ной стол 2 имеет приводы вертикального перемещения и поворота, а каретка 4 - гидроцилиндр 7 с выходным звеном в виде ведущего рычага 9, установленный ниже уровня расположения стола 2 в его крайнем нижнем положении. Рычаг 9 имеет двурогий крюк 12, закрепленный на его конце и имеющий возможность взаимодействия с крюком 5 каретки 4, для чего последний направлен от раздвижной каретки 4 вниз. Для транспортировки поддонов в боковых направлениях каретка 4 может иметь второй привод горизонтального перемещения, но такой же конструк1щи, что и nepBbtfi, но выходное звено должно перемещаться в направлении, перпендикулярном направлению движения выходного звена первого привода. Устройство обеспечивает транспортировку в любой необходимой последовательности в крестообразно расположенные рабочие камеры и закалочньй бак 21, возврат поддонов в предкамеру 20 и выгрузку их из предкамеры на загрузочный стол 17, 2 з.п. ф-лы, 3 ил.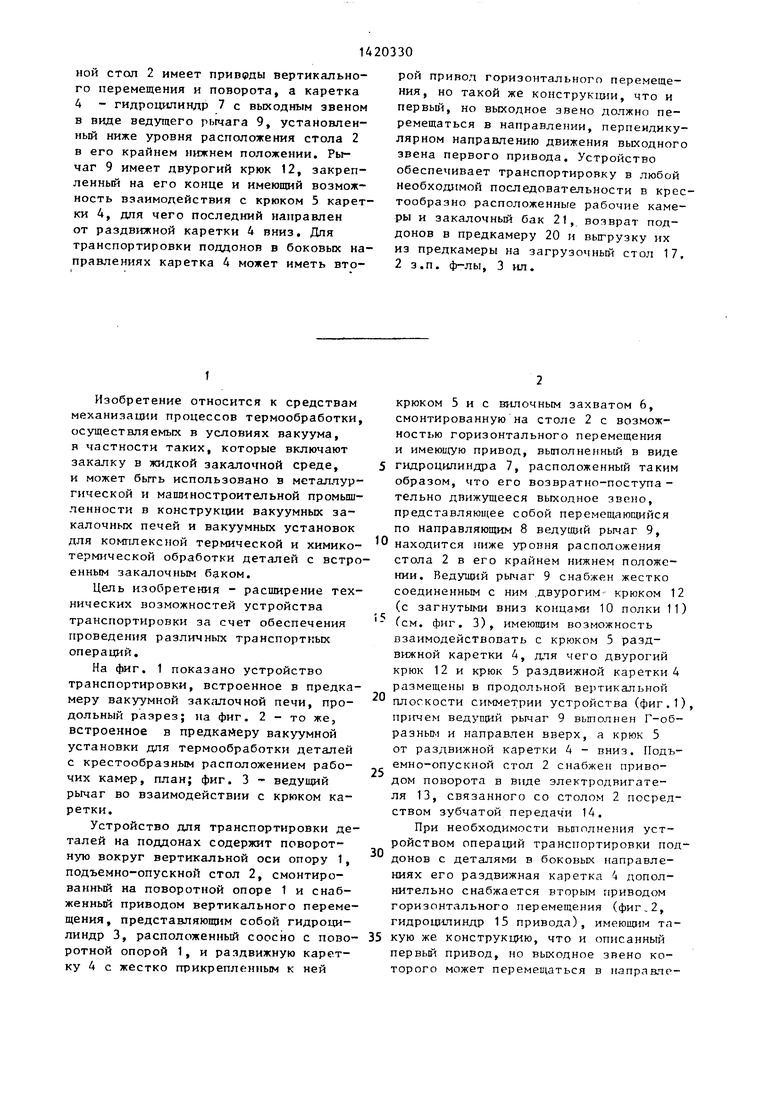


| название | год | авторы | номер документа |
|---|---|---|---|
| Вилочный захват подъемно-транспортной машины | 1984 |
|
SU1266836A1 |
| Закалочный бак | 1982 |
|
SU1097685A1 |
| Вакуумная электропечь для термообработки | 1983 |
|
SU1125456A1 |
| Устройство для закалки колец | 1981 |
|
SU1006517A1 |
| Устройство для закалки колец | 1978 |
|
SU789598A1 |
| Устройство для закалки изделий | 1978 |
