Изобретение относится к автоматизации технологических процессов в машиностроении, в частности к ориентации заготовок при подаче их в индукционный нагреватель в линиях горячей штамповки механообработки, и является усовершенствованием по авторскому свидетельству СССР № 1404253.
Целью изобретения является повышение надежности работы устройства.
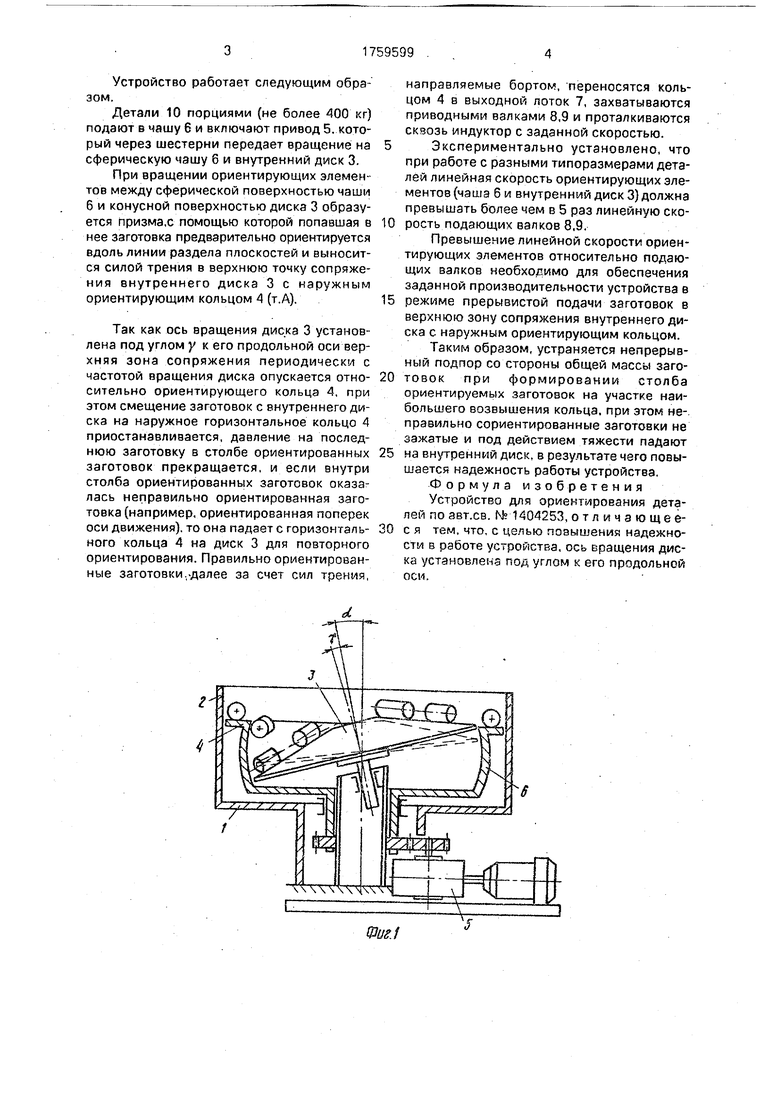
На фиг. 1 изображено предлагав мое устройство; на фиг. 2 - то же, вид в плане.
Устройство состоит из неподвижного корпуса 1 с ободом 2, во внутренней части которого установлены ориентирующий диск 3 и наружное ориентирующее кольцо 4. получающие вращение от общего привода 5. Ориентирующее кольцо 4 является фланцевой частью сферической чаши 6. Оси вращения чаши 6 и ориентирующего диска 3 образуют между собой угол а, а плоскость диска 3 имеет угол у со своей осью вращения, отличный от 90°. т е. ось вращения диска установлена под углом к его продольной оси, достаточным для создания биения диска с амплитудой не менее радиуса заготовки с целью обеспечения периодичности сопряжения поверхностей внутреннего диска и наружного ориентирующего кольца.
За зоной наибольшего возвышения наружного ориентирующего кольца 4 над внутренним диском 3 по касательной к наружному кольцу 4 расположен выходной лоток 7, на одной плите с ним установлен подающий механизм с двумя подающими валками 8,9.
