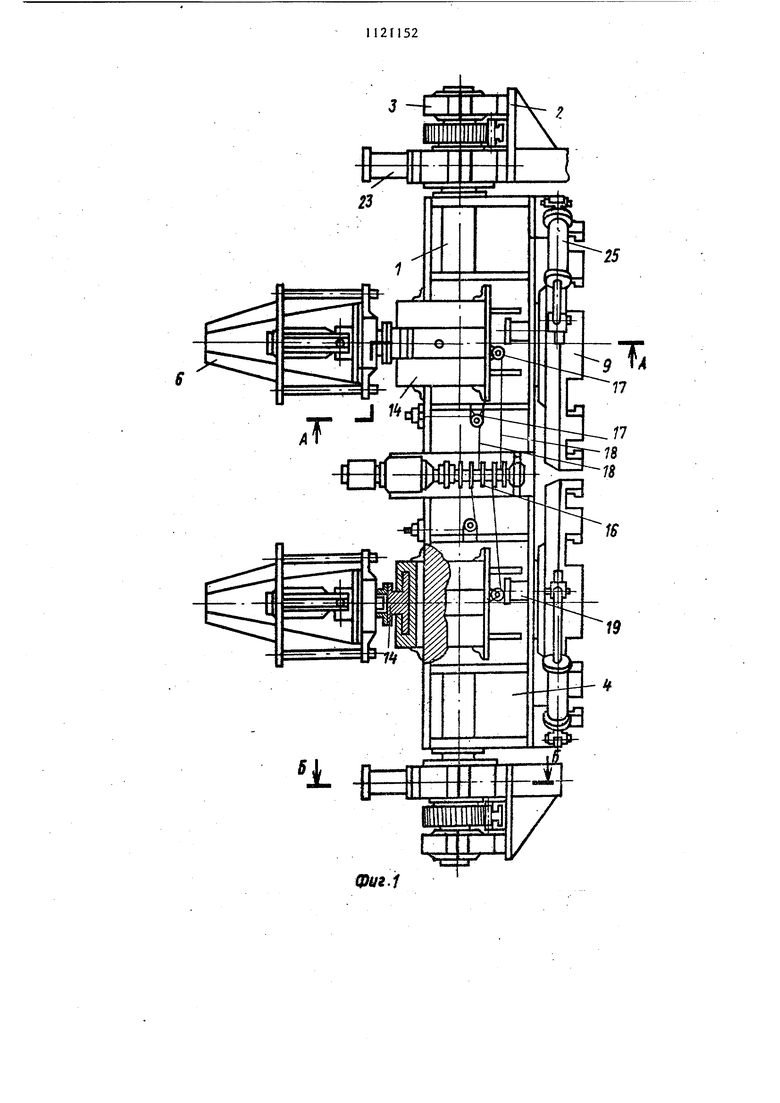
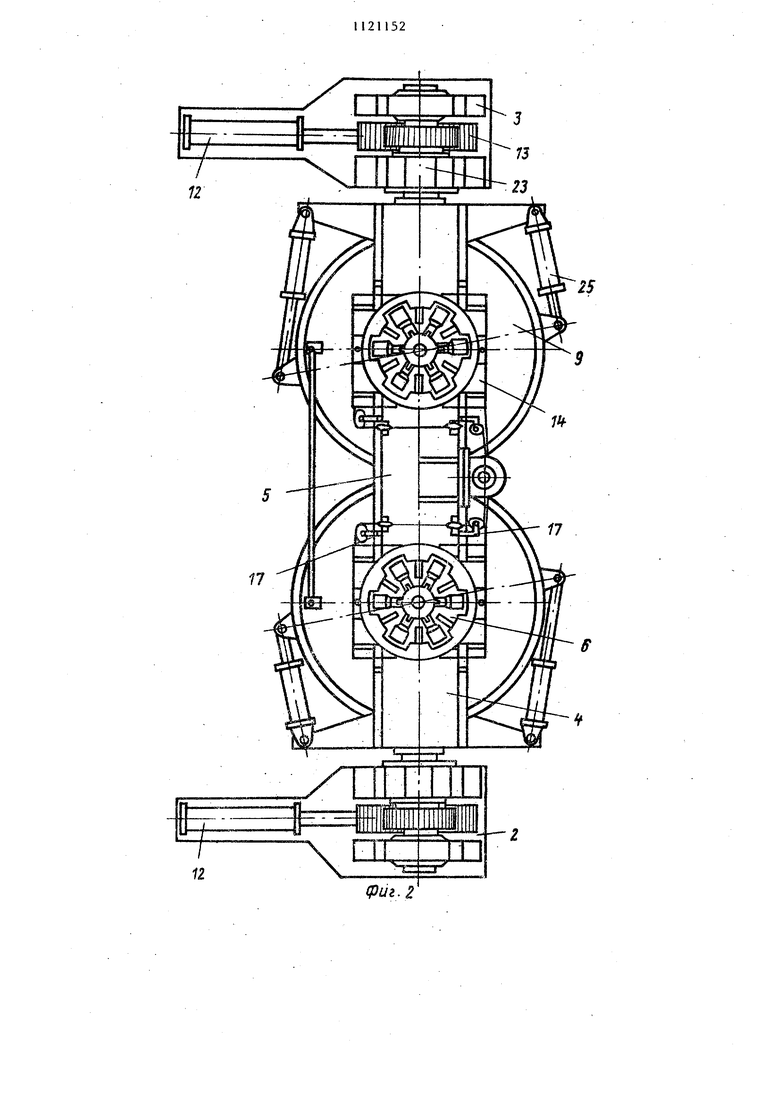
11 Изобретение относится к производству -покрьшек пневматических шин и предназначено для перезарядки пресс форм многопозиционного вулканизатора. Известно устройство для перезаряд ки пресс-форм, содержащее установлен ную на приводной тележке раму с направляющими пазами, смонтированную на раме с возможностью возвратно-поступательного перемещения по направляющим пазам траверсу, поворотную относительно своей продольной оси, смонтированные на траверсе ключи для отк крывания и закрывания байонетных зам ков пресс-форм, механизгФ дпя загрузки заготовок и выгрузки свулканизованных покрышек, кривошипно-шатунный механизм и приводы СJ Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство для перезарядки пресс-форм многопози ционного вулканизатора, содержащее установленную цапфами в кронштейнах вертикально подвижную и поворотную относительно своей продольной оси траверсу с ключами для открывания байонетных замков пресс-форм, механизм для загрузки заготовок покрьшек с радиально разжимными патронами и механизм для выгрузки покрьшек С23 . Известное устройство имеет недостаточно высокую производительност из-за невозможности осуществления равных по времени процессов выгрузки покрьшек из верхней полуформы и загрузки заготовок свободным падением в иижние полуформы, что увеличивает время перезарядки пресс-форм. Кроме того, осуществление загрузки заготовок в нижние полуформы свободным падением снижает точность посадки заготовок и требует вмешательства вулканизаторщика, что приводит к необходимости использования полуавтоматического режима перезаряд ки пресс-форм и, следовательно, к увеличению времени перезарядки и сни жению производительности. Целью изобретения является повышение производительности устройства за счет уменьшения времени перезаряд ки пресс-форм. Поставленная цель достигается тем что устройство для перезарядки много позиционного вулканизатора, содержащее установленную цапфами в крон22штейнах подвижной рамы подвижную в вертикальном направление и поворотную относительно своей продольной оси траверсу с ключами для открывания байонетных замков пресс-форм, механизм для загрузки заготовок покрышек с радиально разжимными патронами и механизм для выгрузки покрышек снабжено приспособлением для фиксации траверсы в заданном угловом положении, попарно закрепленными на траверсе перпендикулярно ее продольной оси и симметрично относительно центральных осей ключей дугообразными направляющими и установленными в последних своими концами ползунами, кинематически связанными с приводом их перемещения, а патройы смонтированы на ползунах. Ползуны имеют фиксаторы, взаимодействующие с гнездами, которые выполнены в дугообразных направляющи. Приспособление для фиксации траверсы в заданном угловом положении выполнено в виде смонтированного по крайней мере на одном кронштейне силового цилиндра, взаимодействующего штоком с коническими гнездами, которые выполнены в цапфе траверсьи Привод перемещения ползунов выполнен в виде приводного поворотного барабана с тросоЗлочной системой, ходовые концы троса которой