1 1
Изобретение относится к станкостроеьшю.
Известен токарный станок с программным управлением, содержащий продольные салазки, несущие несколько поперечных суппортов с инструментами, взаимодействующие с приводом перемещений через понижающую передачу и самоцентрирующий механизм, выполненный в виде диска, на торцовой поверхности которого выполнена спиральная нарезка, взаимодействующая с зубчатыми рейками, установленными на поперечных суппортах.
Недостатком известного станка является то, что все инструменты, установленные в поперечных суппортах, одновременно участвуют в работе. Это позволяет обрабатьшать деталь только одинаковыми инструментами (например, проходными резцами) или таким сочетанием их, которое допускает одновременное использование их (например, проходные резцы и следующие за ними обкат ники) .
Целью изобретения является расширение технологических возможностей станка.
Поставленная цель достигается тем, что токарный станок с программньм управлением, содержащий продольные салазки, несущие несколько поперечных суппортов с инструментами, имеющих привод в виде понижающей передачи и самоцентрирующего механизма, выполненного в виде спирального диска, взаимодействующего с зубчатыми рейками поперечных суппортов, снабжен дополнительным комплектом поперечных суппортов с рейками , размещенных на периферийной части спирального диска, на которой выполнена дополнительная нарезка, предназначенная для взаимодействия с рейками дополнительных поперечных суппортов.
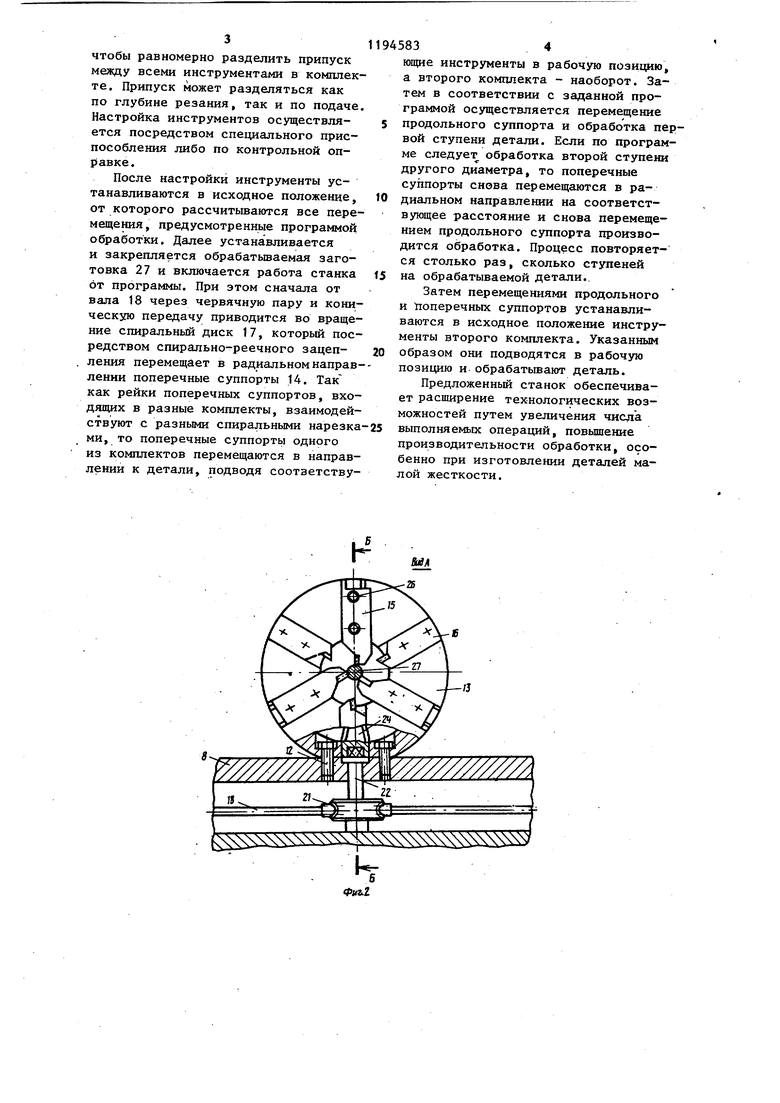
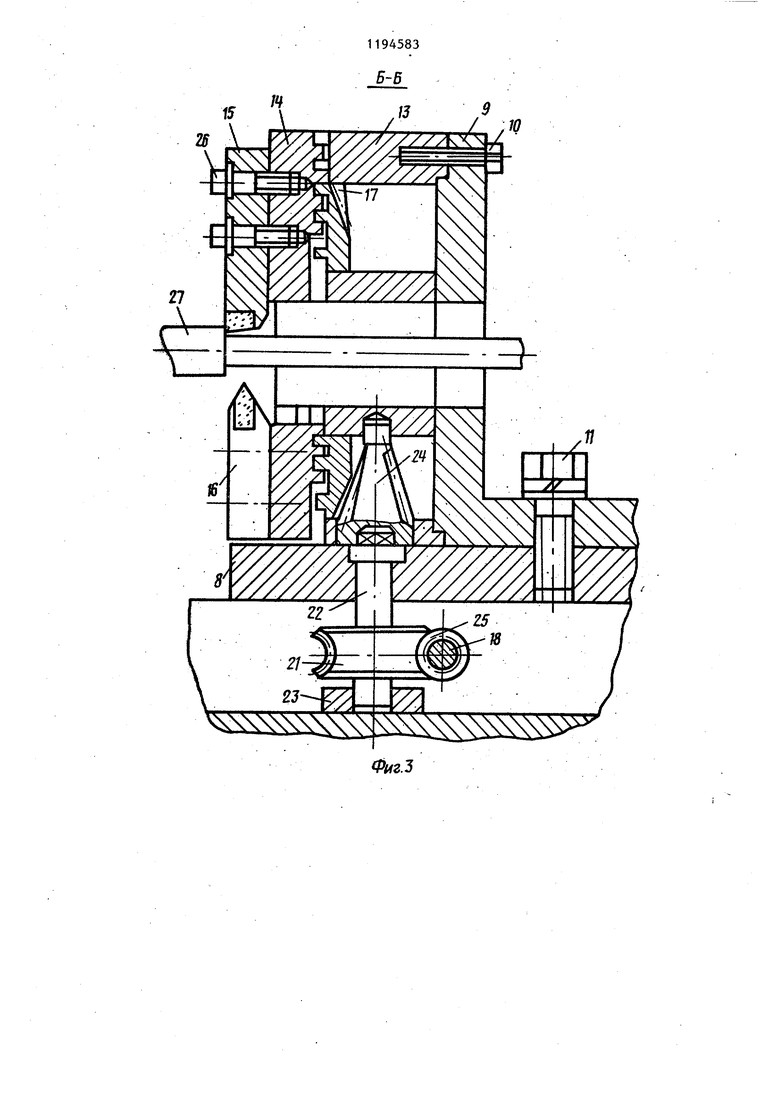
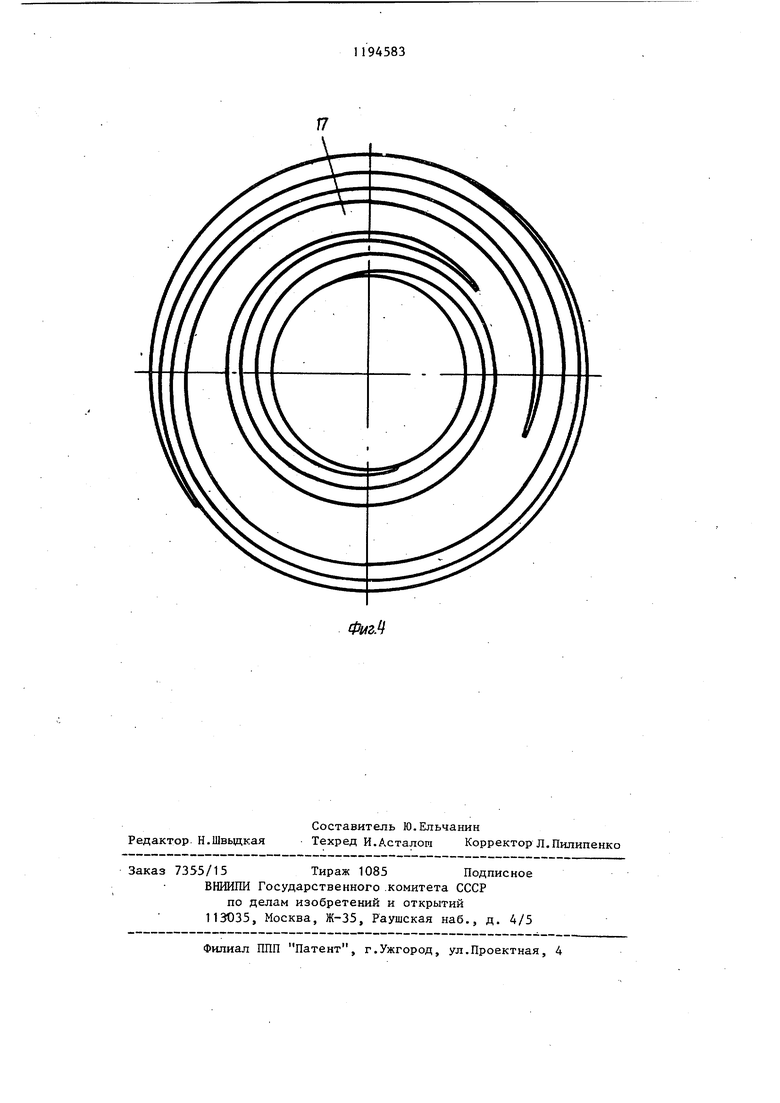
На фиг. 1 схематически показан станок, общий вид; на фиг. 2 - вид А на фиг. 1;на фиг.. 3 - разрез Б-Б на фиг, 2; на фиг. 4 - спиральньш иск.