|
SU850691A1 |
| Устройство для закалки изделий | 1981 |
|
SU1014940A1 |
| Механизм перемещения | 1981 |
|
SU992981A1 |
| Устройство для загрузки поддонов | 1989 |
|
SU1674612A1 |
| Устройство для закалки деталей | 1987 |
|
SU1509412A1 |
Изобретение относится к средствам механизации процессов термообработки, осуществляемьк в условиях вакуума. Целью изобретения является расширение технических возможностей устройства транспортировки за счет обеспечения проведения дополнительных транспортных операций. Устройство содержит раздвижную каретку 4 с вилочным захватом 6, смонтированную с возможностью горизонтального перемещения на подъемно-опускном столе 2, установленном на поворотной вокруг вертикальной оси опоре 1. Подъемно-опуск(Л 22 tc о со оо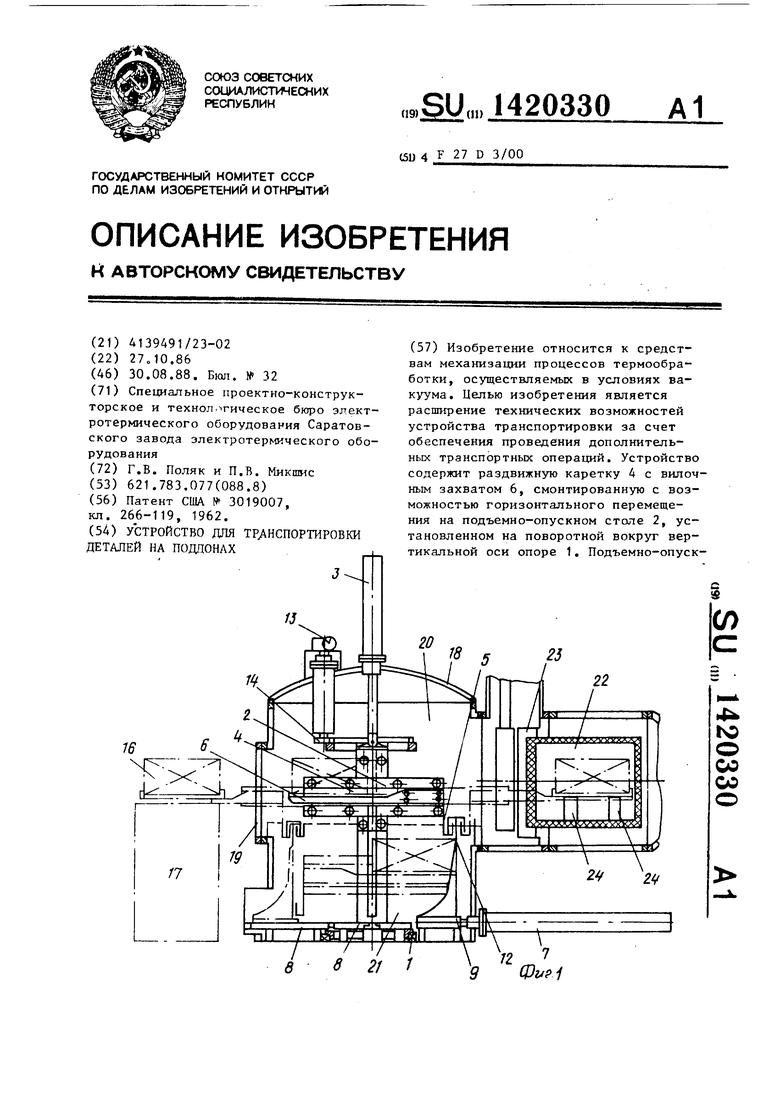
1
Изобретение относится к средствам механизаш и процессов термообработки, осуществляемых в условиях вакуума, в частности таких, которые включают закалку в жидкой закалочной среде, и может быть использовано в металлургической и машиностроительной промьш- ленности в конструкции вакуумных закалочных печей и вакуумных установок для комплексной термической и химико- термической обработки деталей с встроенным закалочным бдком.
Цель изобретения - расширение технических возможностей устройства транспортировки за счет обеспечения проведения различных транспортных операций.
