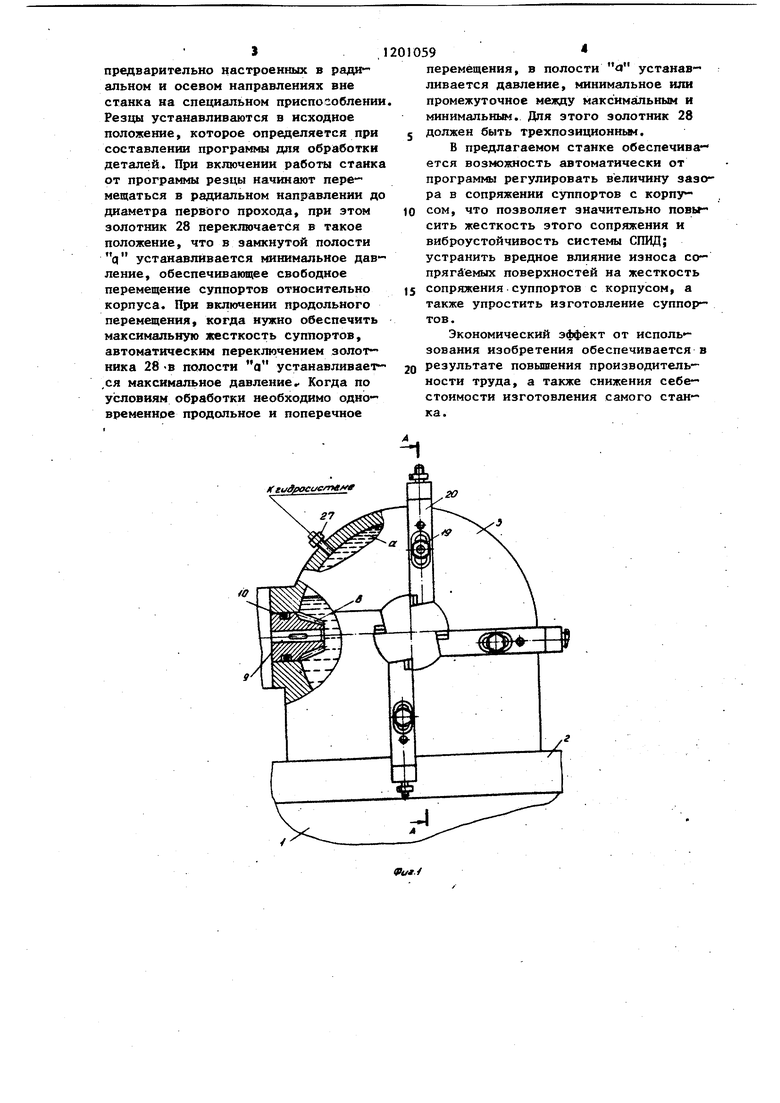
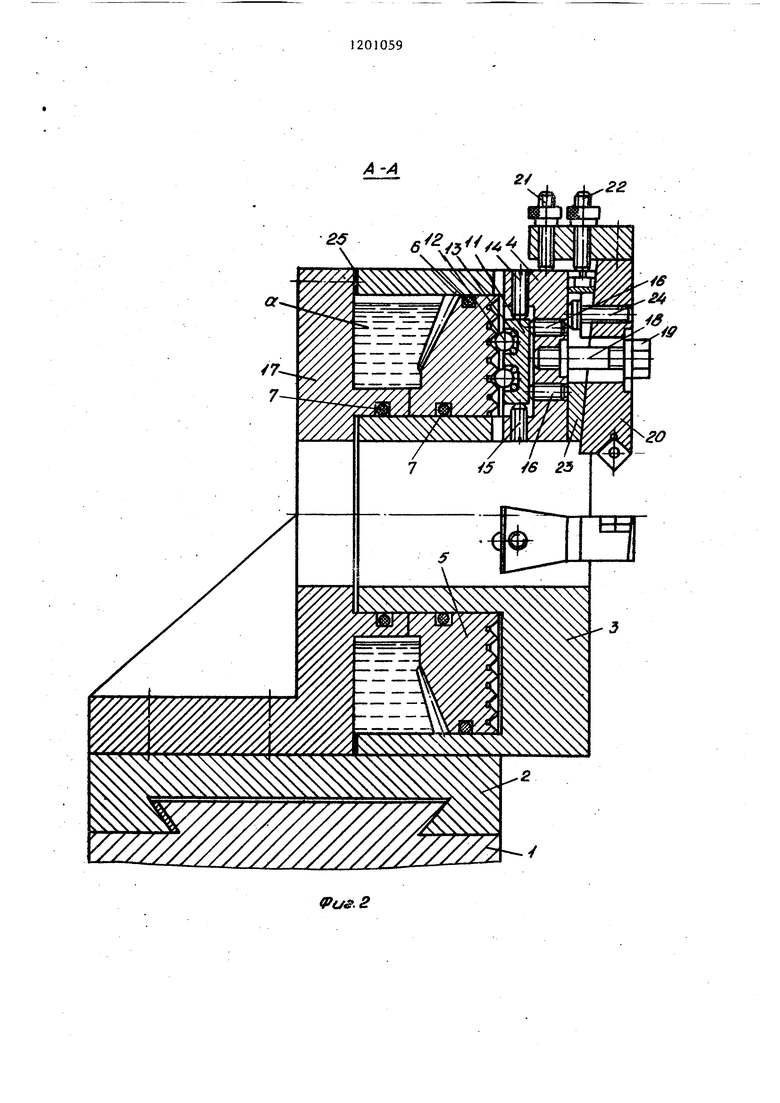
Изобретение относится к станкостроению. Цель изобретения повышение жес кости и виброустойчивости станка путем создания натяга в соединении поперечных суппортов с корпусом. На фиг. 1 показан корпус с суп- портами, установленный на салазках токарного станка,- вид спереди; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - гидравлическая схема дополнительного привода. Станок содержит продольный суппорт 1, на которой установлены по- . перечные салазки 2, несущие кор- пус 3, в радиальных пазах которогоразмещены суппорты 4, имеющие в поперечном сечении форму .трапеции,в которой угол 06 между боковыми сторонами выбран из соотношения « 2arctg f, где f - коэффициент трения скольжения между сопрягаемыми поверхностями суппортов и корпуса. В корпусе установлен с возможное- тью осевого возвратно-поступательного перемещения приводной диск 5, имеющий на наружной и внутренней цилиндрических поверхностях кольцевые канавки, в которые уложены уп- лотнительные кольца 6 и 7. На одном торце приводного диска изготовлено коническое зубчатое колесо, взаимодействующее с конической шестерней 8 закрепленной на валу 9 управляемого привода. В качестве управляемого при вода использован механизм перемещения поперечных салазок токарного станка. Шестерня 8 имеет также уплот нение 10 в месте ее сопряжения с корпусом. На другом торце приводного диска выполнена спиральная .нарезкаi Поперечное сечение этой нарезки имеет форму трапеции. В каждом из поперечных суппортов в продольном па- зу установлена обойма 11 с телами 12 и 13 качения (шариками). Обойма може перемещаться вдоль паза и закреплять ся винтами 14 и 15. Винтами 16 обойма перемещается в осевом направлении При этом перемещении шарики 12 начинают взаимодействовать со спиральной нарезкой приводного