рельсового звена | 1985 |
|
SU1268653A1 |
| Устройство для завинчивания и отвинчивания элементов промежуточного крепления рельсового звена | 1982 |
|
SU1046378A2 |
| Полуавтоматическая сборочная линия | 1982 |
|
SU1115886A1 |
| Поточная линия для сборки и сварки металлических изделий | 1976 |
|
SU654372A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |

1. АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ СБОРКИ КРОНШТЕЙНА КРЕПЛЕНИЯ КАБИНЫ, содержаш,ая установленный на основании спутник, выполненный в виде опоры с поддержкой, пневмоинструмент и транспортное средство, отличаю39 38 56 13 щаяся те.м, что, с целью повышения производительности, она снабжена связанными между собой транспортным средством, автоматической головкой отвинчивания, выполненной в виде неподвижной траверсы с цилиндром и подвижной траверсы с пневмодвигателями, механизмом вытягивания, выполненным в виде связанных с цилиндрами подвижных горизонтальной и вертикальной, кареток, при этом на каретках установлены соответственно стопорные и вытягиваюш,ие вилки, а шпиндели автоматической головки отвинчивания снабжены ступенчатой насадкой. 2. Линия по П.1, отличающаяся тем, что спутник снабжен ложементом и поддержкой с гнездами. (Л со со СП О5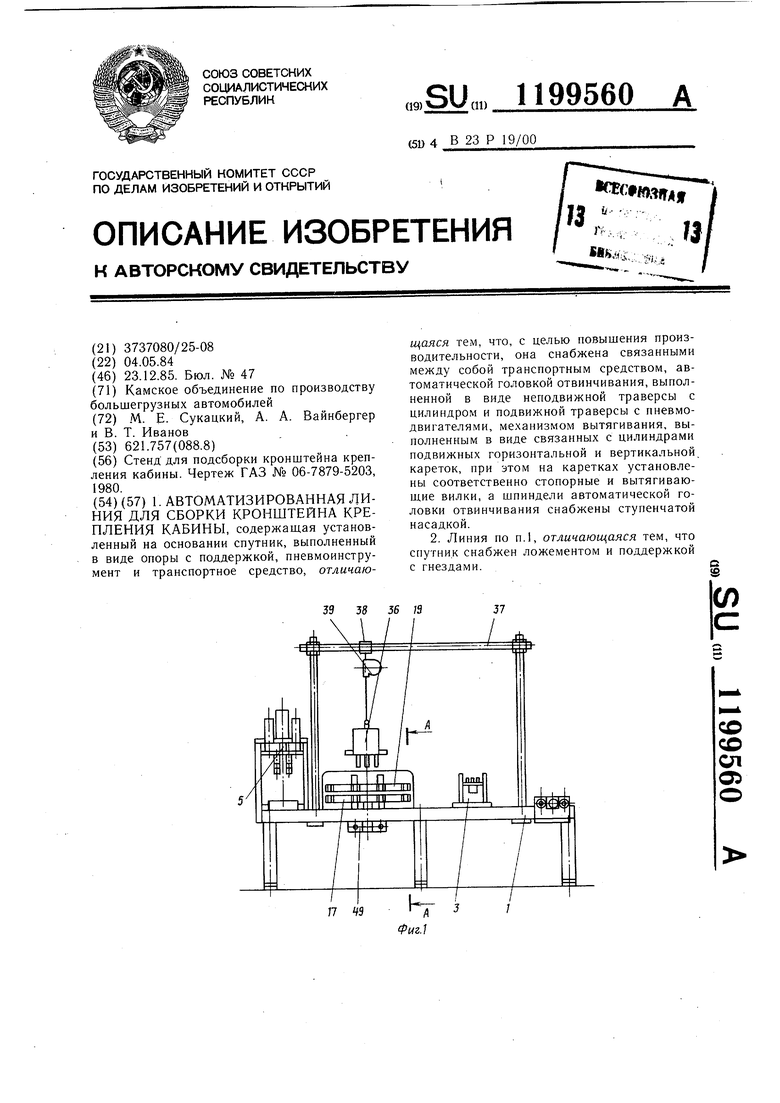
А-А
18
Фаг.}
ФагЛ
liФиг. 5
35
33
| Стенд для подсборки кронштейна крепления кабины | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
