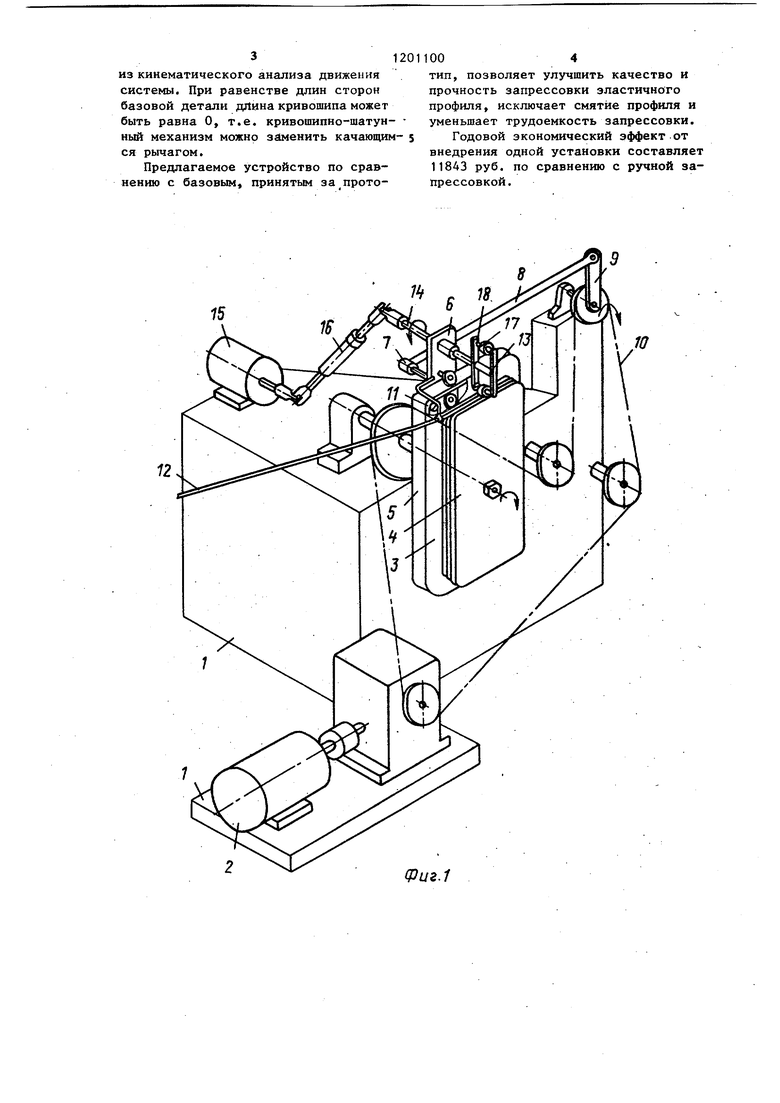
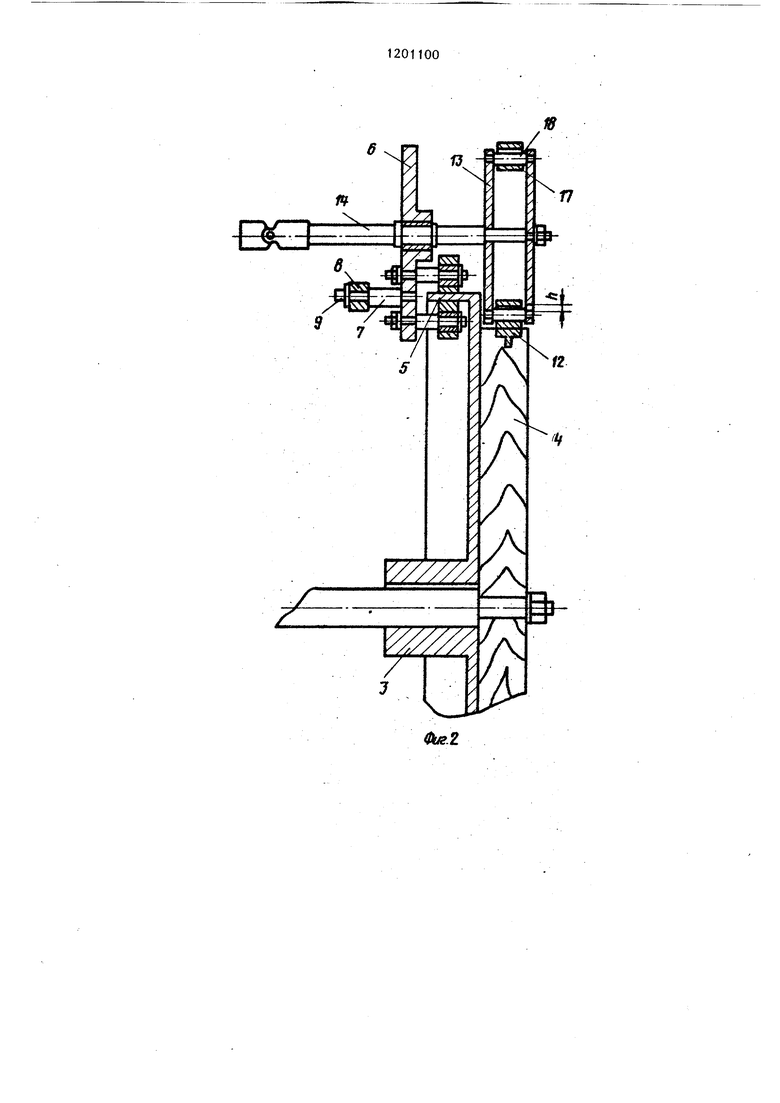
Изобретение относится к механосб рочному производству, в частности к устройствам для запрессовки эластичного профиля (уплотнения) в пазы базовых деталей, имеющих криволиней ную поверхность. Целью изобретения является повышение качества запрессовки эластичного профиля в пазы по периметру детали прямоугольной формы за счет выравнивания (;корости запрессовки по периметру базовой детали и повыш ния прочности сцепления эластичного профиля с базовой деталью. На фиг. 1 изображена кинематичес кая схема устройства; на фиг. 2 устройство, разрез по оси каретки; на фиг. 3 - схема последовательност запрессовки за полобррота базовой д тали прямоугольной формы. Устройство содержит основание 1, на котором смонтирован прнвод поворота 2 ложемента 3 для установки ба зовой детали 4. На внутренней стороне ложемента размещен копирный механизм с копиром 5 замкнутого контура, повторяющего форму базовой детали 4. Каретка 6 контактирует с контуром копира 5 диаметрально расположенными опорными катками и сое5а;иняется валиком 7 с шатуном 8 кривошипа 9 кривошипно-шатунного механизма. Вал кривощипа 9 кинематически связан с валом вращения ложемента 3 для базовой детали 4, например, при помощи цепной передачи 10 и получает вращение от привода поворота 2 На каретке 6 смонтирована направляющая 11, ориентирующая эластичный профиль 12. Запрессовывающий механизм вьшолнен в виде обоймы 13 с закрепленной в подшипниках на каретке 6 осью 14, привода вращения 15, связанного с осью 14 посредством карданного вала 16 и роликов 17, установленных в обойме 13 на пальцах 18 с зазором. Устройство работает следующим образом. Базовая деталь 4 устанавливается на ложементе 3 и фиксируется на нем зажимным механизмом (не показан). Конец эластичного профиля 12 проводится через направляющую 11, заправляется в паз по периметру базовой детали 4 и закрепляется гвоздями. Обойма 13 устанавливается в исходное горизонтальное положение. Исходное положение кривошипа 9 вертикальное верхнее. Одновременно