Изобретение относится к обработке металлов давлением и предназначено для использования при производстве гофрированных гнутых профилей проката преимущественно с легконарушаемой поверхностью и профилей с защитным покрытием.
Известен способ изготовления гнутых профилей, имеющих трапециевидные гофры, в соответствии с которым с цельюумень- шения числа переходов при сохранении качества готовых профилей профиль формуют в два перехода, при этом в первом переходе на участках полосы под гофры формуют волны разной кривизны, а во втором переходе из волн с большей кривизной тангенциальным и радиальным сжатием формообразуют трапециевидные гофры, а волны с меньшей кривизной изгибают в сторону, противоположную изгибу их в первом переходе с последующим выпрямлением их в последнем переходе
Однако при формовке по предлагаемому способу имеет место знакопеременная деформация участков гофров что может
привести к нарушению целостности защитного покрытия
Известен также способ изготовления гофрированных профилей, в соответствии с которым в первых переходах одновременно формуют три гофра с межцентровым расстоянием, равным межцентровому расстоянию между гофрами на готовом профиле при этом каждый межго{ ровый участок формуют по дуге окружности, а в последующих переходах при подгибке ветвей гофров дугообразный участок выпрямляют до получения окончательной конфигурации
При формовке по такому способу не учитывается изгиб (вследствие пружинения) плоского горизонтального участка, что приводит к уменьшению площади контакта валка с металлом в сжатой зоне мест изгиба и следовательно, к повышению удельных давлений в этих местах При уменьшении меж- гофрового расстояния для обеспечения того же угла недоформовки потребуется изгибать межгофровыи участок с большей кривизной, что будет оказывать влияние на целостность защитного покрытия
со
Ч
CJ
о о
СП 00
Наиболее близким по технической сущности к изобретению является способ изготовления гофрированных профилей, в соответствии с которым в процессе формовки прогибают участки, соответствующие горизонтальным стенкам гофров, в сторону вершин будущих зигов, зиги формуют на этих участках симметрично вертикальной оси участков, при этом периметры участков с зигами принимают равными периметрам этих участков на- готовом профиле, а формовку мест изгиба при вершине каждого зига и мест сопряжений зигов с прилежащими участками горизонтальных стенок основных гофров осуществляют одновременно с уменьшением прогиба горизонтальных стенок до нуля.
Однако не в полной мере использована возможность уменьшения утонения защитного слоя в местах изгиба, поскольку при формовке по такому способу первоначально плоские горизонтальные участки неосновных гофров вследствие пружинения изгибаются, в результате чего уменьшается площадь контакта валка с металлом в сжатой зоне места изгиба, а следовательно, возрастают удельные усилия профилирования. Это приводит к утонению защитного слоя и повышенному износу валков в местах изгиба. Кроме того, изогнутая в первых переходах горизонтальная стенка остается неизменной во всех переходах до последнего. Подгибка элементов основных гофров осуществляется только усилием,сосредоточенным в сжатых зонах мест изгиба, что также приводит к утонению защитного слоя в этих местах.
Цель изобретения - повышение качества профилей за счет уменьшения утонения в местах изгиба.
Поставленная цель достигается тем, что при изготовлении гофрированных профилей в процессе последовательной подгибки элементов гофров по переходам, перед подгибкой полок каждого гофра производят перегиб горизонтальной стенки гофра с последующим ее последовательным выпрямлением по переходам, при этом радиус кривизны горизонтальной стенки определяют по формуле
Ri
180 L
О)
я(уы-/3) где Rj - радиус кривизны горизонтальной стенки в i-м переходе, мм;
L-длина горизонтальной стенки на готовом профиле, мм;
ум -угол изгиба горизонтальной стенки в (-1)-м переходе;
/3 - угол недоформовки полок в предпоследнем переходе, град, а угол изгиба горизонтальной стенки в первом переходе определяется по зависимости
5у, ,
где у -угол пружинения, град;
п - общее количество переходов. При таком способе выпрямления стенки появляется составляющая усилия выпрям10 ления Р, которая совпадает по направлению с составляющей основного технологического усилия, прикладываемого в местах изгиба Ро, причем обе направлены в сторону подгибки. Исходя из того, что усилие подгибки
15 в i-й клети постоянно, величина основного технологического усилия, прикладываемого в сжатой зоне мест изгиба, снижается и, следовательно, уменьшается утонение защитного слоя. Кроме того, перегиб стенки в
20 сторону, противоположную направлению подгибки смежных с ним криволинейных элементов, увеличивает площадь контакта валка с металлом в месте изгиба, что также снижает удельные усилия и. следовательно,
25 уменьшает утонение защитного покрытия.
