Обычно применяемые запорные устройства в машинах для литья под давлением представляют собой гидравлические, колено-рычажные или клиновые механизмы. По своей конструкции указанные механизмы сложны и требуют значительных усилий для смыкания полуформ.
Описываем,я ко«струкция запорного устройства яе имеет указанных недостатков. В предлагаемом запорном устройстве шток снабжен на конце подшипником, а направляющие его-прорезным замком, взаимодействующим с запорным устройством реечного типа. Такая конструкция создает надежное запирающее усилие при малых мощностях привода смыкания полуформ.
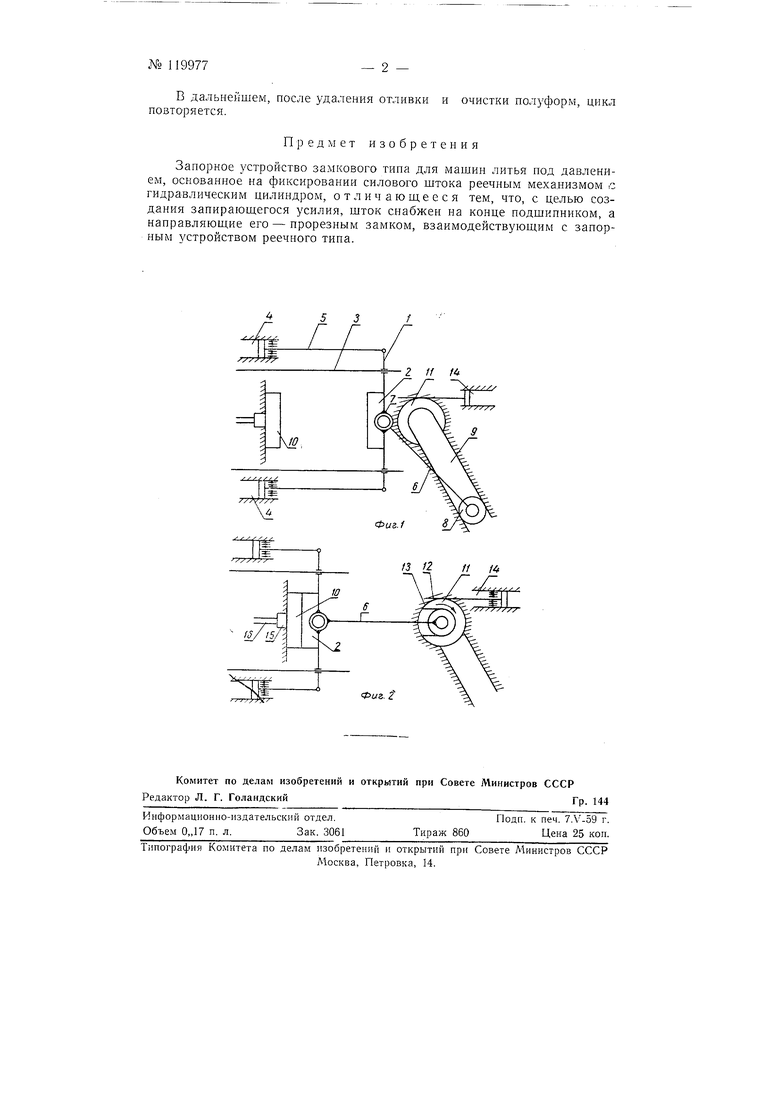
На фиг. 1 Показана схема запорного устройства при открытых формах; на фиг. 2 - при закрытых формах.
Подвижная траверса 1 с полуформой 2 перемещается по колоннам 3 при помощи гидроцилиндров 4 посредством тяг 5. Силовой шток 6 соединеи с подвижной траверсой шарниром 7. На другом конце штока имеется подшипник 8, который при движении подвижной траверсы перемещается по направляющей 9- При смыкании полуформ 2 и 10 (фиг. 2) подшипник входит в прорезь замка //, замок поворачивается в гнезде и дапирает силовой шток 6 в мертвом положении. Поворот замка осуществляется при помощи рейки 12 и зубчатого венца 13, насаженного на замок // и жестко с ним связанного. Рейка получает возвратно-поступательное движение от гидроцилиндра М.
После заливки металла в пресс-камеру 15 и ударй пресс-штока 16 отливка выдерживается некоторое время под давлением.
Для раскрытия полуформ W к 2 замок поворачивается в положение, изображенное на фиг. 1, и включаются цилиндры 4. При этом под действием собственного веса силовой шток 6 поворачивается вокруг ша рнира 7, а подшипник 8 перемещается вниз по направляющей 9 до исходного положения.
В дальнейшем, после удаления отливки и очистки полуформ, цикл повторяется.
Предмет изобретения
Запорное устройство замкового типа для машин литья под давлением, основанное на фиксировании силового штока реечным механизмом с гидравлическим цилиндром, отличающееся тем, что, с целью создания запираюш;егося усилия, шток снабжен на конце подшипником, а направляющие его - прорезным замком, взаимодействующим с запорным устройством реечного тииа.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1997 |
|
RU2131355C1 |
| ФОРМАТОР-ВУЛКАНИЗАТОР ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1992 |
|
RU2039651C1 |
| Механизм смыкания пресс-формы литьевой машины | 1981 |
|
SU1004138A1 |
| Установка для литья под низким давлением | 1990 |
|
SU1792798A1 |
| Форматор-перезарядчик многопозиционного вулканизатора для формования и вулканизации покрышек пневматических шин | 1985 |
|
SU1305045A1 |
| Установка для литья под давлением | 1972 |
|
SU442007A1 |
| МАШИНА ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ | 1995 |
|
RU2082548C1 |
| ЛИТЬЕВОЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ФОРМОВЫХ ИЗДЕЛИЙ | 1969 |
|
SU233877A1 |
| Гидравлический пресс для изготовления полых резиновых изделий,например,диафрагм | 1982 |
|
SU1058791A2 |
| Устройство для перезарядки пресс-форм многопозиционного вулканизатора | 1983 |
|
SU1121152A1 |