диска. Так как осевое перемещение приводного диска ограничено выступом кронштейна 17, то после выбора зазоров в сопряжении шариков 12 со спиральной нарезко происходит осевое перемещение суп59портов. Оно осуществляется до достижения на каждом суппорте максимального нужного зазора.. На суппортах закреплены посредством шпилек 18 и гаек 19 резцы 20. Регулировка резцов в радиальном направлении осущест вляется винтами 21, а в осевом - винтами 22 и клиньями 23. Винт 24 служит для крепления клина 23 после регулировки. Дпя уплотнения сопряжения между корпусом 3 и кронштейном 17 служит прокладка 25. В приводе ДПЯ осуществления возвратно-поступательных осевых перемещений приводного диска используется гидросистема станка, в которой рабочее тело подается от насоса 26 в замкнутую герметичную полость q между корпусом 3, кронштейном 17 и приводным диском 5 через штуцер 27. Масло поступает от насоса в полость а через двухпозиционный золотник 28, управляемый.от системы программного управления станком. В зависимости от положения золотника излишки масла сбрасьшаются в бак 29 через редукционные клапаны 30 и 31, один из которых отрегулирован на максимальное давление в полости а, а другой - на минимальное. Пазы в корпусе смещены относитель-, но радиального расположения на величину, равную половине высоты резца. Это сделано для упрощения формы резца. В случае радиального расположения пазов для обеспечения достаточной жесткости резца под твердосплавными пластинками пришлось бы увеличивать высоту резца или усложнять его форму. Кроме того, такое расположение пазов несколько уменьшает длину консоли резца, что повьппает его жесткость. Выполнение спиральнореечного самоцентрирукмцего механизма с телами качения позволяет осуществить такое расположение пазов. Станок работает следующим образом. Перемеще.