закреплены на ползунах с противоположных сторон. На фиг. 1 изображено устройство; на фиг. 2 - то же, вид в плане; на фиг. 3 - разрез А-А на фиг.1; на (1иг. 4 - то же, в положении выгрузки свулканизованных покрышек; на фиг.5- разрез Б-Б на фиг. I. Устройство для перезарядки прессформ многопозиционного вулканизатора содержит установленную цапфами 1 в смонтированных на кронштейнах 2 подвижной paNM (не показана) подшипниках 3 подвижную в вертикальном направлении и поворотную относительно своей продольной оси траверсу 4 с механизмом 5 для загрузки заготовок покрышек с радиально разжимными патронами 6, механизмом 7 для выгрузки покрьшек из верхних полуформ 8 и ключами 9 для открывания байонетных замков 10 пресс-форм 1I. Поворот траверсы 4 осуществляется приводом, выполненным в виде гидроцилиндра 12 и зубчатых реек 13. 3 На траверсе попарно закреплены пе пендикулярно ее продольной оси и сим метрично относительно центральных осей ключей 9 дугообразные направляю щие 14. В последних своими концами установлены ползуны 15, кинематические связанные с приводами их перемещения. Привод перемещения ползунов выполнен в виде приводного четырехсекционного барабана 16, системы блоков 17 и тросиков 18. Тросики намотаны на четырехсек.ционный барабан 16 таким образом, чтобы при его вращении осуществлялось набегание на барабан по одному тросику от каждого ползуна 15, а два другие (по одному от каждого ползуна) сбеггши с барабана,т.е ходовые концы троса закреплень на ползуне с противоположных сторон.При вращении барабана в обратном направлении первые два тросика будут сбегать с барабана, а вторые два набегать. Таким образом, осуществляется управление перемещением патронов 6 . по {направляющим 14. Механизм для выг рузки покрышек выполнен в виде установленных на ключах 9 гидроцилиндров 19, взаимодействующих своими штоками с подвижными верхними бортовыми кольцами 20 пресс-форм посредством дисковых толкателей 21 и дугообразных замковых пазов 22. Приспособление для фиксации траверсы 4 в заданном угловом положении выполнено в виде установленных на кронштейнах.2 силовых цилиндров 23, штоки которых взаимодействуют с выполнеными в цапфе гнездами и в форме усеченных конусов. Фиксаторы механизма 5 для загрузки покрышек выполнены в виде установ ленных на ползунах 15 силовых цилинд ров 24,штоки которых взаимодействуют с гнездами в, выполненными в направ ляющих 14. Ключи 9 для открывания байонетных замков 10 приводятся в движение гидроцилиндрами 25. Устройство работает следующим образом. Прием заготовок покрышек 26 с под весного конвейера осуществляется при 1 перемещении подвижной рамы (не показ на) к очередной паре пресс-форм 11. Устройство фиксируется у очередной п ры пресс-форм 11 в положении, при ко ром ключи 9 для открывания байонет524ных замков 10 соосны с пресс-формами И. Траверса 4 перемещаетсявниз до упора в верхние полуформы 8 прессформы 11. Ключи 9 с помощью гидроцилиндров 25 поворачиваются, отпирают- пресс-формы II и захватывают их верхние полуформы 8. При этом штоки цилиндров 19 заходят в дугообразные замковые пазы 22. Одновременно с перемещением траверсы 4 вниз производится