включаются приводы 2 и 15. Базовая деталь 4 вращается вместе с ложементом 3, каретка 6 при при помощи шатуна 8 перемещается на катках по копиру 5, а при вращении обоймы 13 ролики 17 выполняют роль ударников, запрессовывающих эластичный профиль 12 в паз по всему контуру базовой детали 4. Частоту ударов можно регулировать, меняя скорость вращения обоймы 13. Скорость перемещения каретки 6 по контуру определяется сложением двух скоростей: линейной скорости точки контакта вращающейся базовой детали и скорости перемещения каретки от кривошипно-шатунного механизма. Обе составляющие скорости - величины переменные. Линейная скорость точки контакта при вращении базовой детали находится в прямой.зависимости от расстояния этой точки до центра вращения. Как видно из фиг. 3, при вращении базовой детали из положения а в положение Ь линейная скорость точки контакта увеличивается до максимальной, так как радиус увеличивается, а скорость каретки имеет противоположное направление, т.е. происходит вычитание скоростей. При вращении базовой детали из положения Ь в положение $ линейная скорость точки контакта уменьшается до минимальной, так как радиус уменьшается, а скорость каретки увеличивается до максимальной величины, изме- : няется и ее направление (по закону изменения, sin угла поворота кривошипа) . При вращении детали из положения & в положение Z происходит увеличение линейной скорости точки контакта до максимальной, а скорость каретки уменьшается до О и т.д. Таким образом происходит выравнивание скорости перемещения каретки по контуру детали, а следовательно, и скорости запрессовки, в любых точках по периметру базовой детали. Соотношение длин кривошипа 9 и шатуна 8 зависит от соотношения длин сторон базовой детали и выбирается
31201
из кинематического анализа движения системы. При равенстве длин сторон базовой детали дПина кривошипа может быть равна О, т.е. кривошипно-шатун- ный механизм можно заменить качающим- s ся рычагом.
Предлагаемое устройство по сравнению с базовым, принятым за прото1004
