Изобретение относится к автоматизации технологических процессов в машиностроении, в частности к загрузке цилиндрических заготовок в кузнечный индукционный нагреватель, и можетбыть использовано для загрузки заготовок в линиях штамповки, механообработки, термообработки, а также роботизированных технологических комплексах. гЦелью изобретения является повышение надежности работы устройства путем ликвидации подпора на входе в выходной лоток и: исключения йбразования второго ряда деталей в плоскости вращения. На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - вид А на фиг. 1. Устройство состоит из неподвижного корпуса 1 с ободом 2, во внутренней части которого установлен ориентирующий механизм, выполненный из внутреннего диска 3 и наружного кольца 4, получающих вращение от общего привода 5. Плоскости диска S и кольца 4 образуют между собой угол ос (как и оси их вращения) и сопрягаются в точке а. За зоной наибольшего возвышения кольца 4 над внутренним диском 3 по касательной к наружному кольцу 4 расположен выходной лоток 6. Наружная стенка 7 выходного лотка 6 выполнена с возможностью перемеп1ения при настройке лотка на заданный диаметр детали и соединена шарниро.м 8 с подвижной частью 9 обода 2, другой конец которой соединен шарниром 10 с неподвижной частью 11 обода 2. Внутренняя стенка 2 выходного лотка 6 закреплена неподвижно на ободе 2 и может быть выполнена, например, заодно с основанием лотка. На ободе 2 между точкой а сопряжения диска 3 и кольца 4 и лотком (по направлению вращения кольца) установлен элемент 13, тормозящий движение деталей, например управляемый датчиком 14 электромагнит, для усиления положительного эффекта (создания разрыва между деталями, перепускания по одной-две заготовки в зону наибольшего возвышения). Для того, чтобы правильно ориентированные детали не скатывались с наружного кольца 4 в зоне наибольшего возвышения, плоскость кольца 4 имеет небольшой уклон в сторону борта. Величина угла ot между осями вращения кольца 4 и диска 3 назначается из условия удержания силой трения от сползания деталей в направлении, обратном их движению, т.е. этот угол должен быть заведомо меньще угла трения скольжения для пары ориентирующая поверхность - деталь. С другой стороны этот угол не должен быть меньше 5-10° из условия необходимого перепада уровней в зоне наибольшего возвышения кольца над внутренним диском. Устройство работает следующим обраПорция деталей из навала с помощью питателя-вибролотка (не показан) поступает на диск 3. Получая вместе с диском вращательное движение, детали раскатываются к периферии и занимают вдоль