Изобретение относится к оборудованию для вулканизации бесконечных изделий из полимерных материалов и может быть использовано, например, при изготовлении клиновых ремней.
Известна форма для вулканизации бесконечных полимерных «зделий, содержащая имеющий на наружной поверхности пазы для размещения изделий прямоугольный корпус с полуцилиндрическими концевыми элементами, закрепленными на нем с возможностью изменения периметра формы. В известных формах для съема свулканизированных изделий и закладки в них сырых заготовок необ.ходимо применять грузоподъемные механизмы для разведения полуцилиндрических концевых элементов корпуса, а для сведения их необходимо снимать промежуточные секции прямоугольного корпуса, поэтому перезарядка этих форм является очень трудоемким процессом.
Целью изобретения является облегчение процесса перезарядки формы. Для этого один из полуцилиндрических концевых элементов одной стороной шарнирно соединен с корпусом, а между другой его стороной и корпусом помещен шарнирно связанный с этим концевым элементом вкладыш, снабженный кривошипно-шатунным механизмом, кривошипы которого при помощи своих осей
поворота шарнирно смонтированы на корпусе формы.
Для обеспечения определенной последовательности складывания формы кривошип выполнен с копирной поверхностью, взаимодействующей с роликовым толкателем, установленным на ближайщем полуцилиндрическом концевом элементе.
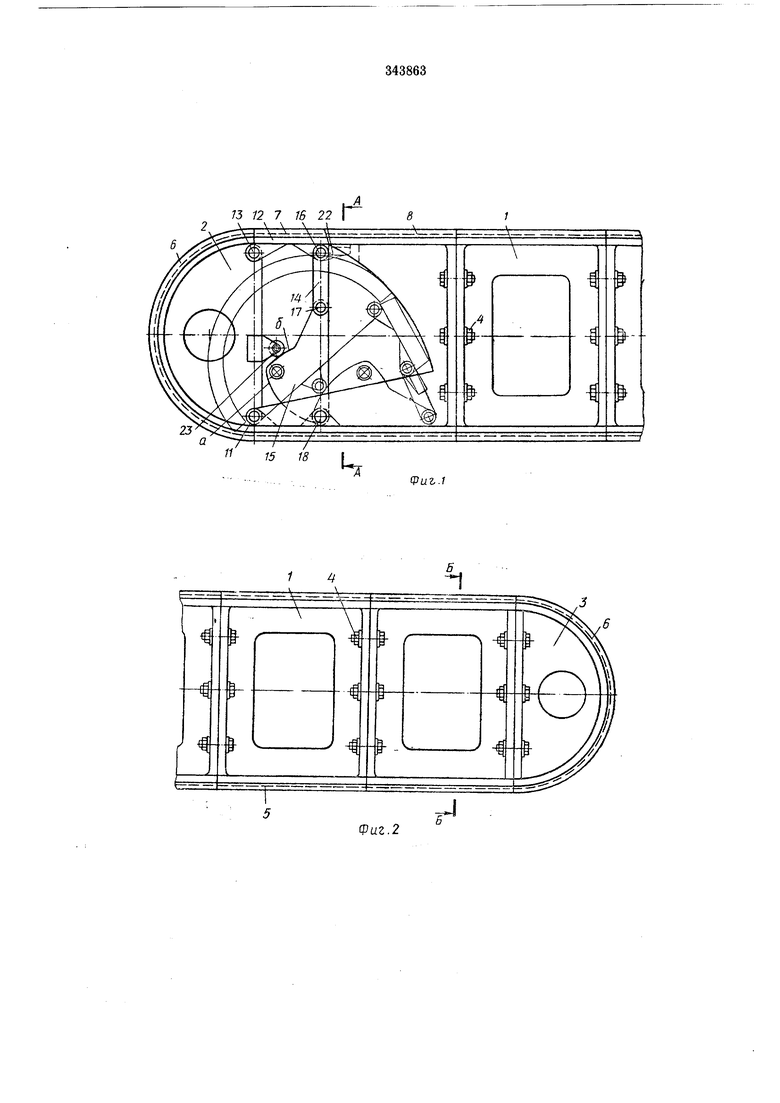
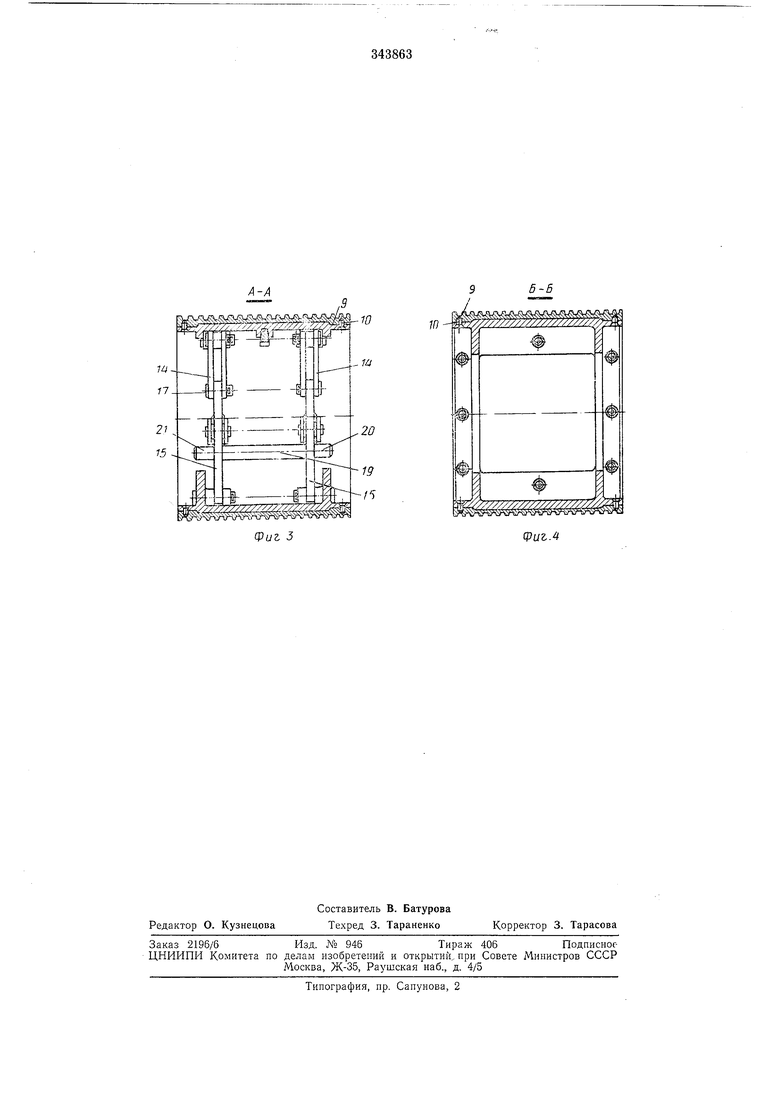
На фиг. 1 и 2 показаны концевые элементы форм с частью корпуса; на фиг. 3 - сечение по А-Л на фиг. 1; на фиг. 4 - сечение по Б-Б на фиг. 2.
Предлагаемая форма состоит из прямоугольного корпуса /, составленного из нескольких отдельных секций, и двух полуцилиндрических концевых элементов 2 и 3. Концевые элементы и секции корпуса соединена .при помощи болтовых соединений 4 и строго сцентрированы. Наружная поверхность
формы образована съемными накладками 5, 6, 7 к 8 с профильными пазами, соответствующими профилю изделия. Накладки имеют центрирующие буртики 9 и крепятся к корпусу винтами 10.
Полуцилиндрический концевой элемент 2 с одной стороны присоединен к корпусу 1 при помощи шарнира //. Между другой его стороной и корпусом помещен вкладыш 12, который связан с концевым элементом 2 при
