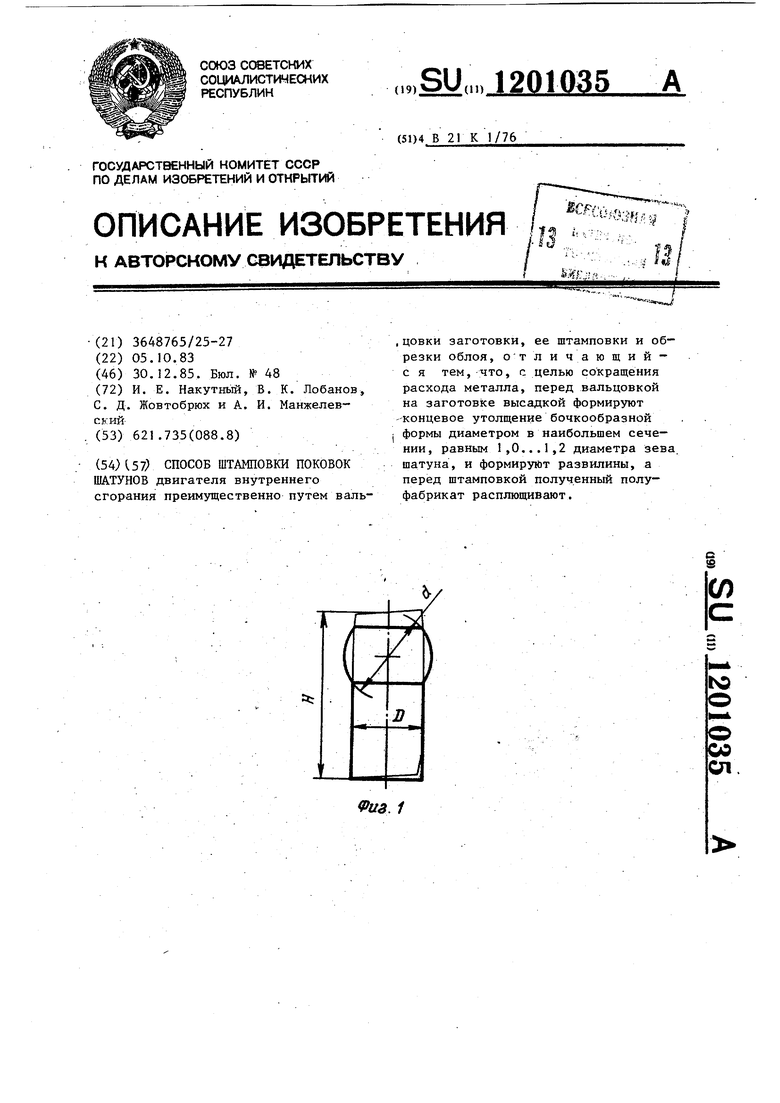
Изобретение относится к способам горячей объемной штамповки, в частности к способам изготовления поковок шатунов двигателей внутреннего сгорания.. Цель изобретения - сокращение расхода металла. На фиг. I схематически представлена заготовка с высаженным концевы утолщением; на фиг. 2 - то же , . после формирования развалин; на фиг. 3 - то же, после вальцовки, вид сверху, на фиг. 4 - то же, вид сбоку; на фиг. 5 - то же, .после расплющивания; на фиг. 6 - окончательная поковка шатуна ДВС, вид сверху; на фиг. 7 - то же, вид сбоку. На фигурах приняты следующ 1е обо значения: Д и Н - диаметр и высота исходной заготовки; h и h - высота утолщения и тавра заготовки шатуна соответственно; d - диаметр утолщения на торце заготовки после высадки; L - расстояние между головками шатуна; D - диаметр зева окончательной поковки шатуна; Hf- - высота большой и малой головок шатуна.. Способ штамповки поковок шатуна реализуется следующим образом. I ; , Исходная цилиндрическая заготовка, например, 80x170 мм, отрезанная на пресс-ножницах, из стали . 18Х2Н4МА-Ш, нагревается до ковоч- ной температуры (1160-1180 с) и передается на штамповочный агрегат (горизонтально-ковочную машину усилием 8 МИ). На первом переходе выса живается концевое утолщение диамет- ром в напольном сечении 1,0-1,2 диа метра зева шатуна, на втором - формуют развилины и зев. Полученный полуфабрикат передают на ковочные вальцы, где с того же нагрева на . двух взаимно перпендикулярно распо- ложенньгх клетях осуществляют ее фасонирование (фиг. 3 и 4). Вальцованную заголовку деформируют на КГШП усилием 40 МН, где на первом переходе ее расплющивают в плоскост товара на высоту 0,85-0,9 высоты из 352 . делия (фиг. 5), а на втором - производят окончательную штамповку (фиг. 6 и 7). Соотношения размеров промежуточных заготовок и окончательной поковки обусловлены следующими данными, полученными при проведении опытных работ. Качественное заполнение окончательного ручья штампа с минимальньи и равномерным ПО; контуру выходом металла в облой обеспечивается при вьтолнении на исходной заготовке концевого утолщения диаметром в напольном сечении, равном 1,0-1,2 диаметра зева шатуна. При уменьшении диаметра утолщения, например, до 0,98 диаметра зева шатуна наблюдается повьшгенный брак поковок по незаполнению внешних углов наружного контура головки шатуна, что обусловливает появление черцот при механической обработке. Увеличение диаметра утолщения свыше 1,2 диаметра зева шатуна (например, I,23) сопровождается образованием торцовых заусенцев в процессе формообразования развилин, которые заш- тамповываются в тело поковки при окончательной штамповке. Кроме того, имеет место увеличенный выход металла в облой по контуру большой голов- ки, что обусловливает увеличение расхода металла на изготовление поковок. Расплющивание вальцованной заготовки на высоту меньше О,85высоты изделия (например, 0,83) приводит к интенсивному выходу металла в облой в начальный момент штамповки, вследствие чего имеет место неза- полнение углов гравюры и повьщ1енный брак поковок. Расплющивание вальцованной заготовки на высоту больше 0,9 высоты окончательной поковки (например, 0,92) приводит к появлению брака поковок по зажимам металла в зоне тавра шатуна. Таким образом, приведенные количественные интервалы соотношений утолщения, высаженного на заготовке и расплющивания вальцованной заготовки являются оптимальным, так как обеспечивают получение качественных поковок шатунов при минимальном расходе металла.