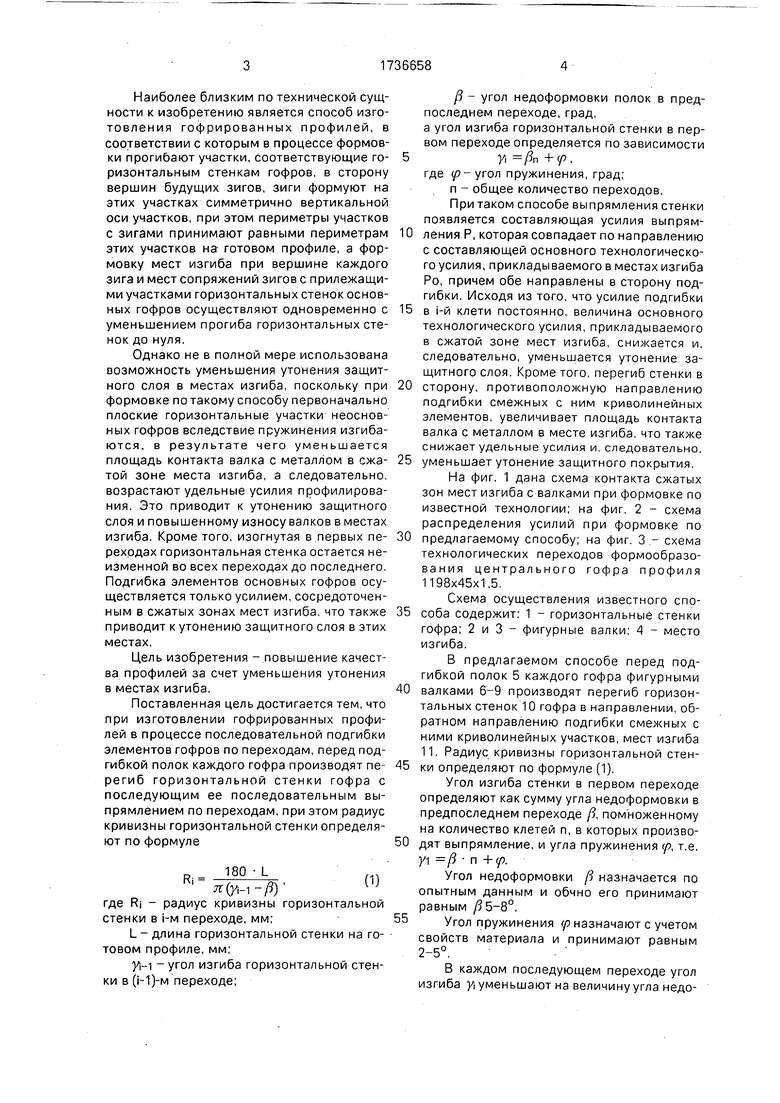
На фиг. 1 дана схема контакта сжатых зон мест изгиба с валками при формовке по известной технологии; на фиг. 2 - схема распределения усилий при формовке по
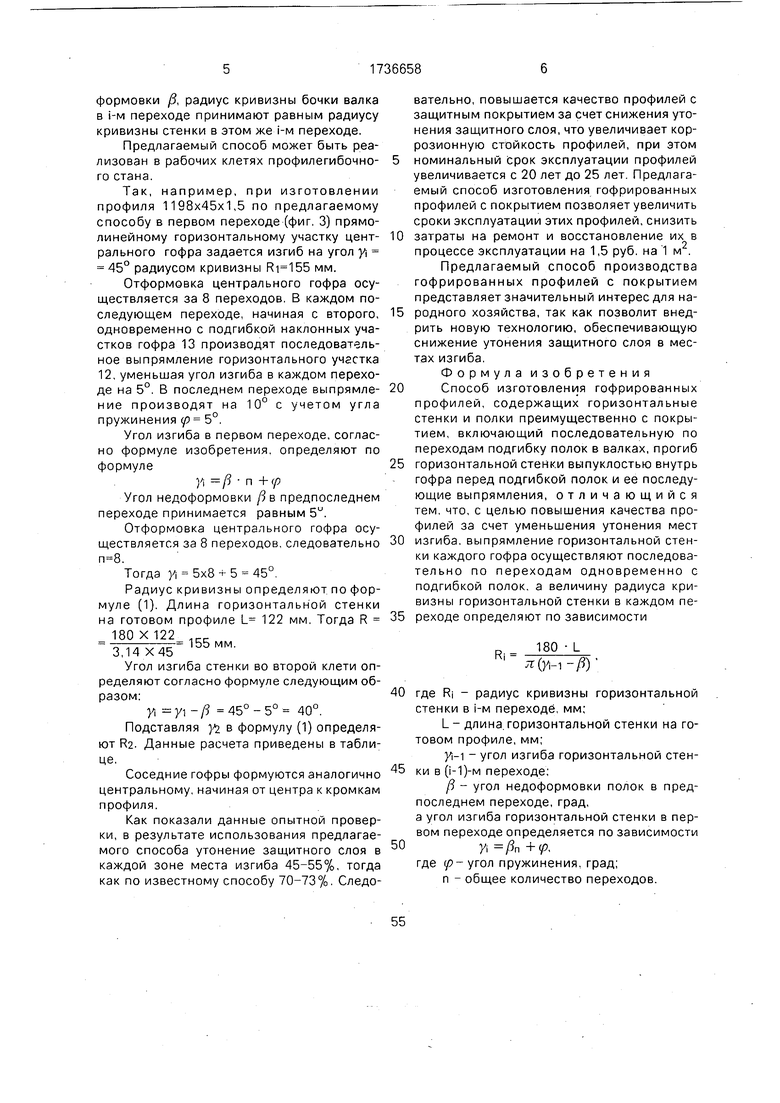
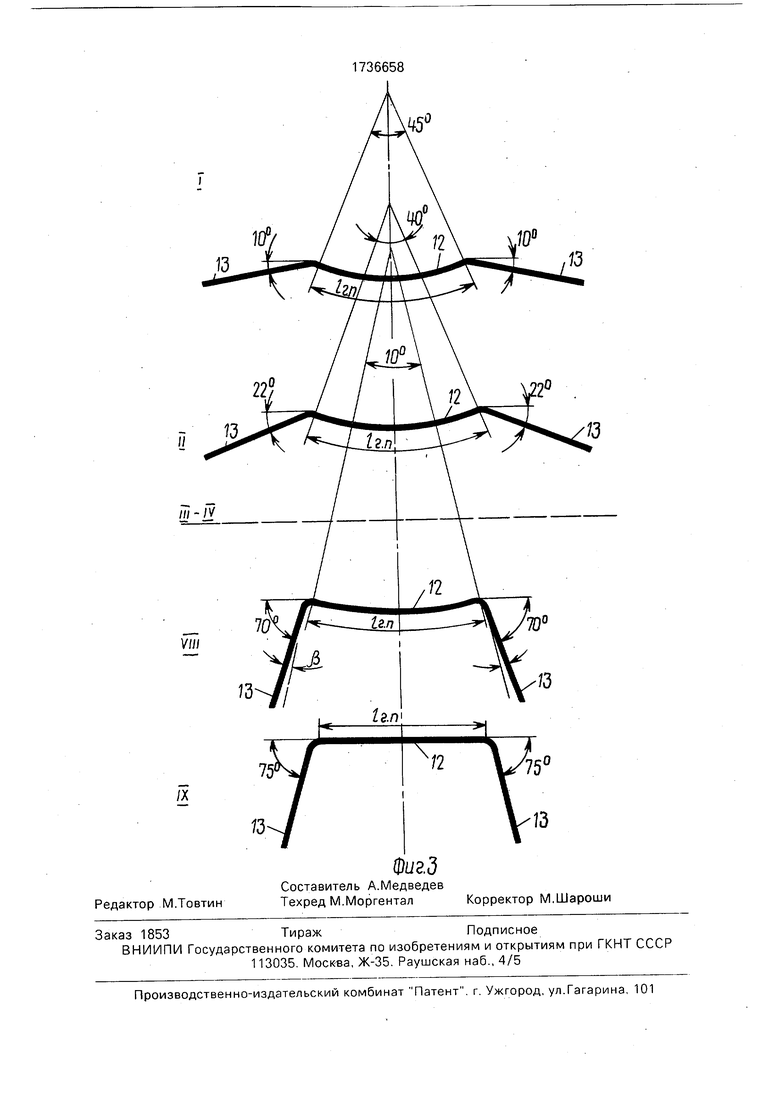
30 предлагаемому способу; на фиг. 3 - схема технологических переходов формообразования центрального гофра профиля 1198x45x1,5.
Схема осуществления известного спо35 соба содержит: 1 - горизонтальные стенки гофра; 2 и 3 - фигурные валки; 4 - место изгиба.
В предлагаемом способе перед подгибкой полок 5 каждого гофра фигурными
40 валками 6-9 производят перегиб горизонтальных стенок 10 гофра в направлении, обратном направлению подгибки смежных с ними криволинейных участков, мест изгиба 11. Радиус кривизны горизонтальной стен45 ки определяют по формуле (1).
