2. Устройство по п. 1, отличающееся тем, что оси копирнойо и запрессовывающего роликов расположены по оси перемещения каретки, и копир имеет криволинейный контур, радиус которого определяется по формуле
(р RKP) +
+
. sine(),
где Rj, - радиус запрессованного профиля;
Разность радиусов расположения осей запрессовывающего и копирного роликов при « 90°; угол между осью перемещения
каретки и контуром изделия; ГЗР -.радиус запрессовывающего ролика;
кр радиус копирного ролика; hp деформация упругого элемента
(пружины) при А 90°. 3. Устройство для установки эластичных профилей в пазы по периметру базовых деталей, содержащее смонтированный на основании ложемент для базовой детали, на правляющие и каретку с закрепленными на ней прижимным и двумя запрессовывающими роликами, отличающееся тем, что, с целью повыщения качества сборки профилей с деталями, имеющими пазы с переменным радиусом кривизны за счет обеспечения постоянным запрессовочного усилия, Оно снабжено копирным механизмом, выполненным в виде копирного ролика и контактирующего с копирным роликом копира замкнутого контура, расположенного по периметру ложемента, выполненного поворотным, а также установленным в направляющих с возможностью возвратно-поступательного перемещения ползуна, при этом каретка размещена на ползуне с возможностью поворота в горизонтальной плоскости, в запрессовывающие ролики расположены симметрично относительно оси подпружиненного щтока.
4. Устройство по пп. 1-3, отличающееся тем, что, с цельюобеспечения направления эластичного профиля, прижимной ролик установлен с возможностью взаимодействия с запрессовывающим роликом, а на цилиндрической поверхности прижимного ролика выполнен паз, соответствующий конфигурации эластичного профиля.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для установки эластичного профиля в пазы по периметру базовой детали | 1984 |
|
SU1201100A1 |
| Устройство для установки эластичных профилей | 1982 |
|
SU1097478A1 |
| Автомат для запрессовки деталей типа вал-втулка | 1982 |
|
SU1109305A1 |
| Устройство для сборки деталей | 1989 |
|
SU1646764A1 |
| Устройство для сборки прессовых соединений деталей типа "вал-втулка | 1976 |
|
SU733952A1 |
| Устройство для сборки резервуаров | 1973 |
|
SU486890A1 |
| Стенд для сборки траков гусеничной цепи | 1988 |
|
SU1549667A1 |
| Устройство для монтажа и демонтажа прессовых соединений | 1982 |
|
SU1057226A1 |
| Устройство для изготовления и запрессовки проволочных штырей в изделие | 1989 |
|
SU1646661A1 |
| Устройство для сборки узла деталей запрессовкой | 1980 |
|
SU946878A1 |
1
Изобретение относится к мебельному производству, в частности к устройствам для установки в пазы базовой детали декоративного эластичного профиля, имеющего размеры, превыщающие размеры паза.
Известно устройство для установки полос гибких и их запрессовки в винтовые пазы ножевого вала, содержащее смонтированный на основании подпружиненный ролик и установленный напротив него упорный ролик для ножевого вала 1.
Однако это устройство не позволяет устанавливать эластичный профиль в паз изделия переменного радиуса, например в сидение табурета, а также не исключает возможность перекоса профиля.
Известно устройство для установки эластичного профиля в прямолинейный паз базовой детали, содержащее смонтированный на основании ложемент для базовой детали, установленную в направляющих с возможностью возвратно-поступательного перемещения, каретку с закрепленными на ней прижимным и запрессовывающими роликами 2.
Недостатком известного устройства является невозможность установки Т-образного профиля в паз изделия переменного радиуса.
Целью изобретения является повышение качества сборки эластичных профилей с деталями, имеющими пазы с переменным радиусом кривизны за счет обеспечения постоянного запрессовочного усилия и повыщение производительности.
Поставленная цель достигается тем, что устройство (вариант I) для установки эластичного профиля в паз по периметру базовой детали, содержащее смонтированный на основании ложемент для базовой детали и установленную в направляющих с возможностью возвратно-поступательного перемещения каретку с закрепленными на ней прижимным и запрессовочным роликами, снабжено копирным механизмом, выполненным в виде копирного ролика, установленного на подпружиненном штоке, расположенном на каретке к контактирующего с копирным роликом копира замкнутого контура, расположенного по периметру ложемента, выполненного поворотнцм.