перемещение ползунов 15 механизма 5 для загрузки с заготовками покрышек 26 по дугообразным направляющим 14 до упора (при обслуживании пресс-форьы, показанной на фиг.4, перемещение производится до упора влево) с помощью приводного барабана 16 и системы блоков 17. После зтого происходит фиксация механизма 5 для загрузки с помощью цилиндров 24. Затем траверса 4 с верхними полуформами 8 приводом поднимается на уровень, при котором обеспечен безопасный поворот траверсы с исполнительными механизмами. При зтом происходит отрыв свулканизованной покрьш1ки 26 от нижней полуформы.Одновременно с подъемом траверсы 4 после отрыва покрышки цилиндром 12 и реечной передачей I3 производится повороттраверсы 4 на 90°и фиксация, в этом положении с помощью силовых цилиндров 23. При этом механизм 5 для заг- рузки заготовок устанавливается соосно над нижними полуформамн прессформ 11. После этого производятся :независимые операции по выгрузке свулканизованных покрышек 26 из верхних полуформ 8, расположенных перпендикулярно плоскости стола вулканизатора, и загрузке заготовок покрышек 26 в нижние полуформы пресс-форОз 11. Выгрузка покрышек осуществляется с помощью гидроцилиндров 19, штоки которых через дугообразные замковые пазы 22, дисковые толкатели 21 и верхние бортовые кольца 20 выталкивают готовые покрьш1ки 26 из верхних полу7 форм 8, При этом покрышки за счет, сил сцепления могут оставаться на верхних бортовых кольцах 20. В таком случае сброс покрьш1ки осуществляется возвращением верхнего бортового кольца 20 в исходное положение с помощью гидроцилиндров 19. При этом покрышка снимается с бортового кольца 20 и падает на отборочный транспортер. j112 Загрузка заготовок покрьшек 26 осу |цествлется опусканием траверсы 4 и установкой с помощью механизма 5 для загрузки заготовокев нижние полуформы, . х После окончания операций по выгруз ке и загрузке производится подъем тра версы 4 и поворот ее с помощью цилиндра I2 и реечной передачи I3 в обратном направлении на 90 и фиксация с помощыо силовых цилиндров 23. Одновременно с подъемом траверсы 4 приходным барабаном 16 возвращается в исходное положение механизм 5 для заг рузки и фиксируется с СИЛОвых цилиндров 24, Затем траверса 4 опускается до упора в нижние полуфорьм. Ключи 9 с помощью гидроцилиндров 25 запирают пресс-формы II, При ЭТОМ штоки гидроципиндров 19 выходят из зацепления с пазами 22, Производится подъем траверсы 4 для перемещения к очередной паре пресс-форм 1I и приема заготовок покрышек с подвесного .конвейера. 2 В дальнейшем цикл перезарядки повторяется с той лишь, разницей, что при обслуживании следу 1ощей пары пресс-форм (при перемещении перёза.;рядчика вправо) сброс покрышки осуществляется в тот же люк (фиг.4), а следовательно, привод производит поворот траверсы 4 по часовой стрелке, а перемещение ползунов 15 механизма 5 загрузки осуществляется по дугообразным направляющим пазам 14 до упора вправог После приема заготовок для перезарядки последней пары пресс-форм происходит заправка подвесного конвейера заготовками. Время перезарядки последней пары пресс-форм, время холостого пробега и резервное время позволяют зто сделать без увеличения скорости перемещения подвесного конвейера. Предлагаемое устройство обеспечивает повьшение производительности за счет сокращения времени перезарядки пресс-форм и позволяет расширить зону обслуживания.