343863 пусу грань вкладыша 12 выполнена под углом. Для складывания формы вкладыш 12 снабжен кривошипно-шатунным механизмом, СОСТОЯЩИМ «3 шатунов 14 и кривошипов 15 с профильной поверхностью, имеющей участки 5 а и б. Шатуны 14 связаны с вкладышем 12 через шарниры 16, а с кривошипами 15 - через шарниры 17. Кривошипы посредством осей 18 поворота шарнирно смонтированы на корпусе и соеди- ю нены между собой тягой 19, имеющей цапфы 20 и 21, с помощью которых удобно поворачивать кривошипы 15 относительно осей 18. Для обеспечения строгого центрирования профильных пазов накладок 7 и S в месте is стыка вкладыш 12 снабж:н клиновым выступом 22. Копирная поверхность криво1липа 15 взаимодействует с роликовым толкателем 23, установленным на концевом элементе 2. Эта 20 поверхность имеет участок а и участок б, представляющий собой участок цилиндрической поверхности с центром на оси 18. Кривошипы 15 посредством цапф 20 и 2125 поворачиваются по часовой стрелке относительно осей 18, увлекая за собой щатуны 14, которые поворачивают вкладыш 12 отно-сительно шарнира 13. При этом ролик толкателя 23 взаимодействует с участком б копир-30 ной поверхности кривошипа, профиль которого не позволяет убираться концевому элементу 2 внутрь корпуса / до тех пор, пока вкладыш 12 не развернется на достаточный угол. Как только это произойдет, ролик тол-35 кателя 23 перейдет на участок а копирной поверхности кривошипа и концевой элемент 2 начнет уходить внутрь корпуса и займем положение, показанное на фиг. 1 тонкими линиями. При этом периметр формы умень-40 щается, что позволяет легко снимать готовые изделия и укладывать в пазы новые заготовки, После заполнения формы заготовками поворотом кривощипов 15 против часовой45 стрелки все детали возвращаются в первоначальное положение, причем профиль участка о копирной поверхности кривошипа не позволяет вкладыщу 12 преждевременно поворачиваться вокруг шарнира 13, обеспечивая50 при помощи толкателя 23 постоянное относительное положение элемента 2 и вкладыша 12 до тех пор, пока элемент 2 пе придет в свое крайнее положение, а толкатель 23 не перейдет на участок б копирной поверхности.55
9 л . t.;
-i
. «- В это время начинается поворот вкладыша 12 относительно шарнира 13. Вкладыш замыкает поверхность формы, выступ 22 входит в клиновой паз корпуса, центрируя пазы, а кривошипно-шатунный механизм занимает мертвое положение, обеспечивая строгое положение всех подвижных деталей и исключая раскрытие стыков при любом действии на наружную поверхность формы. Форма поступает на вулканизацию, После взлканизации все операции по перезарядке повторяются. Непредвиденные эксплуатационные зазоры в стыках можно устранить с помощью поворота эксцентриковых осей шарниров. При изменении длины изготавливаемых изделии