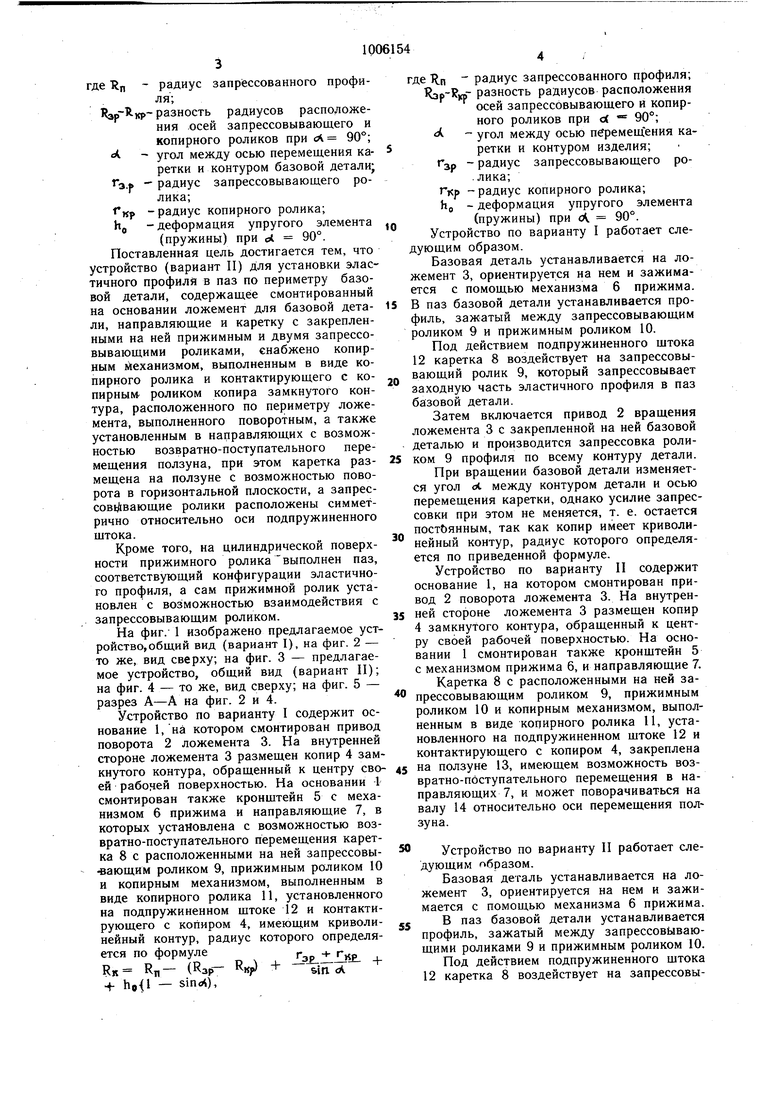
При этом оси копирного и запрессовывающего роликов расположены по оси перемещения каретки, а копир имеет криволинейный контур, радиус которого определяется по формуле
RK Rn- (Игр - RKP )+ %t- +
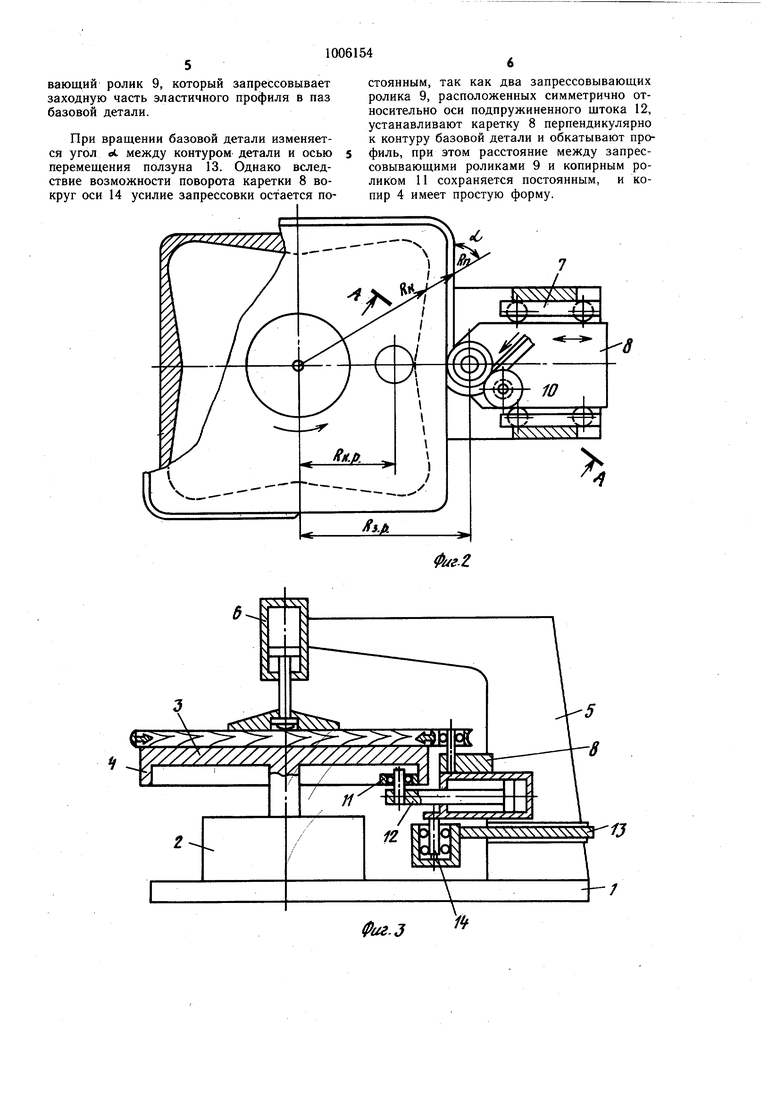
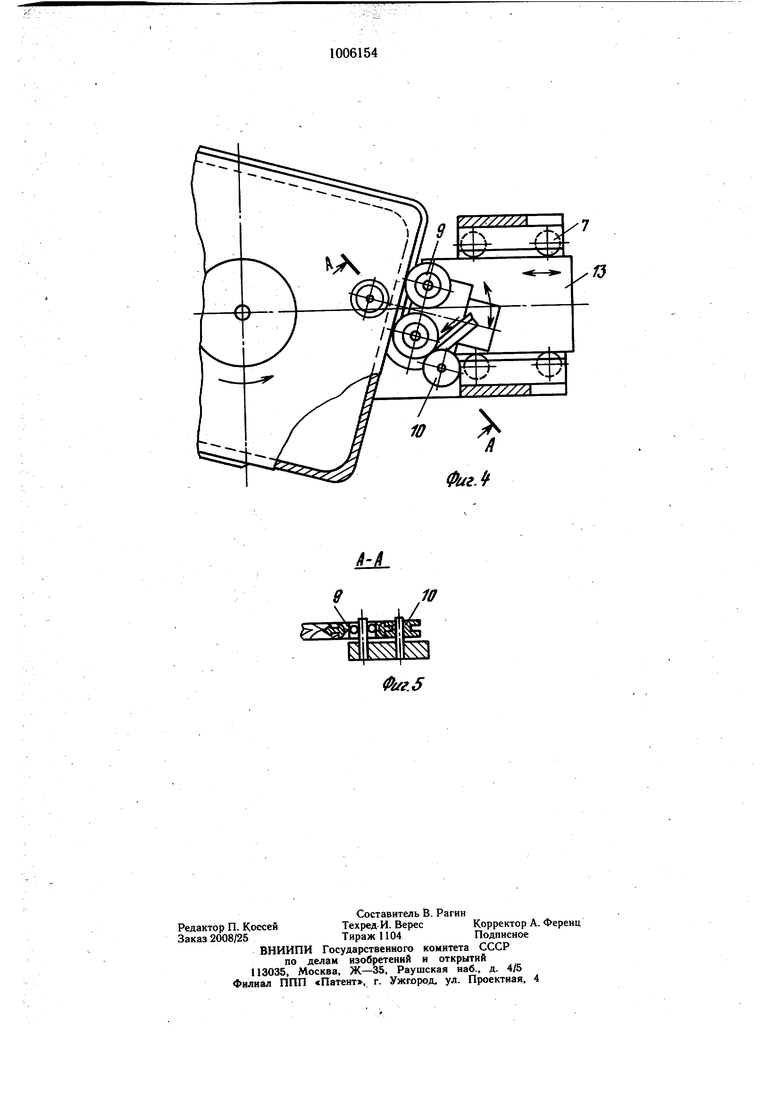
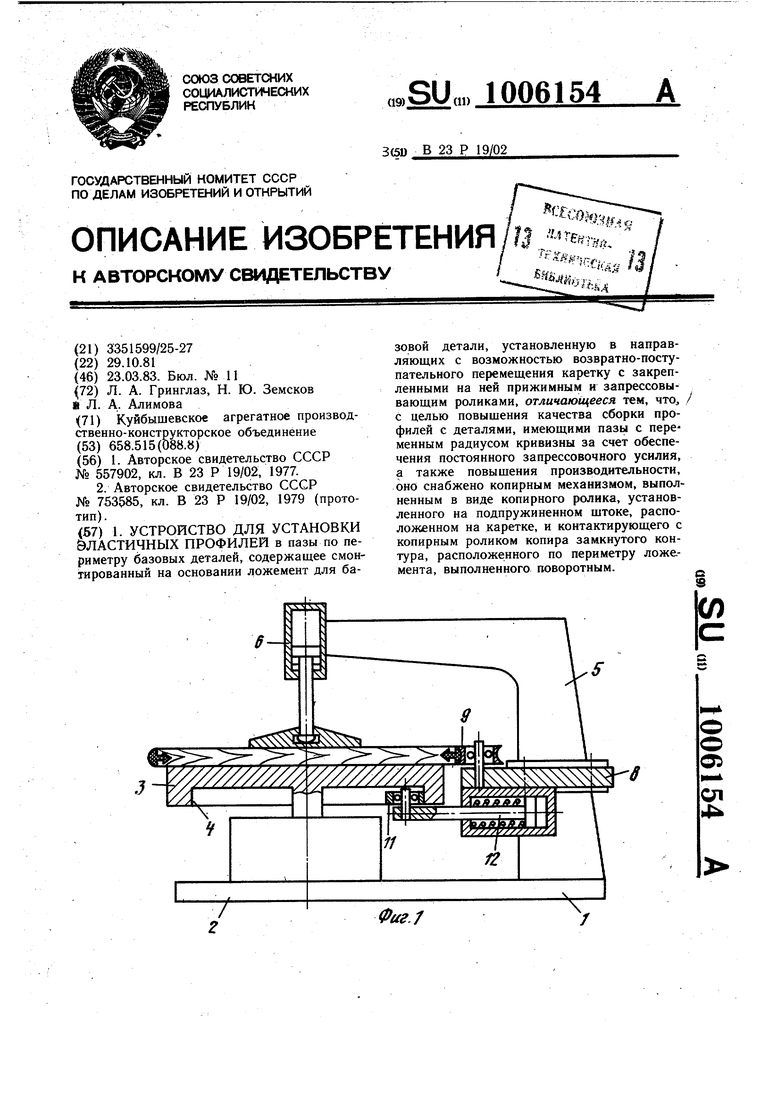
sinol fho (1 - ), где Tin радиус запрессованного профиля; разность радиусов расположения .осей запрессовывающего и копирного роликов при л 90°; «Л угол между осью перемещения каретки и контуром базовой детали; fa. - радиус запрессовывающего ролика; - радиус копирного ролика; Нд - деформация упругого элемента (пружины) при ol 90°. Поставленная цель достигается тем, что устройство (вариант II) для установки эластичного профили в паз по периметру базовой детали, содержащее смонтированный на основании ложемент для базовой детали, направляющие и каретку с закрепленными на ней прижимным и двумя запрессовывающими роликами, снабжено копирным Механизмом, выполненным в виде копирного ролика и контактирующего с копирным- роликом копира замкнутого контура, расположенного по периметру ложемента, выполненного поворотным, а также установленным в направляющих с возможностью возвратно-поступательного перемещения ползуна, при этом каретка размещена на ползуне с возможностью поворота в горизонтальной плоскости, а запрессов1 вающие ролики расположены симметрично относительно оси подпружиненного щтока. Кроме того, на цилиндрической поверхности прижимного роликавыполнен паз, соответствующий конфигурации эластичного профиля, а сам прижимной ролик установлен с возможностью взаимодействия с