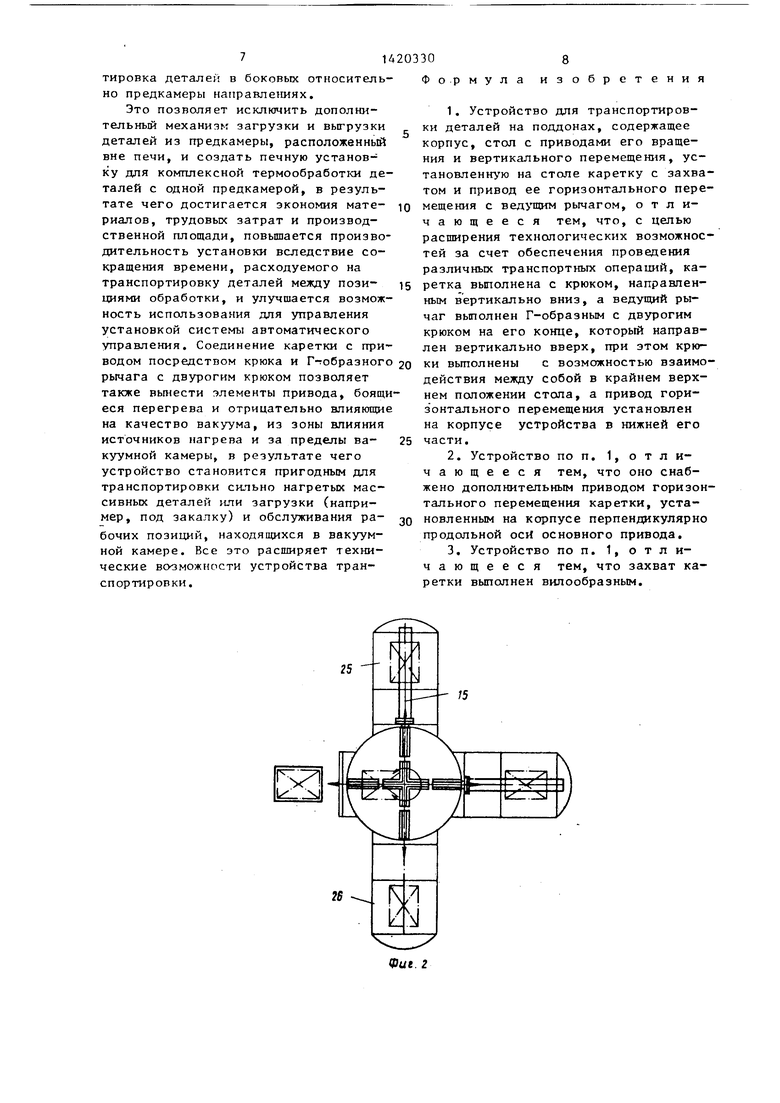
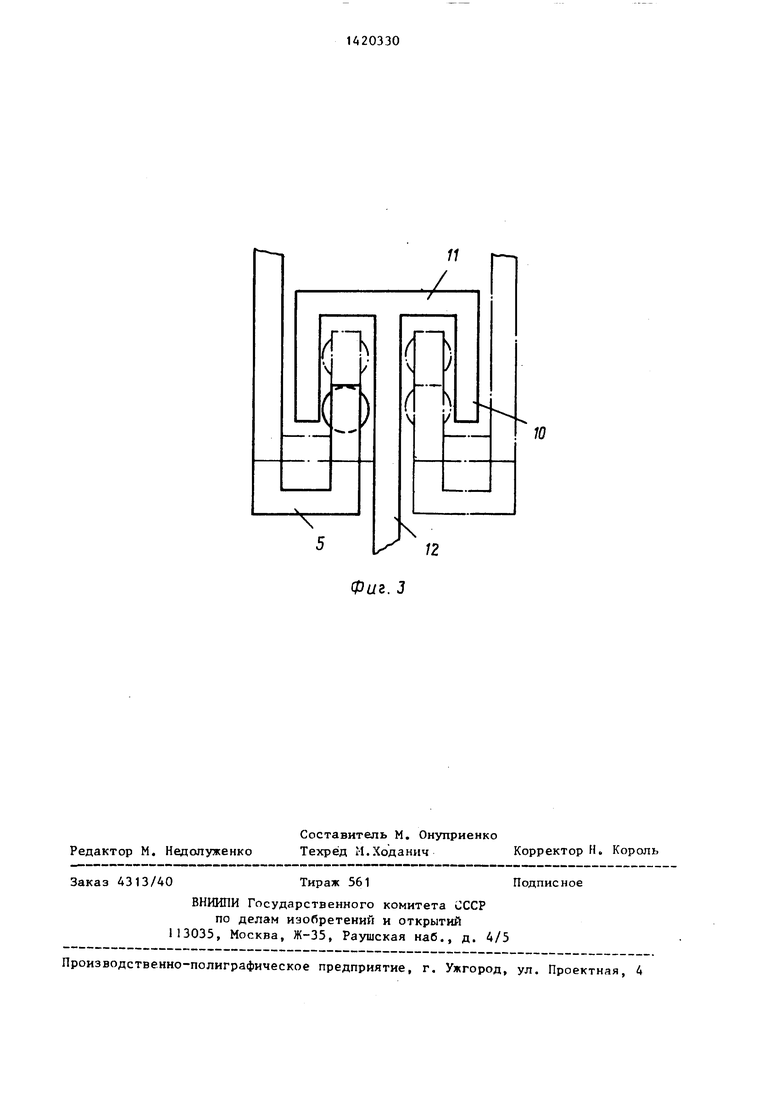
На фиг. 1 показано устройство транспортировки, встроенное в предкамеру вакуумной закалочной печи, продольный разрез; на фиг. 2 - то же, встроенное в предкайеру вакуумной установки для термообработки деталей с крестообразным расположением рабочих камер, план; фиг. 3 - ведущий рычаг во взаимодействии с крюком каретки.