Станок содержит станину 1 с усановленными на ней продольным супортом 2, передней 3 и задней 4 бабками. В шпинделе 5 передней баби за1срештен ведущий центр б, а в иноли задней бабки - вращающийся
945832
центр 7. На поперечных салазках 8 посредством кронштейна 9, винтов 10, 11 и 12 установлен корпус 13, несущий поперечные суппорты 14. Суп5 порты расположены в радиальных пазах корпуса -через равные угловые промежутки и разделены на два комплекта, в каждом из которых закреп- лены различные обрабатывающие инст0 рументы 15 и 16. В каждом комплекте может быть любое количество симметрично расположенных относительно оси вращения поперечных суппортов. В корпусе установлен спиральный
15 диск 17, на периферийной части которого вьшолнены спиральные нарезки противоположных направлений, разделенных кольцевой канавкой. Поперечные суппорты несут зубчатые рейки, расположенные на каждом из комплектов поперечньк суппортов таким образом, чтобы они могли взаимодействовать только с одной из спиральных нарезок на всем рабочем диапазоне перемещений суппортов. Диск 17 кинематически связан с приводным валом 18, управляемым вручную от рукоятки 19 или от привода 20. Кинематическая связь осуществляется через
30 червячную пару, включакнцую червячное колесо 21, закрепленное на валу 22, установленном одним концом в продольном суппорте посредством опоры 23, а вторым концом с квадратс кым сечением - в соответствующем отверстии конической шестерни i4, взаимодействующей с коническим зубчатым колесом, выполненным на спиральном диске 17, и червяк 25, за0 крепленньм на приводном валу 18. Обрабатьшающие инструменты 15 и- 16 закреплены на поперечных суппортах 14 винтами 26. Сочетания обрабатывающих инструментов, установленf
5 ных в калсдом из комплектов поперечных суппортов, может быть различным, например в одном из комплектов установлены проходные резцы, а в другом - отрезные, или в одном
50 проходные, а в другом резьбовые и т.д.
Станок работает следующим образом,
Два,; комплекта обрабатывающих инструментов 15 и 16 устанавливают 5 на соответствующие поперечные суппорты. Так как в каждом комплекте. инструменты одновременно участвуют в работе, их нужно настроить так. чтобы равномерно разделить припуск между всеми инструментами в комплек те. Припуск может разделяться как по глубине резания, так и по подаче Настройка инструментов осуществляется посредством специального приспособления либо по контрольной оправке. После настройки инструменты устанавливаются в исходное положение, от которого рассчитьшаются все перемещения, предусмотренные программой обработки. Далее устанавливается и закрепляется обрабатьшаемая заготовка 27 и включается работа станка от программы. При этом сначала от