XJ
(Л
ю ел о ю
ю
Устройство работает следующим образом.
Детали 10 порциями (не более 400 кг) подают в чашу 6 и включают привод 5. который через шестерни передает вращение на сферическую чашу 6 и внутренний диск 3.
При вращении ориентирующих элементов между сферической поверхностью чаши 6 и конусной поверхностью диска 3 образуется призма.с помощью которой попавшая в нее заготовка предварительно ориентируется вдоль линии раздела плоскостей и выносится силой трения в верхнюю точку сопряжения внутреннего диска 3 с наружным ориентирующим кольцом 4 (т.А).
Так как ось вращения диска 3 установлена под углом у к его продольной оси верхняя зона сопряжения периодически с частотой вращения диска опускается отно- сительно ориентирующего кольца 4, при этом смещение заготовок с внутреннего диска на наружное горизонтальное кольцо 4 приостанавливается, давление на последнюю заготовку в столбе ориентированных заготовок прекращается, и если внутри столба ориентированных заготовок оказалась неправильно ориентированная заготовка (например, ориентированная поперек оси движения), то она падает с горизонталь- ного кольца 4 на диск 3 для повторного ориентирования. Правильно ориентированные заготовки.-далее за счет сил трения,
направляемые бортом, переносятся кольцом 4 в выходной лоток 7, захватываются приводными валками 8,9 и проталкиваются сквозь индуктор с заданной скоростью.
Экспериментально установлено, что при работе с разными типоразмерами деталей линейная скорость ориентирующих элементов (чаша б и внутренний диск 3) должна превышать более чем в 5 раз линейную скорость подающих валков 8,9.
Превышение линейной скорости ориентирующих элементов относительно подающих валков необходимо для обеспечения заданной производительности устройства в режиме прерывистой подачи заготовок в верхнюю зону сопряжения внутреннего диска с наружным ориентирующим кольцом.
Таким образом, устраняется непрерывный подпор со стороны общей массы заготовок при формировании столба ориентируемых заготовок на участке наибольшего возвышения кольца, при этом не-, правильно сориентированные заготовки не зажатые и под действием тяжести падают на внутренний диск, в результате чего повышается надежность работы устройства.
Формула изобретения
Устройство для ориентирования деталей по авт.св. N° 1404253, отличзющее- с я тем, что, с целью повышения надежности в работе устройства, ось вращения диска установлена под углом к его продольной оси.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ориентирования деталей | 1986 |
|
SU1404253A2 |
| Загрузочно-ориентирующее устройство | 1986 |
|
SU1404254A1 |
| Устройство для ориентирования деталей | 1985 |
|
SU1348135A2 |
| Устройство для ориентирования деталей | 1984 |
|
SU1199580A1 |
| Устройство для выдачи заготовок | 1987 |
|
SU1602673A2 |
| Устройство для выдачи заготовок | 1985 |
|
SU1417977A1 |
| Устройство для ориентирования деталей | 1989 |
|
SU1673380A1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2003 |
|
RU2245773C1 |
| СПОСОБ ОРИЕНТАЦИИ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2008984C1 |
| Устройство для ориентации деталей | 1981 |
|
SU956233A1 |

Использование: для автоматизации технологических процессов в машиностроении, в частности к ориентации заготовок при подаче их в индукционный нагреватель в линии горячей штамповки. Сущность изобретения: устройство для ориентирования деталей содержит корпус 1, во внутренней части которого установлены ориентирующие элементы - внутренний диск 3 и наружное кольцо 4. Оси вращения чаши 6 и внутреннего диска 3 образуют между собой угол а , а ось вращения диска установлена под углом у к его продольной оси. Такое выполнение обеспечивает прерывистую подачу деталей в верхнюю точку сопряжения внутреннего диска 3 и наружного ориентирующего кольца 4, что необходимо для устранения непрерывного подпора со стороны общей массы деталей при формировании столба ориентируемых деталей, в результате чего устраняется сбой, повышается надежность работы устройства 2 ил. fe
Фиг.1
ti
Qtizt
| Авторское свидетельство СССР № 1408668, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