нием обоймы 11 винтами 16 устанавливается необходимый максимальный зазор в сопряжении суппортов с корпусом. Винтами 14 и 15 суппорты настраиваются в радиальном направлении, контроль настройки осуществляется по наружной торцовой поверхности суппортов, с которой взаимодействуют винты 21i На суппортах закрепляется комплект резцов 20, предварительно настроенных в ради альном и осевом направлениях вне станка на специальном приспособлени Резцы устанавливаются в исходное положение, которое определяется при составлении программы для обработки деталей. При включении работы станк от программы резцы начинают пере метаться в радиальном направлении д диаметра первого прохода, при этом золотник 28 переключается в такое положение, что в замкнутой полости q устанавливается минимальное дав ление, обеспечивающее свободное перемещение суппортов относительно корпуса. При включении продольного перемещения, когда нужно обеспечить максимальную жесткость суппортов, автоматическим переключением золотника 28 -в полости а устанавливает ,ся максимальное давление.. Когда по условиям обработки необходимо одновременное продольное и поперечное 9 перемещения, в полости а устанав- : ливается давление, минимальное или промежуточное между максимальным и минимальш №1. Для этого золотник 28 должен быть трехпозиционным. В предлагаемом станке обеспечива- ется возможность автоматически от программы регулировать величину зазо ра в сопряженни суппортов с корпу- сом, что позволяет значительно повьгсить жесткость этого сопряжения и виброустойчивость системы СПИД; устранить вредное влияние износа со- прягйемых поверхностей на жесткость сопряжениясуппортов с корпусом, а также упростить изготовление суппортов. Экономический эффект от использования изобретения обеспечивается в результате повышения производительности труда, а также снижения себестоимости изготовления самого станка.