Угол изгиба стенки в первом переходе определяют как сумму угла недоформовки в предпоследнем переходе /9, помноженному на количество клетей п, в которых произво50 дят выпрямление, и угла пружинения р, т.е. У( / п .
Угол недоформовки / назначается по опытным данным и обчно его принимают равным .
Угол пружинения назначаютс учетом свойств материала и принимают равным 2-5°.
В каждом последующем переходе угол изгиба у, уменьшают на величину угла недо55
формовки Д радиус кривизны бочки валка в i-м переходе принимают равным радиусу кривизны стенки в этом же i-м переходе.
Предлагаемый способ может быть реализован в рабочих клетях профилегибочно- го стана.
Так, например, при изготовлении профиля 1198x45x1,5 по предлагаемому способу в первом переходе (фиг. 3) прямолинейному горизонтальному участку центрального гофра задается изгиб на угол у 45° радиусом кривизны мм.
Отформовка центрального гофра осуществляется за 8 переходов. В каждом последующем переходе, начиная с второго, одновременно с подгибкой наклонных участков гофра 13 производят последовательное выпрямление горизонтального участка 12, уменьшая угол изгиба в каждом переходе на 5°. В последнем переходе выпрямление производят на 10° с учетом угла пружинения р 5°.
Угол изгиба в первом переходе, согласно формуле изобретения, определяют по формуле
у, fl п +(/)
Угол недоформовки ft в предпоследнем переходе принимается равным 5и.
Отформовка центрального гофра осуществляется за 8 переходов,следовательно .
Тогда у, 5x8 f 5 45°
Радиус кривизны определяют по формуле (1). Длина горизонтальной стенки на готовом профиле L 122 мм. Тогда R
180 X 122 ..... 3,14Х45 155ММ
Угол изгиба стенки во второй клети определяют согласно формуле следующим образом:
45°-5° 40°.
Подставляя /2 в формулу (1) определяют R2. Данные расчета приведены в таблице.