вала 18 через червячную пару и коническую передачу приводится во вращение спиральный диск 17, который посредством спирально-реечного зацепления перемещает в радиальном направлении поперечные суппорты 14. Так как рейки поперечных суппортов, входящих в разные комплекты, взаимодействуют с разными спиральными нарезка ми, то поперечные суппорты одного из комплектов перемещаются в направлении к детали, подводя соответству5834ющие инструменты в рабочую позицию, а второго комплекта - наоборот. Затем в соответствии с заданной программой осуществляется перемещение продольного суппорта и обработка первой ступени детали. Если по программе следует обработка второй ступени другого диаметра, то поперечные суппорты снова перемещаются в радиальном направлении на соответствующее расстояние и снова перемещением продольного суппорта производится обработка. Процесс повторяется столько раз, сколько ступеней на обрабатываемой детали. Затем перемещениями продольного и поперечных суппортов устанавливаются в исходное положение инструменты второго комплекта. Указанным образом они подводятся в рабочую позицию и обрабатьшают деталь. Предложенный станок обеспечивает расширение технологических возможностей путем увеличения числа выполняемых операций, повышение производительности обработки, особенно при изготовлении деталей маой жесткости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный станок с программным управлением | 1981 |
|
SU1115853A1 |
| Токарный станок с программным управлением | 1990 |
|
SU1738474A2 |
| Токарный станок с программным управлением | 1984 |
|
SU1201059A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЕСНЫХ ПАР | 1992 |
|
RU2011475C1 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ НАРЕЗАНИЯ ГЛОБОИДНЫХ ЧЕРВЯКОВ НА СТАНКЕ С ЧПУ | 2015 |
|
RU2602574C1 |
| Зубошлифовальный станок | 1970 |
|
SU385486A1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| Токарный станок для обработки нежестких длинномерных деталей | 1982 |
|
SU1047599A1 |
| Полуавтоматический токарно-винторезный станок для нарезания замкнутых винтовых нарезок правого и левого направлений | 1959 |
|
SU128724A1 |
ТОКАРНЫЙ СТАНОК С ПРОГРАММНЫМ УПРАВЛЕНИЕМ по авт.св. № 1115853, отличающийся тем, что, с целью расширения технологических возможностей, он снабжен дополнительным комплектом поперечных суппортов с рейками, размещенных на периферийной части спирального диска, на которой выполнена дополнительная нарезка, предназла- ченная для взаимодействия с рейками дополнительньЕХ поперечных суппортов. $ со СП СХ) Од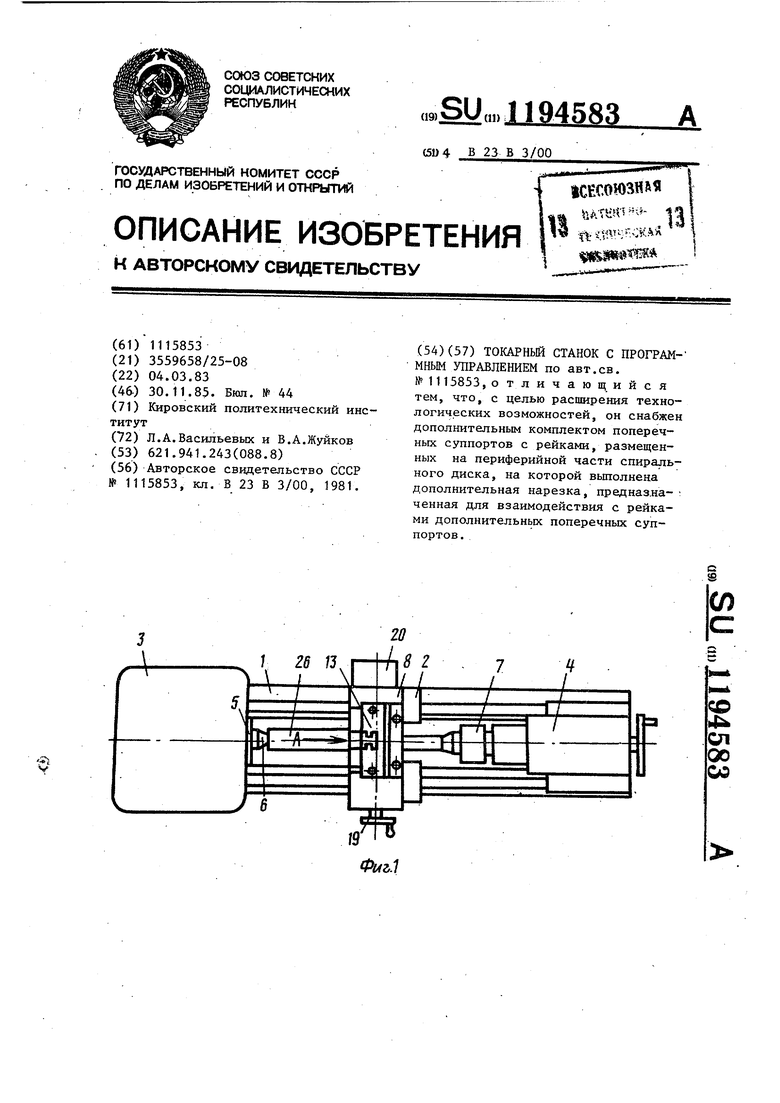
ФчлЗ.
к
| Токарный станок с программным управлением | 1981 |
|
SU1115853A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