Устройство для транспортировки деталей на поддонах содержит поворотную вокруг вертикальной оси опору 1, подъемно-опускной стол 2, смонтированный на поворотной опоре 1 и снабженный приводом вертикального перемещения, представляющим собой гидроци- линдр 3, расположенный соосно с поворотной опорой 1, и раздвижную каретку 4 с жестко прикрепленным к ней
0
0
5
0
5
крюком 5 и с вилочным захватом 6, смонтированную на столе 2 с возможностью горизонтального перемещения и имеющую привод, выполненный в виде гидроцилиндра 7, расположенный таким образом, что его возвратно-поступа - тельно движущееся выходное звено, представляющее собой перемещающийся по направляющим 8 ведущий рычаг 9, находится ниже уровня расположения стола 2 в его крайнем нижнем положении. Ведущий рьмаг 9 снабжен жестко соединенным с ним .двурогим крюком 12 (с загнутыми вниз концами 10 полки 11) Сем. фиг. 3), имеющим возможность взаимодействовать с крюком 5 раздвижной каретки 4, для чего двурогий крюк 12 и крюк 5 раздвижной каретки 4 размещены в продольной вертикальной плоскости симметрии устройства (фиг . 1), пр1гчем ведущий рычаг 9 выполнен Г-об- разным и направлен вверх, а крюк 5 от раздвижной каретки 4 - вниз. Подъемно-опускной стол 2 снабжен приводом поворота в виде электродвигателя 13, связанного со столом 2 посредством зубчатой передачи 14.
При необходимости выполнения устройством операций транспортировки поддонов с деталями в боковых направлениях его раздвижная каретка 4 дополнительно снабжается вторым приводом горизонтального перемещения (, гидроцилиндр 15 привода), имеющим такую же конструкцию, что и описанный первый привод, но выходное звено которого может перемещаться в паправлрI
НИИ, перпендикулярном направлению движения выходного звена первого привода, а ведущий рычаг расположен в поперечной плоскости симметрии устройства .
Устройство дня транспортировки деталей на поддонах работает следующим образом.
В исходном положении поддон 16 с деталями, подлежащими термообработке, находится на загрузочном столе 17 расположенном перед вакуумной закалочной печью 18, а рабочие органы устройства транспортировки деталей находятся в положении, показанном на фиг. 1 сплошными линиями (взаимное расположение крюка 5 раздвижной каретки 4 и двурогого крюка 12 на фиг.З показано сплошными линиями).|
После открьп ия дверцы 19 печи включается гидроцилиндр 7 привода горизонтального перемещения раздвижной каретки 4, и раздвижная каретка 4 помощью ведущего рычага 9, жестка соединенного с выходным звеном этого гидроцилиндра и находящегося в зацеплении с двурогим крюком 12 крюка 5 каретки, перемещается из пр ЬДкамеры 20 печи влево до тех пор, пока ее вилочный захват 6 не окажется под поддоном 16 с деталями, находящимся на загрузочком столе 17. После этого гидроцилиндр 7 отключается и включается гидроцилиндр 3 привода вертикального перемещения подъемно-опускного стола 2. Подъемно-опускной стол 2 вместе со смонтированной на нем раздвижной кареткой 4 поднимается, и поддон 16 с деталями вилочным захватом 6 снимается с загрузочного стола 17 (в крайнем верхнем положении стола 2 крюк 5 каретки занимает положение, показанное на фиг, 3 слева штрихпун- ктирными линиями). Затем происходит переключение гидроцилиндров 3 и 7 и поддон 16 с деталями гидроцилиндром 7 на вилочном захвате 6 раздвижной каретки 4 транспортируется в предкамеру 20. Как только поддон 16 оказывает ся в предкамере, дверца 19 закрьгаает- ся и начинается вакуумирование печи 18 а когда поддон 16 с деталями приходит в положение над закалочным баком 21 (в этом положении он показан штрихпунктирными линиями), гидроцилиндр 7 отключается, включается элект родвигатель 13 вращения стола, и стол 2 поворачивается на 180 (благодаря
0
5
5
0
о,
соосному расположению гидроцилиндра 3 и поворотной опоры 1 гидроцилиндр 3 не мешает повороту подъемно-опускного стола 2), так что вилочньпЧ захват 6 вместе с находящимся на нем поддоном с деталями оказывается повернутым в сторону нагревательной камеры 22 печи. За время поворота стола 2