запрессовывающим роликом. На фиг/ 1 изображено предлагаемое устройство,общий вид (вариант I), на фиг. 2 - то же, вид сверху; на фиг. 3 - предлагаемое устройство, общий вид (вариант II); на фиг. 4 - то же, вид сверху; на фиг. 5 - разрез А-А на фиг. 2 и 4. Устройство по варианту I содержит основание 1, на котором смонтирован привод поворота 2 ложемента 3. На внутренней стороне ложемента 3 размещен копир 4 замкнутого контура, обращенный к центру своей рабочей поверхностью. На основании -1 смонтирован также кронштейн 5 с механизмом 6 прижима и направляющие 7, в которых устаяовлена с возможностью возвратно-поступательного перемещения каретка 8 с расположенными на ней запрессовынзающим роликом 9, прижимным роликом 10 и копирным механизмом, выполненным в виде копирного ролика 11, установленного на подпружиненном щтоке 12 и контактирующего с копиром 4, имеющим криволинейный контур, радиус которого определяется по формулег,р + ГЙР , RK Кл- (Кзр- V + -Тт + Ч- - sino4). где Яп радиус запрессованного профиля; разность радиусов расположения осей запрессовывающего и копирного роликов при о( 90°; - угол между осью пбремещения каретки и контуром изделия; ГЗР - радиус запрессовывающего ро.лика; Гкр - радиус копирного ролика; hj - деформация упругого элемента (пружины) при Л. 90°. Устройство по варианту I работает следующим образом. Базовая деталь устанавливается на ложемент 3, ориентируется на нем и зажимается с помощью механизма 6 прижима. В паз базовой детали устанавливается профиль, зажатый между запрессовывающим роликом 9 и прижимным роликом 10. Под действием подпружиненного щтока 12 каретка 8 воздействует на запрессовывающий ролик 9, который