окружности диска преимущественно хордальное положение. Часть деталей в зоне сопряжения диска 3 и кольца 4 (точка а) попадает на рабочую поверхность кольца 4, которое перемещает их к выходному лотку 6, отделяя от деталей на диске 3. По пути движения правильно ориентированные детали, благодаря описанной настройке, подаются в выходной лоток, а неправильно ориентированные сдвигаются бортом к оси вращения и падают на диск 3 для повторного ориентирования. Если деталей на кольце впереди электромагнита нет, то датчик 14 наличия деталей дает команду на выключение электромагнита и часть деталей (одна-две) перепускается электромагнитом 13 на участок наибольшего возвышения кольца 4, где датчик улавливает появление деталей и включает электромагнит 13, который вновь задерживает поток деталей, подаваемых кольцом 4 к электромагниту 13. Таким образом, создается разрыв между деталями на участке наибольшего возвышения кольца, при этом неправильно сориентированные детали под действием тяжести беспрепятственно падают на диск, чем исключается сбой в работе устройства при коротких деталях.
Фиг. 2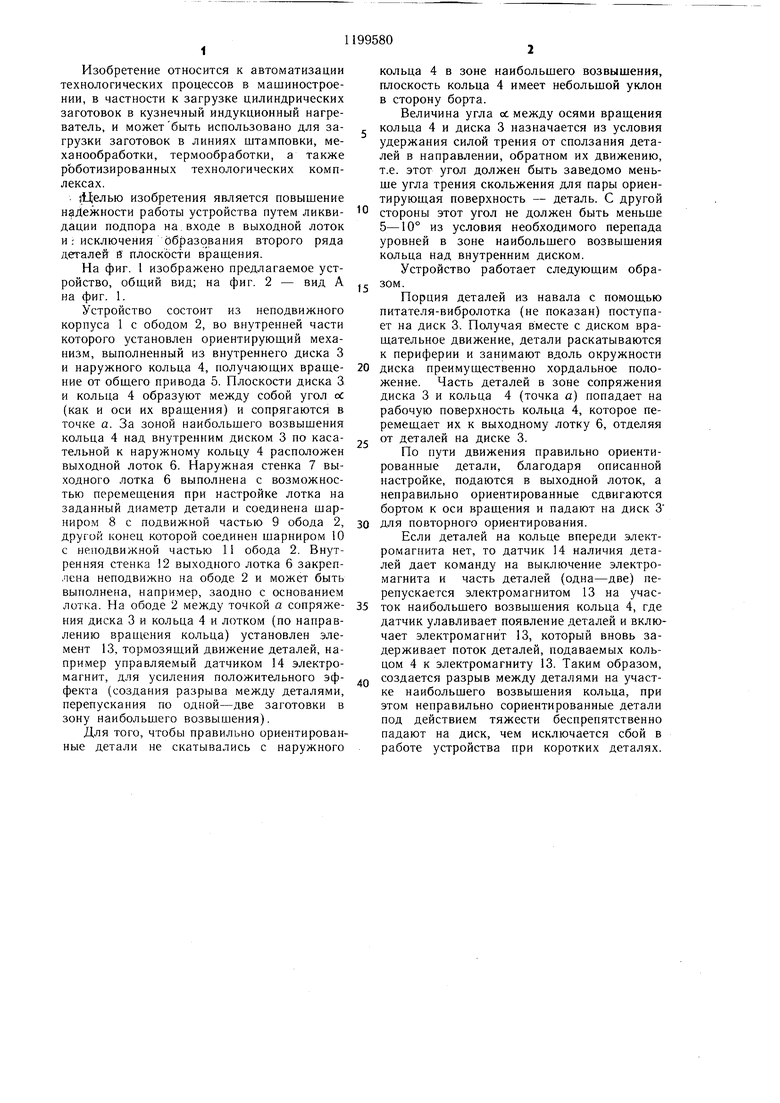
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ориентирования деталей | 1985 |
|
SU1348135A2 |
| Устройство для ориентирования деталей | 1986 |
|
SU1404253A2 |
| Устройство для ориентирования деталей | 1990 |
|
SU1759599A2 |
| Устройство для ориентации деталеэ | 1976 |
|
SU603561A1 |
| Устройство для ориентации деталей | 1981 |
|
SU1088917A2 |
| Устройство для ориентации деталей | 1978 |
|
SU787150A2 |
| Загрузочно-ориентирующее устройство | 1986 |
|
SU1404254A1 |
| Устройство для выдачи заготовок | 1987 |
|
SU1602673A2 |
| Загрузочное устройство | 1985 |
|
SU1278177A1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2003 |
|
RU2245773C1 |
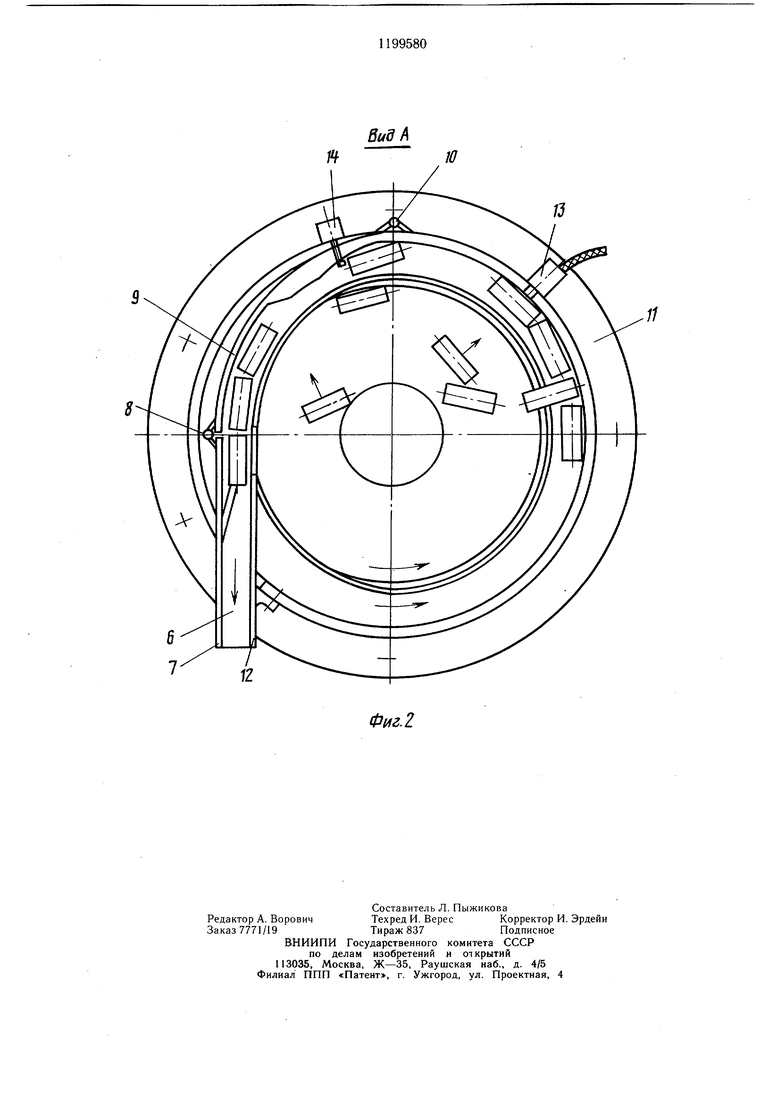
1. УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАНИЯ ДЕТАЛЕЙ, содержащее неподвижный корпус, ориентирующий механизм, выполненный составным из диска и охватывающего его кольца, установленных с возможностью вращения, и выходной лоток, отличающееся тем, что, с целью повыщения надежности в работе, ось вращения диска расположена под углом к оси вращения кольца, при этом выходной лоток установлен за зоной наибольщего возвыщения кольца над диском. 2. Устройство по п. 1, отличающееся тем, что оно снабжено тормозящим элементом и датчиком наличия деталей, расположенным перед выходным лотком и связанным с тормозящим элементом. (Л со QO сл СХ)
| Устройство для ориентации деталей | 1977 |
|
SU648378A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
