2, Штамп по П.1, отличающийся тем, что перемычки между отверстиями в каждом ряду смещены относительно перемычек соседнего ряда на половину шага отверс ТИЙ .
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для глубокой вытяжки | 1980 |
|
SU889204A2 |
| Штамп для глубокой вытяжки | 1984 |
|
SU1220828A1 |
| Штамп для глубокой вытяжки | 1978 |
|
SU764785A1 |
| СПОСОБ ЛИСТОВОЙ ШТАМПОВКИ И ДИФФЕРЕНЦИРОВАННОЕ ПРИЖИМНОЕ УСТРОЙСТВО ШТАМПА ЛИСТОВОЙ ШТАМПОВКИ | 2017 |
|
RU2685624C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ПРОСТРАНСТВЕННОЙ ДЕТАЛИ С ПРИЖИМОМ КРАЕВОЙ ЧАСТИ ПОЛОВИНЫ ЛИСТОВОЙ ЗАГОТОВКИ (ВАРИАНТЫ) | 2010 |
|
RU2457058C2 |
| Штамп для глубокой вытяжки | 1980 |
|
SU1017411A1 |
| Способ предварительной гибки заготовки с последующей вытяжкой полуфабриката | 2015 |
|
RU2623521C2 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ПРОСТРАНСТВЕННОЙ ДЕТАЛИ С ПРИЖИМОМ КРАЕВОЙ ЧАСТИ ПОЛОВИНЫ ЛИСТОВОЙ ЗАГОТОВКИ (ВАРИАНТЫ) | 2010 |
|
RU2457059C2 |
| Штамп для вытяжки с нагревом | 1987 |
|
SU1447481A1 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ПРОСТОГО ДЕЙСТВИЯ | 2011 |
|
RU2527820C2 |
J..ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ, содержащий пуансон,матрицу t 5 « 3 S VJIt№ 4 v. (Л с ю о 4 И прижим в виде иабора концентричных колец, установленных одно в другом с возможностью осевого смещения, отличающийся тем, что, с целью повышения качества готовых изделий, на боковой поверхности каждого кольца вьшолнено несколько рядов радиальш)1х- отверстий прямоугольного сечения, расположенных в шахматном порядке. y
f
Изобретение относится к листовой штамповке, .
Цель изобретения - повьшение качества готового изделия.
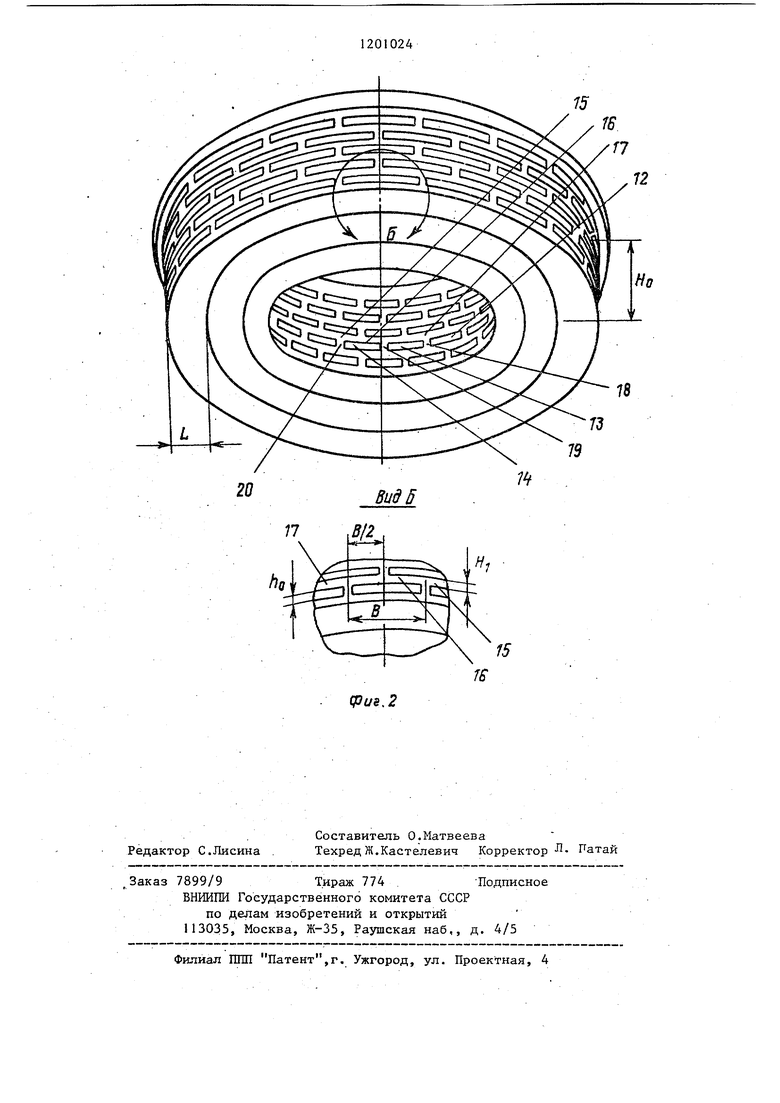
На фиг.1 схематически показан предлагаемый штамп, продольньй разрез (слева - перед началом вытяжки; справа - положение штампа в промежуточный момент вытяжки) и разрез А-А; на фиг.2 - концентричные кольца прижима в изометрии (снизу) и вид Б.