X
%
щЩДМШЬ
f
(риг. 2
nLra)
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для перезарядки пресс-форм многопозиционного вулканизатора | 1984 |
|
SU1183383A1 |
| Устройство для перезарядки пресс-форм многопозиционного вулканизатора | 1984 |
|
SU1199634A1 |
| Устройство для перезарядки пресс-форм многопозиционного вулканизатора | 1980 |
|
SU929453A1 |
| Устройство для перезарядки пресс-форм многопозиционного вулканизатора | 1980 |
|
SU937214A1 |
| Автоматическая линия для формования и вулканизации покрышек | 1973 |
|
SU430605A1 |
| Устройство для перезарядки пресс-форм многопозиционного вулканизатора | 1983 |
|
SU1077816A1 |
| Форматор-перезарядчик многопозиционного вулканизатора для формования и вулканизации покрышек пневматических шин | 1985 |
|
SU1305045A1 |
| Автоматическая линия для формирования и вулканизации покрышек | 1973 |
|
SU524347A2 |
| Устройство для перезарядки пресс-форм многопозиционного вулканизатора | 1981 |
|
SU958126A1 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИЯ ПОКРЫШЕК | 1969 |
|
SU243817A1 |


1.УСТРОЙСТВО ДЛЯ ПЕРЕЗАРЯДКИ ПРЕСС-ФОРМ ШОГОПОЗИЦИОННОГО ВУЛКАНИЗАТОРА, содержащее установленную цапфами в кронштейнах подвижной рамы подвижную в вертикальном направлении и поворотную относительно своей продольной оси траверсу с ключами для открывания байонетных замков , пресс-форм, механизм для загрузки заготовок покрышек с радиально разжимными патронами и механизм для выгрузки покрышек, отличающеес я тем, что, с целью повышения производительности устройства за счет сокращения времени на перезарядку пресс-форм, оно снабжено приспособлением для фиксации траверсы в заданном угловом положении, попарно закрепленными на траверсе перепендикулярно ее продольной оси и симметрично относительно центральных осей клю чей дугообразными направляющими и установленными в последних своими концами ползунами, кинематически связанными с приводом их перемещения, а патроны смонтированы на ползунах. 2.Устройство по п.1, о т л и ч аю щ е е с я тем, что ползуны имеют фиксаторы, взаимодействую1цие с гнездами, которые выполнены в дугообразных направляющих. 3.Устройство по п.1, о т л и ч а- , ю щ е е с я тем, что приспособление для фиксации траверсы в заданном yi aoBOM положении выполнено в виде смонтированного по крайней мере на одном кронштейне силового цилиндра, взаимодействующего штоком с коническими гнездами, которые выполнены в цапфе . 4.Устройство по п,1, о т л и ч аю щ е е с я тем, что привод -перемещения ползунов выполнен в виде прк-.: водного поворотного барабана с троiOi соблочной системой, ходовые концы которой закреплены на ползунах с противоположных сторон.
Фиг.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для перезарядки пресс-форм многопозиционного вулканизатора | 1980 |
|
SU937214A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для перезарядки пресс-форм многопозиционного вулканизатора | 1983 |
|
SU1077816A1 |