ведупут рычаг 9 переводится из положения справа от стола в положение слева от него (фиг. 1). При этом, как только крюк 5 каретки в результате указанного поворота стола выйдет из зацепления с двурогим крюком 12, гидроцилиндр 7 снова включается, а с приходом рычага 9 в левое относительно стопа 2 положение отключается, причем последнее гфоисходит до того, как стол 2 завершит поворот. В результате этого с окончанием поворота стола 2 крюк 5 каретки снова оказывается в зацеплении с двурогим крюком 12, но оба этих элемента находятся теперь слева от стола и крюк 5 занимает по отношению К двурогому крюку 12 другое положение, показанное на фиг. 3 справа сверху щтрихпунктирными линиями. По окончании вакуумирования печи 18 открывается дверца 23 нагревательной камеры 22 и гидроцилиндр 7 снова включается. Раздвижная каретка 4 из положения над закалочным баком 21 перемещается вправо и на вилочном захвате 6 транспортирует поддон 16 с деталями в нагревательную камеру 22. Когда поддон 16 с деталями оказывается над опорами 24, гидроцилиндр 7 отключается, а включается гидроцилиндр 3 вертикального перемещения стола 2. Стол 2 вместе со смонтированной на нем кареткой 4 опускается, но не на всю величину хода вниз, а лищь настолько, чтобы поддон 16 встал на дс опоры 24, а вилочный захват 6 бып освобожден (в конце этого хода крюк 5 каретки занимает положение, показанное на фиг. 3 справа снизу штрихпун- ктирными линиями) . После этого переключаются гидроцилиндры 3 и 7 и раздвижная каретка 4 гидроцилиндром 7 ее горизонтального перемещения.отводится влево в положение над закалочным баком 21. Затем закрьгоается дверца 23 нагревательной камеры 22 и детали подвергаются нагреву.
По окончании нагрева вновь открывается дверца 23 и включается гидроцилиндр 7 горизонтального перемещения
35
40
50
514203306
каретки А, Каретка 4 движется вправовключается гидроцкпиндр 7. С приходом и ее вилочный захват в подводится подрычага 9 в правое относительно стола поддон 16 с деталями. Затем включает-2 положение гидроцилиндр 7 откпюча- ся гидроципиндр 3 вертикального пере-ется, причем все это происходит до мещбния стола 2. Стол 2 вместе сотого, как стол 2 завершит поворот. смонтированной на нем кареткой 4 под-В результате к моменту окончания понимается, и поддон 16 с деталями ни-ворота стола 2 и крюк 5 каретки, и лочным захватом 6 снимается с опор 24двурогий крюк 12 оказываются справа (в конце этого хода стола крюк 5 ка- стола и в зацеплении, как показа- ретки занимает положение, показанное.но на фиг. 3 слева штрихпунктирными на фиг. 3 справа сверху штрихпунктир-линиями. После этого, по завершении ными линиями)с После этого гидроци-подъема давления в печи, открьшается линдр 7 включается на ход каретки 4дверца 19 и включается гидроцилиндр 7, влево (по чертежу фиг. 1) и поддон 16 15который перемещает раздвижную карет- с деталями транспортируется из нагре-ку 4 .в сторону загрузочного стола 17 вательной камеры 22 в предкамеру 20,так, что поддон 16 с деталями ока- Когда поддон 16 с деталями оказывает-зыается над этим столом. Затем гид- ся за пределами нагревательной каме-роцилиндр 7 отключается, а включает- ры 22, закрывается дверца 23 этой ка-20 гидроцилиндр 3 вертикального перемеры, а когда он щшходит в положеш1емещеиия стола. Стол 2 вместе со смон- над закалочным баком 21, выключает-тироианной на нем кареткой 4 опуска- ся гидроцилиидр 7 и включается гидро-ется, и поддон 16 с деталям11 с вилоч- цилиндр 3 вертикального перемещения ° ° захвата 6 переходит на загрузоч- стола 2. Стоп 2 перемещается вниз 25«ьй стол 17 (в конце этого хода стола в его крайнее нижнее положение, пока-крюк 5 каретки относительно двурогого ванное на фиг. 1 штрихпунктирными ли-крюка 12 занимает положение, показан- ниями (выходное звено - Г-образный фиг. 3 сплошными линиями). Пос- рычаг 9 - гидроцилиндра 7 не мешает этого может быть дана команда на движению стана в силу более низкого 30возврат каретки 4 в исходное положе- расположения), и поддон 16 с детали- с помощью гидроциливдра 7 ее гоми вместе с раздвижной кареткой 4 по-ризонтального перемещения или же пос- гружается в закалочную жидкость замены поддона с деталями на загру- (крюк 5 каретки при этом полностьюзочном столе 17 - на повторение цик- расцепляется с двурогим крюком 12), По окончании закалки деталей вновь