Штамп содержит пуансон 1, матрицу 2 и составной прижим, выполненный в виде набора концентричных кол.ец 3-5, которые при помощи замка 6 прикреплены к прижимной плите 7 и осуществляют прижим фланца листовой заготовки 8. Пуансон 1 крепится на внутреннем ползуне пресса 9, прижимная плита 7 - на наружном ползуне пресса 10, а матрица - на столе пресса 11.
Штамп работает следующим образом.
Листовую заготовку 8 устанавливают на матрицу 2 и прижимают ее с помощью концентричных колец 3-5 прижима. Зазор между свободно подвешенными концен-Гричными кольцами 3-5 и прижимной плитой 7 выбирается, и вся фланцевая часть заготовки 8 прижимается к матрице 2, при-, чем это полное прижатие заготовки 8 сохраняется в течение всего процесс вытяжки вследствие того, что концентричные кольца 3-5 выполнены с радиальнь1ми отверстиями 12-14 прямоугольного сечения, расположенными на их боковой поверхности в шахматном порядке. Такое вьшол-. нение колец 3-5 обеспечивает их работу как пружины, ввиду чего они прижимают заготовку 8 по всей ее фланцевой части, несмотря на возникающую при вытяжке разнотол- щинность.
Работа колец 3-5 как пружины объя-сняется тем, что участки 15-17 концентричных колец 3-5 изгибаются между соответствующими перемычками 18-20, в результате чего высота hf, отверстий 12-14 в зонах наибольшего прогиба этих участков может уменьшаться, что приводит к уменьшению начальной высоты Нд коO -лец 3-5 до высоты Нт, обеспечива. ющей полное прижатие фланцевой части заготовки при вытяжке. После окончания рабочего хода пресса осзга1ествляется подъем сначала
5 составного прижима, а затем пуансона 1 в крайнее верхнее положение, а отштампованная деталь выталкивается из матрицы 2 и удаляется . из рабочей зоны пресса. Толщину участков Н, высоту перемычек h и количество отверстий с перемычками, а также ширину перемычек В и ширину колец L устанавливают из условия работы колец 3-5 в области упругих
5 деформаций в процессе вытяжки без уменьшения h до нуля. Отверстия в кольцах 3-5 могут быть получены фрезерованием, электроискровой обработкой и другими способами.
0 Таким образом, прижим с концентричными пружинящими кольцами обеспечивает прижатие всего фланца заготовки к матрице, несмотря на получаемую им в процессе вытяжки
разнотолщинность, что обеспечивает изготовление листовых деталей без складкообразования штампуемого материала.
Концентричные кольца прижима могут быть унифицированы для используемых на предприятиях вытяжHbix прессов. Тогда для прижима конкретного размера может быть использован йабор колец соответствующих
размеро в. Это позволит существенным образом снизить затраты на изготовление штампов,
Вид б
И,
fpus.S
| ШТАМП ДЛЯ СТУПЕНЧАТОЙ ВЫТЯЖКИ | 1972 |
|
SU421407A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