запрессовывает заходную часть эластичного профиля в паз базовой детали. Затем включается привод 2 вращения ложемента 3 с закрепленной на ней базовой деталью и производится запрессовка роликом 9 профиля по всему контуру детали. При вращении базовой детали изменяется угол d между контуром детали и осью перемещения каретки, однако усилие запрессовки при этом не меняется, т. е. остается постоянным, так как копир имеет криволинейный контур, радиус которого определяется по приведенной формуле. Устройство по варианту II содержит основание 1, на котором смонтирован привод 2 поворота ложемента 3. На внутренней стороне ложемента 3 размещен копир 4 замкнутого контура, обращенный к центру своей рабочей поверхностью. На основании 1 смонтирован также кронщтейн 5 с механизмом прижима 6, и направляющие 7. Каретка 8 с расположенными на ней запрессовывающим роликом 9, прижимным роликом 10 и копирным механизмом, выполненным в виде копирного ролика 11, установленного на подпружиненном щтоке 12 и контактирующего с копиром 4, закреплена на ползуне 13, имеющем возможность возвратно-поступательного перемещения в направляющих 7, и может поворачиваться на валу 14 относительно оси перемещения ползуна. Устройство по варианту II работает следующим образом. Базовая деталь устанавливается на ложемент 3, ориентируется на нем и зажимается с помощью механизма 6 прижима. В паз базовой детали устанавливается профиль, зажатый между запрессовывающими роликами 9 и прижимным роликом 10. Под действием подпружиненного щтока 12 каретка 8 воздействует на запрессовывающий ролик 9, который запрессовывает заходную часть эластичного профиля в паз базовой детали.