включается гидроцшшндр 3 и подъемно-Работа устройства транспортировки
опускной стол 2 перемещается вверхдеталей на поддонах в случае его исв его крайнее верхнее положение надпользования в вакуумной установке с
закалочным баком 21, при этом крюк 5 40крестообразным расположением рабочих
каретки снова БХОДИТ в зацепление скамер осуществляется аналогично опидвурогим крюком 12 и к концу ходасанному. Разница, заключается в том,
стола занимает по отношению к немучто при обслуживании рабочих камер 25
положение, показанное на фиг. 3 спра-и 26, расположенных от предкава сверху штрихпунктирными линиямгс. подъемно-опускной стол повораЗатем вклю ается электродвигатель 13чивагтся в положение, в котором вивращения стола, и стол 2 поворачива-лочный захват раздвижной каретки,
ется на 180°, так что ВШЕОЧНЬЙ за-смонтированной на этом стопе, направхват 6 вместе с находящугмся на немлен D сторону соответствующей рабочей
поддоном с деталями оказывается по- 50камары, а горизонтальное перемещение
вернутым п сторону загрузочного сто-раздв1нсь-ой каретки обеспечивает втола 17, За время, в течение которогоРОй привод ее горизонтального переместол 2 совершает указанньй поворот,щения (на фиг. 2 показан гидроцилиндр
производится также перевод ведущего15 привода), работа которого аналорычага 9 из левого в правое по отно- 55 работе первого привода. шению к столу 2 положение. При этом,Устройство транспортировки деталей
как только крюк 5 каретки в результа-обе.спечивает дополнительно выпалнение
те указанного поворота стола выйдеттаких операций, как загрузка и выгрузиз зацеллешш с двурогим крюком 12,ка деталей из предкамеры и транспортировка деталей в боковых относительно предкамеры направлениях.
Это позволяет исключить дополнительный механизм загрузки и вьгрузки деталей из предкамеры, расположенный вне печи, и создать печную установ- ку для комплексной термообработки деталей с одной предкамерой, в результате чего достигается экономия мате- риалов, трудовых затрат и производственной площади, повышается производительность установки вследствие сокращения времени, расходуемого на транспортировку деталей между пози- циями обработки, и улучшается возможность использования для управления установкой системы автоматического управления. Соединение каретки с при25
водом посредством крюка и Гтобразного 2о ки выполнены с возможностью взаиморычага с двурогим крюком позволяет также вынести элементы привода, боящиеся перегрева и отрицательно влияющие на качество вакуума, из зоны влияния источников нагрева и за пределы вакуумной камеры, в результате чего устройство становится пригодным для транспортировки сильно нагретых массивных деталей или загрузки (например, под закалку) и обслуживания рабочих позиций, находящихся в вакуумной камере. Все это расширяет технические возможности устройства транспортировки.
30
действия между собой в крайнем верхнем положении стола, а привод горизонтального перемещения установлен на корпусе устройства в нижней его части.
2В
Формула изобретения
ки выполнены с возможностью взаимо
действия между собой в крайнем верхнем положении стола, а привод горизонтального перемещения установлен на корпусе устройства в нижней его части.
Фиг. 3
| Патент США № 3019007, кл | |||
| Способ нагрева эквипотенциального катода в электронных вакуумных реле | 1921 |
|
SU266A1 |