тип, позволяет улучшить качество и прочность запрессовки эластичного профиля, исключает смятие профиля и уменьшает трудоемкость запрессовки. Годовой экономический эффект-от внедрения одной установки составляет 11843 руб. по сравнению с ручной запрессовкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для установки эластичных профилей (его варианты) | 1981 |
|
SU1006154A1 |
| Устройство для установки эластичных профилей | 1982 |
|
SU1097478A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ НЕПРЕРЫВНО ДВИЖУЩИХСЯ ТРУБ | 1992 |
|
RU2056981C1 |
| Устройство для разбраковки п-образных ферритовых сердечников | 1972 |
|
SU449374A1 |
| ФОРМА ДЛЯ ВУЛКАНИЗАЦИИ БЕСКОНЕЧНЫХ ПОЛИМЕРНЫХИЗДЕЛИЙ | 1972 |
|
SU343863A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПАЗОВ В ДЕРЕВЯННЫХ ДЕТАЛЯХ СРУБА | 1993 |
|
RU2071413C1 |
| Устройство для сборки деталей | 1989 |
|
SU1646764A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТРУБ | 1990 |
|
RU2019345C1 |
| АВТОМАТ ДЛЯ РЕЗКИ ПЛАСТИЧНОГО БРУСА | 2015 |
|
RU2581434C1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1986 |
|
SU1349853A1 |
1. УСТРОЙСТВО ДЛЯ УСТАНОВКИ ЭЛАСТИЧНОГО ПРОФИЛЯ В ПАЗЫ ПО ПЕРИМЕТРУ БАЗОВОЙ ДЕТАЛИ, содержащее смонтированные на основ.ании связанный с приводом вращения ложемент для базовой детали, каретку, установлен ную на катках с возможностью перемещения по контуру базовой детали посредством копирного механизма, и запрессовывающий механизм с размещенными на пальцах роликами, о т Л и ч а ю щ е е с я тем, что, с целью повышения качества запрессовки эластичного профиля в пазы по периметру детали прямоугольной формы, каретка шарнирно связана с приводом вращения ложемента дпя. базовой детали, .запрессовывающий механизм выполнен в виде обоймы с закрепленной на каретке осью и привода вращения, кинематически связанного с осью обоймы, а ролики размещены на пальцах с зазором. 2. Устройство по п. 1, Р т л и чающееся teM, что каретка связана с приводом вращения ложемента для базовой детали посредством кривошипно-шатунного механизма.
сриг.1 .W
t«r
ЛИГ
4UJ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