увеличивают или уменьшают количество секций корпуса / в соответствии с длиной новых изделий. При изготовлении изделий другого профиля с помощью винтов 10 освобождают и снимают прежние накладки 5, 6, 7 я 8, а на их место устанавливают другие с пазами, соответствующими профилю нового изделия. При необходимости дополнительной фиксации положения подвижных деталей формы для исключения возможности случайного выведения кривошипно-шатунного механизма «3 мертвого положения, например, при транспортировке форма может быть снабжена защелками или любыми другими фиксаторами, Предмет изобретения 1. Форма для вулканизации бесконечных полимерных изделий, содержащая имеющий па наружной поверхности пазы для размещения изделий прямоугольный корпус с полуцилиндрическими концевыми элементами, закрепленными на нем с возможностью изменения периметра формы, отличающаяся тем, что, с целью облегчения процесса перезарядки формы, один из полуцилиндрических концевых элементов одной стороной шарпирно соединен с корпусом, а между другой его стороной и корпусом помещен шарнирно связанный с этим концевым элементом вкладыщ, снабженный кривошипно-шатунным механизмом, кривошипы которого при помощи своих осей поворота шарнирно смонтированы на корпусе формы. 2. Форма по п. 1, отличающаяся тем, что кривошип выполнен с копирной поверхностью, взаимодействующей с роликовым толкателем, установленным на ближайшем полуцилиндрическом концевом элементе. 73 12 7 5 22 /5 W Фиг..
| название | год | авторы | номер документа |
|---|---|---|---|
| ДЛЯ ВУЛКАНИЗАЦИИ КОЛЬЦЕвМ|Х t; .'^"^ г^й^ЛМиЬг;;РЕЗИНОВЫХ | 1971 |
|
SU319493A1 |
| Раздвижная форма для вулканизации кольцевых резиновых заготовок | 1971 |
|
SU439124A1 |
| Автомат для раздачи концов втулок | 1991 |
|
SU1787626A1 |
| Устройство линейного перемещения изделий круглого сечения | 2024 |
|
RU2839152C2 |
| Автоматическая линия для формования и вулканизации покрышек | 1973 |
|
SU430605A1 |
| АВТОМАТИЧЕСКОЕ СТРЕЛКОВОЕ ОРУЖИЕ (ВАРИАНТЫ), ПРОДОЛЬНО-МНОГОРЯДНЫЙ МАГАЗИН, КОМПЕНСАЦИОННОЕ УСТРОЙСТВО ОТПИРАНИЯ КАНАЛА СТВОЛА, КРИВОШИПНО-ПОЛЗУННОЕ ЗАПИРАЮЩЕЕ УСТРОЙСТВО, УСТРОЙСТВО БАЛАНСИРОВКИ МАСС ПОДВИЖНЫХ ЧАСТЕЙ И КОМПЕНСАЦИОННЫЙ СПОСОБ ОТПИРАНИЯ КАНАЛА СТВОЛА | 1998 |
|
RU2144171C1 |
| Форматор-вулканизатор | 1979 |
|
SU812593A1 |
| Установка для вибрационной очистки изделий | 1983 |
|
SU1172619A1 |
| Устройство для шовной сварки замкнутых криволинейных швов | 1975 |
|
SU550251A1 |
| Устройство для групповой обработки древесины | 1987 |
|
SU1475788A1 |
Фиг.2
Фиг 3
5-Б