tPu.S
Hcucmeffe ftpos/mfi- r-r ynpofffe/ftM -I/
много стан/fofi
Нпо/юстиа
I
I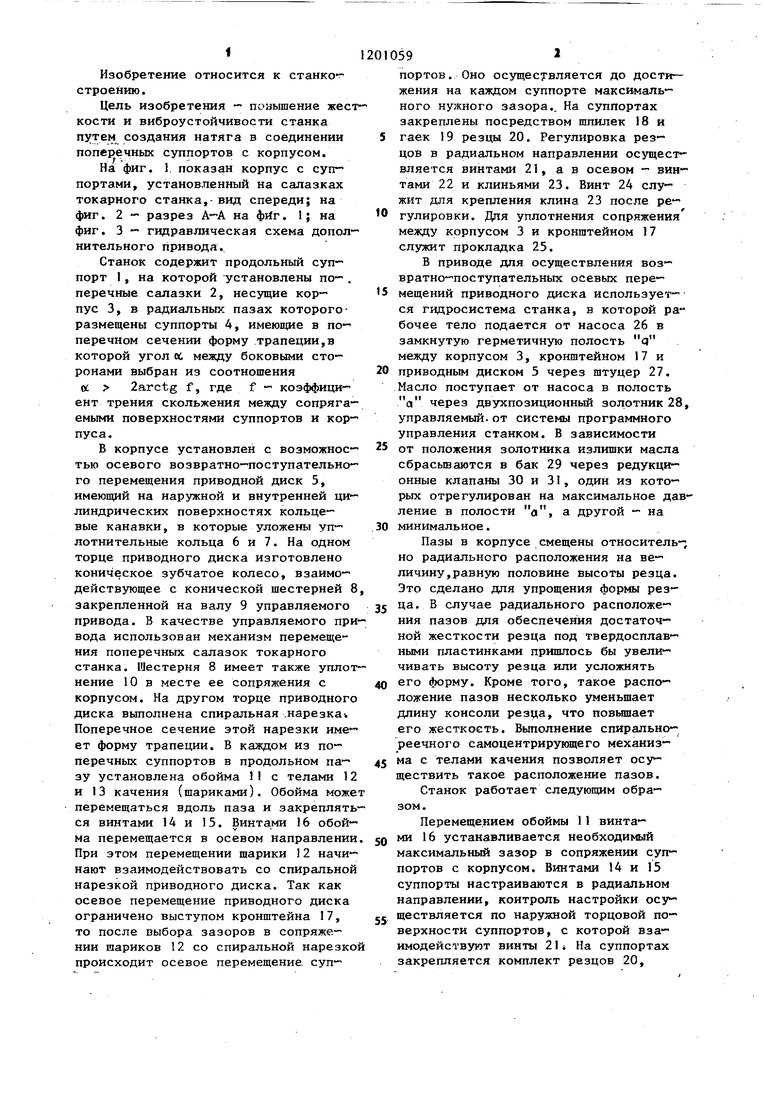
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный станок с программным управлением | 1983 |
|
SU1194583A2 |
| Токарный станок с программным управлением | 1981 |
|
SU1115853A1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕГО ОТРЕЗАНИЯ КОЛЬЦЕВЫХ ЗАГОТОВОК НА ТОКАРНОМ СТАНКЕ | 1992 |
|
RU2049596C1 |
| Токарный станок | 1981 |
|
SU1026970A2 |
| ВОЛНОВАЯ ПЕРЕДАЧА С ДВУМЯ ДЕФОРМИРУЕМЫМИ ЗУБЧАТЫМИ ИЛИ ФРИКЦИОННЫМИ КОЛЕСАМИ АБРАМОВА В.А. | 2015 |
|
RU2597055C1 |
| МОБИЛЬНОЕ ТОКАРНОЕ УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТОРЦОВ КРУПНОГАБАРИТНЫХ ОБЕЧАЕК | 2001 |
|
RU2200075C2 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| Токарный станок с программным управлением | 1990 |
|
SU1738474A2 |
| Устройство "нева" для отрезки детали на токарном станке | 1982 |
|
SU1074660A1 |
| Станок для обработки отверстий | 1988 |
|
SU1722700A1 |
ТОКАРНЫЙ СТАНОК С ПРОГРАММНЫМ УПРАВЛЕНИЕМ, содержащий салазки с корпусом, в радиальных пазах которого установлены поперечные суппорты, кинематически связанные с приводшлм диском, отличающийся тем, что, с цепью повышения жесткости и виброустойчивости станка, суппорты выполнены в виде призм трапецеидального сечения и установлены в пазах таким образом, что большее основание трапеции обращено к приводному диску, который размещен в корпусе с возможностью осевого возвратно-поступательного перемещения и. связан с введенным в станок дополнительным приводом.
Н w oct/crne/ie
стамка
-30
W
29
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