D
Фиг. 2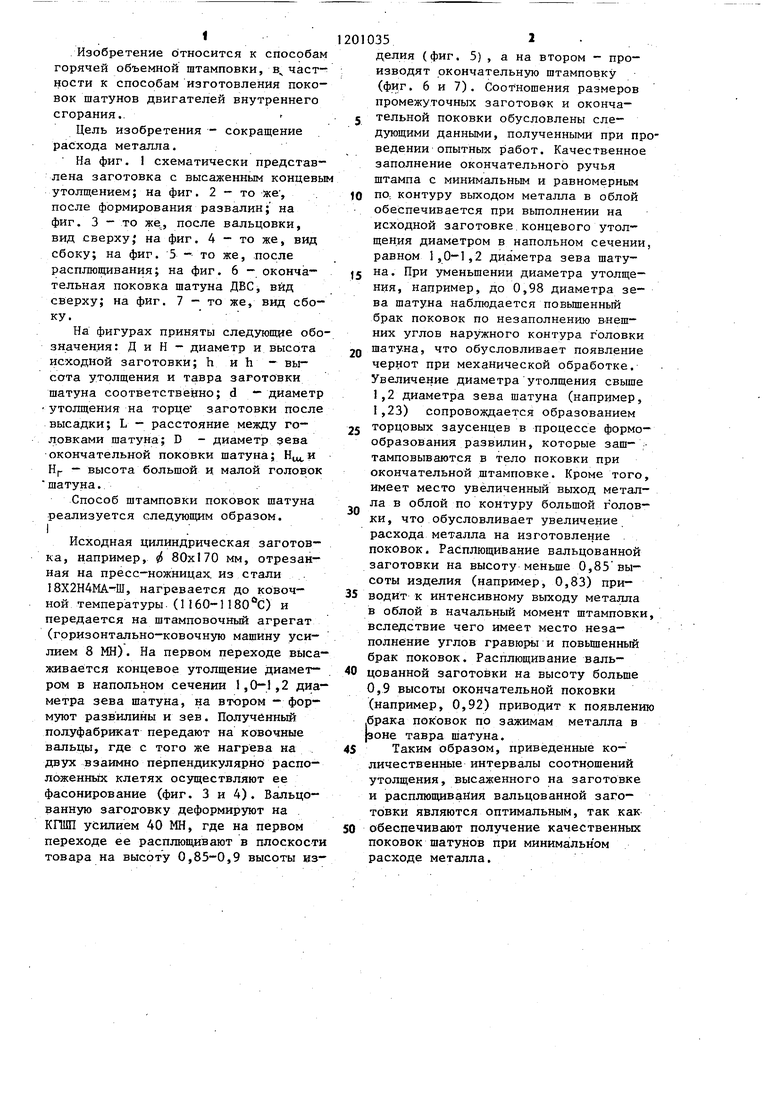
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления поковок типа звена трака гусеничной машины | 1982 |
|
SU1060293A1 |
| Способ объемной штамповки поковок типа крышек | 1980 |
|
SU902977A1 |
| Способ изготовления кольцевых поковок | 1985 |
|
SU1328055A1 |
| Способ изготовления точной поковки пальца шарнира грузового автомобиля | 2016 |
|
RU2649627C2 |
| Способ изготовления поковок с отростками | 1986 |
|
SU1355347A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК КОЛЕНЧАТЫХ ВАЛОВ | 2003 |
|
RU2254198C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ТИПА ПОВОРОТНЫХ КУЛАКОВ | 2004 |
|
RU2273541C1 |
| Способ штамповки поковок шаровых опор | 1980 |
|
SU1013077A1 |
| Способ изготовления изделий | 1988 |
|
SU1696076A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК СО СТЕРЖНЕМ | 2004 |
|
RU2280528C2 |
СПОСОБ ШТАМПОВКИ ПОКОВОК ШАТУНОВ двигателя внутреннего сгорания преимущественно путем валь,цовки заготовки, ее штамповки и обрезки облоя, отличающий- с я тем, что, с целью сокращения расхода металла, перед вальцовкой на заготовке высадкой формируют - концевое утолщение бочкообразной j формы диаметром в наибольшем сечении, равным 1,0...1,2 диаметра зева, шатуна, и формируют развилины, а перед штамповкой получ.енный полуфабрикат расплющивают. (Л to 00 СП