Соседние гофры формуются аналогично центральному, начиная от центра к кромкам профиля.
Как показали данные опытной проверки, в результате использования предлагаемого способа утонение защитного слоя в каждой зоне места изгиба 45-55%, тогда как по известному способу 70-73%. Следовательно, повышается качество профилей с защитным покрытием за счет снижения утонения защитного слоя, что увеличивает коррозионную стойкость профилей, при этом
номинальный срок эксплуатации профилей увеличивается с 20 лет до 25 лет Предлагаемый способ изготовления гофрированных профилей с покрытием позволяет увеличить сроки эксплуатации этих профилей, снизить
затраты на ремонт и восстановление их в
процессе эксплуатации на 1,5 руб. на 1 м .
Предлагаемый способ производства
гофрированных профилей с покрытием
представляет значительный интерес для народного хозяйства, так как позволит внедрить новую технологию, обеспечивающую снижение утонения защитного слоя в местах изгиба.
Формула изобретения
Способ изготовления гофрированных
профилей, содержащих горизонтальные стенки и полки преимущественно с покрытием, включающий последовательную по переходам подгибку полок в валках, прогиб
горизонтальной стенки выпуклостью внутрь гофра перед подгибкой полок и ее последующие выпрямления, отличающийся тем. что, с целью повышения качества профилей за счет уменьшения утонения мест
изгиба, выпрямление горизонтальной стенки каждого гофра осуществляют последовательно по переходам одновременно с подгибкой полок, а величину радиуса кривизны горизонтальной стенки в каждом переходе определяют по зависимости
R,
180 L я(
где RI - радиус кривизны горизонтальной стенки в i-м переходе, мм;
L - длина горизонтальной стенки на готовом профиле, мм;
ун - угол изгиба горизонтальной стен- ки в (Н)-м переходе;
/ - угол недоформовки полок в предпоследнем переходе, град, а угол изгиба горизонтальной стенки в первом переходе определяется по зависимости у. #,+Ґ.
где ( угол пружинения. град;
п - общее количество переходов.
фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ М.Е. ДОКТОРОВА ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ С ДОПОЛНИТЕЛЬНЫМИ ГОФРАМИ НА ГОРИЗОНТАЛЬНЫХ СТЕНКАХ ОСНОВНЫХ ГОФРОВ И НА ГОРИЗОНТАЛЬНЫХ МЕЖГОФРОВЫХ УЧАСТКАХ | 1992 |
|
RU2048226C1 |
| Способ изготовления гнутых С-образных профилей | 1989 |
|
SU1634348A1 |
| Способ изготовления гнутых профилей двутаврового сечения | 1988 |
|
SU1558529A1 |
| Способ изготовления холодногнутых профилей проката | 1977 |
|
SU662195A1 |
| СПОСОБ ФОРМОВКИ ГНУТЫХ КОРЫТНЫХ ПРОФИЛЕЙ | 2004 |
|
RU2256524C1 |
| СПОСОБ ДОКТОРОВА М.Е. И ПУНИНА В.И. ИЗГОТОВЛЕНИЯ ГНУТЫХ ЗАМКНУТЫХ ПРОФИЛЕЙ | 1998 |
|
RU2137566C1 |
| Способ производства гофрированных профилей | 1986 |
|
SU1335356A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030943C1 |
| Способ изготовления корытных гнутых профилей | 1990 |
|
SU1755995A1 |
| Способ производства гнутыхпРОфилЕй | 1979 |
|
SU829256A1 |
Использование: производство гофрированных гнутых профилей проката с защитными покрытиями в валках профиле- гибочного стана Сущность изобретения перед подгибкой полок гофра осуществляют прогиб горизонтальной стенки гофра выпуклостью внутрь гофра, а затем - подгибку полок с одновременным выпрямлением горизонтальной стенки. Величину радиуса кривизны горизонтальной стенки в каждом переходе определяют по расчетной зависимости 3 ил , 1 табл
И
| Способ производства гофрированных профилей | 1986 |
|
SU1335356A1 |