При вращении базовой детали изменяется угол et между контуром детали и осью перемещения ползуна 13. Однако вследствие возможности поворота каретки 8 вокруг оси 14 усилие запрессовки остается постоянным, так как два запрессовывающих ролика 9, расположенных симметрично относительно оси подпружиненного щтока 12, устанавливают каретку 8 перпендикулярно к контуру базовой детали и обкатывают профиль, при этом расстояние между запрессовывающими роликами 9 и копирным роликом 11 сохраняется постоянным, и копир 4 имеет простую форму. т. .j
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для установки полос гибкой и их запрессовки в пазы изделия типа вала | 1975 |
|
SU557902A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для установки эластичного профиля | 1978 |
|
SU753585A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ЭЛАСТИЧНЫХ ПРОФИЛЕЙ в пазы по периметру базовых деталей, содержащее смонтированный на основании ложемент для баrs j z%;%%:% зовой детали, установленную в направляющих с возможностью возвратно-поступательного перемещения каретку с закрепленными на ней прижимным и запрессовывающим роликами, отличающееся тем, что,, / с целью повыщения качества сборки профилей с деталями, имеющими пазы с переменным радиусом кривизны за счет обеспечения постоянного запрессовочного усилия, а также повыщения производительности, оно снабжено копирным механизмом, выполненным в внде копирного ролика, установленного на подпружиненном щтоке, расположенном на каретке, и контактирующего с копирным роликом копира замкнутого контура, расположенного по периметру ложемента, выполненного поворотным | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
