Изобретение относится к обработке металлов давлением, в частности k способам изготовления гнутых профилей проката в валках клетей профилегибочных станов.
. Цель изобретения - снижение трудоёмкости при изготовлении профилей одинаковой конфигурации из различных марок материалов за счет универсализации валков.
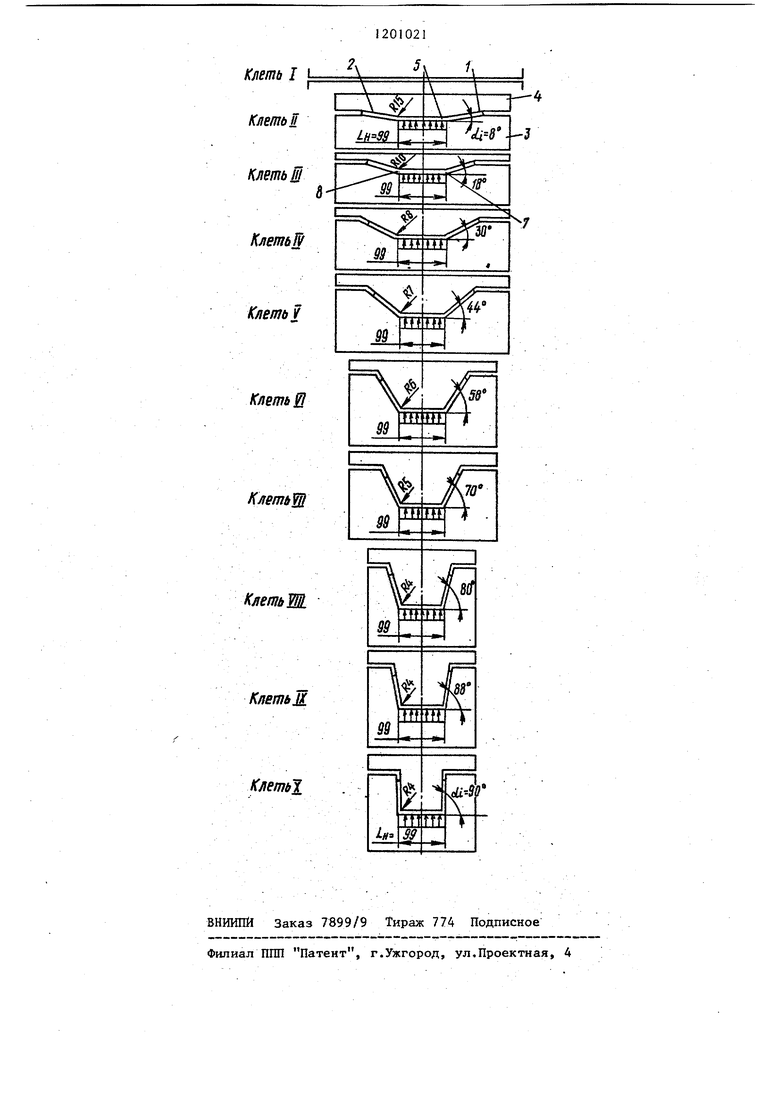
На чертеже показана последовательиость операций при изготовлении швеллера. 10,ОхЭРзс5 согласно предлагаемому способу.
Способ осуществляется путем последовательной подгибки боковых стенок 1 и 2 в валках 3 и 4 клетей 1-Х профилегибочного стана. При этом гибку ведут с сохранением постоянной на всех переходах величины контакта LH горизонтальной стенки 5 с нчясним валком 3 и равной 99 мм с учетом пружинения мест 7 и 8 изгиба. Угол подгибки .(| боковых стенок 1 и 2 принимают по перехода равным 8, 18, 30, 44, 58, 70, 80, 88, 90. Величину контакта Lj горизонтальной стенки 5 профиля с верхним валком 4
определяют по зависимости
I
Ц LH, - 2.Stg - iгде S - толщина заготовки; fl(; - суммарный угол .подгибки в
1т-й клети.
Так, для клети 1У Lj 99-2-5 х X tg 30/2 96,32 мм.
Радиус мест 7 и 8 изгиба может быть выбран:постоянной величины, равный радиусу готового профиля, либо радиусу в чистовой клети; переменной величины, назначенный в зависимости от выработки комплекта валков (по практическим данным); переменной величины из выражения
1
LH - К
- - ,
tg
где RJ - радиус места изгиба в iciie, ти i,; , :,
К - прямой участок между закруглениями в готовом профиле .
Пpeдлaгae lый способ в сравнении с известным позволяет сократить количество валков на профили, имеющие одинаковую реличину основания; уменьшить количество сборок- разборок комплектов валков; уменьшить количество завалок-вьшалок валков.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ГНУТОГО КОРЫТНОГО ПРОФИЛЯ | 1994 |
|
RU2063282C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО ПРОФИЛЯ | 1995 |
|
RU2085315C1 |
| ГНУТЫЙ СПЕЦПРОФИЛЬ ШВЕЛЛЕРНОГО ТИПА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2124408C1 |
| Способ изготовления гнутых профилей | 1983 |
|
SU1140851A1 |
| Способ изготовления гнутых профи-лЕй зАМКНуТОгО и пОлузАМКНуТОгОСЕчЕНия | 1979 |
|
SU837467A1 |
| Способ непрерывного профилирования | 1986 |
|
SU1423218A1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТОГО С-ОБРАЗНОГО ПРОФИЛЯ | 1993 |
|
RU2036038C1 |
| Способ изготовления гофрированных профилей | 1990 |
|
SU1736658A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030943C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ СТАЛЬНЫХ ПОЛОС | 1998 |
|
RU2149072C1 |
1.СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ преимущественно швеллерного типа путем многопереходной подгибки в валках боковых стенок профиля:, о т л и ч ающи йся тем, что, с целью снижения., трудоемкости при изготовлений одинаковьк профилей из различных .марок материалов, гибку ведут с сохранением величины контакта горизонтальной стенки профиля с нижним валком постоянной на всех переходах и равной ширине горизонтальной стенки готового профиля. 2.Способ по П.1, о т л и ч а ющ и и с я тем, что величину Lg контакта горизонтальной стенки, профиля с верхним валком принимают равной .-.:-- . Ц LH - 2Stg , где Ьц - величина контакта горизон: тальной стенки профиля с нижним валком, мм. 4.; - суммарный угол подгибки в i-й клети, град; S - толщина заготовки, мм, 3,Способ по пп,1 и 2, отличающийся тем, что радиус мест изгиба определяют по зависимости я R - Ь„ - К 1 R; - S, § где К -.ширина прямого участка между закруглениями в готовом профиле, мм; IsD - радиус места изгиба в i-й клети, мм. 
| Способ изготовления холодногнутыхпРОфилЕй | 1979 |
|
SU845956A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
