1
Изобретение относится к машиностроению и может быть использовано при изготовлении цилиндрических деталей из высокоуглеродистьк и легированных конструкционных сталей
Целью изобретения является повышение качества поверхностного слоя детали путем сопутствующей процессу шлифования поверхностной закалки, равномерность которой обусловлена рациональным законом изменения скорости поперечной подачи ншифовального круга в период врезания.
На фиг. 1 изображена схема, иллю стрирующая предлагаемый способ глубинного шлифования, на фиг. 2 зависимость изменения скорости поперечной подачи ошифовального круга при врезании; на фиг. 3 - данные по микротвердости поверхностного слоя обработанной детали для случая постоянной скорости поперечной подачи при врезании (кривая 1) и для случая уменьшакяцейся скорости поперечной подачи при врезании по предлагаемой зависимости (кривая 2)
Предлагаемый способ глубинного шлифования цилиндрической детали включает период врезания шлифовального круга в деталь при постоянной скорости ее вращения, но с переменной скоростью поперечной подачи, и дальнейшее шлифование при постоянно глубине резания. Скорость поперечной подачи (Sj, м/мин) при врезании определяется в зависимости от текущей глубины резания (t, мм) по формуле
S 0,30 - 0,1 t ,
Шлифование по предлагаемому способу осуществляется следующим образом.
Шлифовальный круг 1 подводят до касания с вращающейся деталью 2. Затем по указанной зависимости про99594.
изводят врезание с переменной скоростью поперечной подачи, регулируемой механизмом подачи 3. В момент достижения заданной глубины резания (фиг. 1, точка А) происходит отключение поперечной подачи и снимается равномерный припуск. После одного оборота с момента начала врезания, т.е. с точки В, производят
10 переключение скорости вращения детали на выхаживание. Шлифование с учетом предлагаемой зависимости измене,ния скорости подачи на врезание существенно уменьшает длину участка
t5 АВ, т.е. участка на котором происходит врезание, а условия обработки на участке АВ достаточны для протекания процесса упрочнения (закалка + пластическая деформация),
20 близкого по параметрам процессу упрочнения остальной поверхности. При обработке по предлагаемому способу детали диаметром 40 мм из стали 40Х на станке мод. ЗМ151В,
25 в кинематическую цепь которого был встроен двигатель постоянного тока типа ЭП-110, кругом 25А25СТ26К8 при окружной скорости 35 м/с, глубине резания 2,0 мм, скорости
30 вращения детали 4 об/мин,(что составляет 0,5 м/мин), скорости поперечной подйчи на врезание в пределах 0,3-0,1 м/мин, изменякщей. ся по зависимости S 0,3-0,1 t
и возрастании скорости вращения
детали в момент последующего выхаживания до 50 об/мин, было получено равномерное распределение микротвердости как вдоль всего обработанного профиля, так и по глубине упрочнения.
Таким образом, изменение скорости поперечной подачи при врезании шлифовального круга по установленной зависимости обеспечивает.повышение качества поверхностного слоя
.обработанной детали.
t
to
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ круглого врезного шлифования деталей | 1981 |
|
SU1007930A1 |
| Способ шлифования детали из конструкционной стали | 1984 |
|
SU1168391A1 |
| Способ круглого шлифования | 1983 |
|
SU1117193A1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1989 |
|
RU1732599C |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ШЛИФОВАНИЕМ И ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2009 |
|
RU2423220C1 |
| Способ глубинного шлифования цилиндрической детали | 1987 |
|
SU1426756A2 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ШЛИФОВАНИЕМ И ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2464153C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ШЛИФОВАНИЕМ И ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2464154C1 |
| Способ шлифования | 1977 |
|
SU618261A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ШЛИФОВАНИЕМ И ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2464155C1 |

СПОСОБ ГЛУБИННОГО ШЛИФОВАНИЯ ЦИЛИНДРИЧЕСКОЙ ДЕТАЛИ, согласно которому осуществляют врезание на полную глубину резания, а обработку ведут при постоянной скорости вращения детали, отличающийся тем, что, с целью повышения качества шлифования скорость S поперечной подачи уменьшают по мере врезания в соответствии с зависимостью S 0,30 - 0,1 t, м/мин где t - текущая глубина резания,мм. ;0 СО СП СО и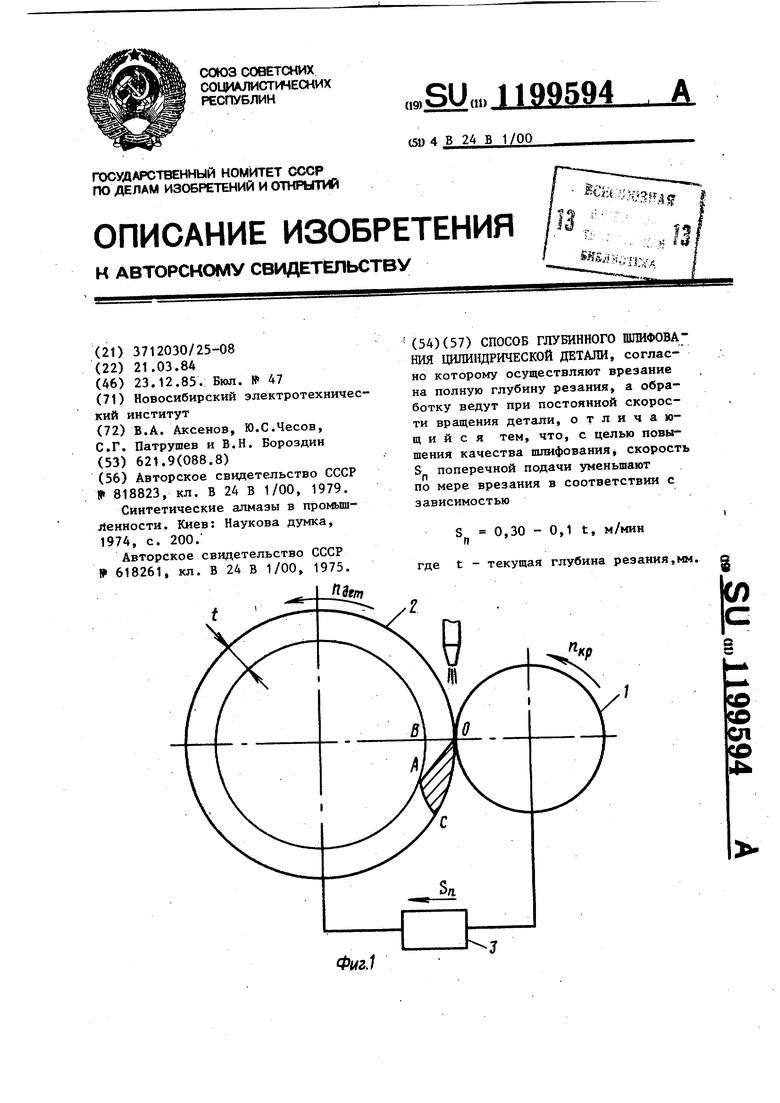
| Способ поверхностного упрочнения изделий | 1978 |
|
SU818823A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Синтетические алмазы в промышленности | |||
| Киев: Наукова думка, 1974, с | |||
| Мяльно-трепальный станок для обработки тресты лубовых растений | 1922 |
|
SU200A1 |
| Способ шлифования | 1977 |
|
SU618261A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
